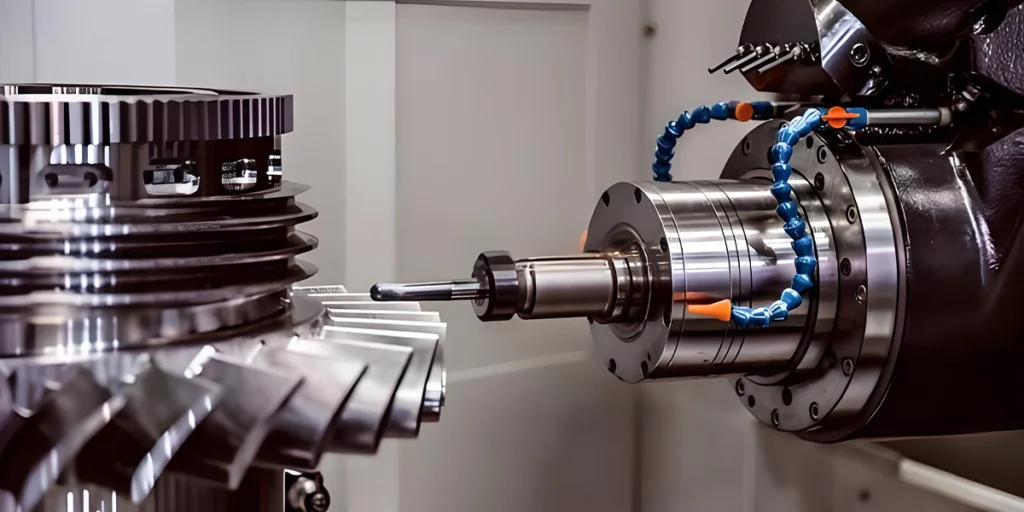
Что такое крупномасштабная токарная обработка на станках с ЧПУ?
Крупногабаритная токарная обработка на станках с ЧПУ — это производственная услуга, при которой используются мощные токарные станки с ЧПУ для выполнения прецизионной токарной обработки деталей больших размеров, большого веса, толстой конструкции или с большим соотношением длины к диаметру. По сравнению со стандартной токарностью, крупногабаритная токарная обработка уделяет больше внимания жесткости оборудования, стабильности зажима, контролю нагрузки при резке и безопасности обработки.
Эти виды обработки, как правило, включают в себя обработку заготовок большего диаметра, большую длину обработки и более высокие требования к силе резания, что, следовательно, требует значительно более высокого уровня оборудования и инженерного опыта.
Каковы типичные характеристики деталей, обрабатываемых на крупномасштабных токарных станках с ЧПУ?
Если ваша деталь обладает следующими характеристиками, вам, как правило, потребуется оценить её возможности по крупномасштабной токарной обработке:
- Больший внешний диаметр (диски, фланцы, ролики больших размеров и т. д.)
- Увеличенная длина (длинные валы, приводные валы, ролики и т. д.)
- Большой вес на штуку
- Высокая твердость материала (легированная сталь, нержавеющая сталь и т. д.)
- Высокие требования к соосности и круговому биению.
- Небольшие объемы партии, но высокая стоимость единицы продукции.
Такие детали широко используются в таких отраслях, как промышленное оборудование, энергетические системы, оборудование для автоматизации, судостроение, строительная техника, а также в нефтегазовой отрасли.
Основное различие между крупногабаритной и обычной токарностью
| проект | Обычное вращение | Большой поворот |
| Размер заготовки | Малые и средние | Большой диаметр/длинная габаритная длина |
| Обработка нагрузки | общепринятый | Высокая нагрузка при резании |
| Требования к зажиму | Стандартный патрон | Прочные зажимы / верхние опоры |
| Точное управление | стандарт | В большей степени полагается на опыт и мастерство. |
| Требования к оборудованию | обычный токарный станок с ЧПУ | Высокопрочный токарный станок для тяжелых условий эксплуатации. |
Крупномасштабная токарная обработка — это не просто «увеличение размеров станка», а модернизация всех производственных мощностей.
Почему клиентам необходимы услуги крупномасштабной токарной обработки на станках с ЧПУ?
Многие покупатели сталкиваются с этими проблемами при разработке крупных механических деталей:
- Недостаточный диапазон обработки обычного оборудования.
- Чрезмерный вес заготовки приводит к нестабильному зажиму.
- Деформация при изгибе после механической обработки длинных валов.
- Шероховатость поверхности не соответствует стандартам.
- Многочисленные попытки привлечения сторонних подрядчиков привели к чрезмерно длительным срокам выполнения заказов.
На данном этапе поиск поставщика с крупномасштабными возможностями токарной обработки оказывается более эффективным, чем многократное разделение заказов.
Поддержка компанией Zhuohua Hardware крупномасштабной токарной обработки.
Мы предоставляем профессиональные услуги по токарной обработке на станках с ЧПУ, включая:
- Максимальный диаметр обработки: 431 мм
- Максимальная длина обработки: 990 мм
- Максимальный размах: 350 мм
- Точность контроля: ±0,02 мм
- Поддержка на всех этапах производства – от прототипа до серийного производства.
Для валов, фланцев, соединителей и основных компонентов оборудования среднего и большого размера мы можем оценить оптимальное производственное решение на основе чертежей и согласовать его с последующими фрезерованием, сверлением, обработкой поверхности и другими требованиями.

Применение крупных валов/фланцевых деталей
Две наиболее распространенные категории изделий в крупномасштабной токарной обработке на станках с ЧПУ — это детали валов и детали фланцев. Эти два типа деталей могут показаться простыми по конструкции, но в реальных промышленных условиях они часто играют решающую роль в передаче, соединении, герметизации или опоре и предъявляют очень высокие требования к стабильности размеров.
1. Применение крупных валовых деталей
Детали валообразного типа широко используются в различном механическом оборудовании и обычно требуют высокой соосности, высокой прямолинейности и стабильного качества поверхности.
К распространенным товарам относятся:
- Шпиндель двигателя
- Конвейерные ролики
- выходной вал коробки передач
- Поршневой шток гидравлического оборудования
- Сердечник вала промышленного ролика
- Длинный вал в сборе для автоматизированного оборудования
Почему детали вальцового типа подходят для токарной обработки на станках с ЧПУ?
Детали валообразного типа обычно вращаются вокруг осевой линии, а сама токарная обработка на станках с ЧПУ включает в себя обработку вокруг оси вращения, что дает преимущества в следующих аспектах:
- Точный контроль размеров наружного диаметра.
- Стабильность коаксиальности
- Высокоэффективная обработка ступенчатых структур
- Легко обрабатываемые резьбы и канавки
- Высокая стабильность качества партии
Для деталей с длинным валом особенно важно правильное использование вспомогательных технологических устройств, таких как задние бабки, центрирующие упоры и направляющие упоры.
2. Применение компонентов с большими фланцами
Фланцевые элементы обычно используются для соединения, герметизации, крепления или восприятия нагрузки и являются ключевыми элементами интерфейса во многих системах оборудования.
К распространенным товарам относятся:
- Фланец соединения трубы
- Фланцы насосов и клапанов
- монтажный фланец оборудования
- Крышка торца двигателя
- Соединительная пластина опоры поворота
- Толстостенные дисковые конструктивные элементы
Почему для изготовления фланцевых деталей требуются специализированные станки?
К общим требованиям к фланцевым деталям относятся:
- Внешний круг и внутреннее отверстие концентричны.
- Хорошая плоскостность торцевой поверхности
- Точное соответствие отверстиям для болтов.
- Шероховатость герметизирующей поверхности соответствует стандартам.
При недостаточной вычислительной мощности могут возникнуть следующие ситуации:
- Плохая герметизация
- Выход из сборочного цеха
- Отклонение в соответствии отверстия для винта
- Сокращение продолжительности жизни
Внешняя окружность, внутреннее отверстие и торцевая поверхность фланца обычно обрабатываются токарным способом, в то время как отверстия и специальные элементы могут быть обработаны фрезером.
3. Сценарии применения в промышленности
Крупногабаритные валы и фланцевые детали широко используются в:
Промышленное оборудование
- Система транспортировки
- Упаковочное оборудование
- Печатное оборудование
Энергетическая промышленность
- Насосно-клапанная система
- Оборудование для выработки электроэнергии
- Оборудование для нефтегазовой отрасли
Строительная техника
- Опорный вал
- Подключение диска
- Компоненты драйвера
Автоматизированная промышленность
- Прецизионный длинный вал
- Серворазъемы
- Механические конструкционные компоненты, изготовленные по индивидуальному заказу
4. Каким образом компания Zhuohua Hardware поддерживает проекты такого типа?
Мы можем предоставить нашим клиентам следующие услуги:
- Вращение больших валов
- Точное изготовление фланцевых деталей.
- Вторичная механическая обработка (фрезерование и сверление).
- Аксессуары для обработки поверхности
- От мелкосерийного пробного производства до стабильной доставки
Для покупателей действительно важно не просто найти перерабатывающий завод, а найти поставщика, который может постоянно контролировать качество крупных деталей.
Если у вас есть чертежи крупных валов или фланцев, или проекты, находящиеся в стадии производства, вы можете предоставить их компании Zhuohua Hardware, и мы поможем оценить технологическую осуществимость, сроки поставки и оптимизировать затраты.
Ход поршня и зажимная способность оборудования
Успешная реализация крупномасштабного проекта по токарной обработке на станках с ЧПУ часто зависит не от самих чертежей, а от того, действительно ли оборудование обладает соответствующим диапазоном обработки, несущей способностью и надежной зажимной способностью.
Многие клиенты, интересуясь ценами, сосредотачиваются только на цене за единицу товара, но упускают из виду важный момент: действительно ли оборудование поставщика подходит для размеров и структуры ваших деталей? Если оборудование не соответствует требованиям, даже при принудительной обработке легко могут возникнуть колебания точности, деформации, задержки поставок, а также необходимость доработки и брака.
1. Что такое грузоподъемность оборудования?
В токарной обработке на станках с ЧПУ диапазон перемещения станка обычно относится к диапазону размеров, которые может обрабатывать станок, включая:
- Максимальный диаметр поворота
- Максимальная длина обработки
- Максимальный диаметр качания
- Размеры сквозного отверстия шпинделя
- Диапазон перемещения в Dota
Эти параметры определяют, можно ли безопасно и надежно обрабатывать детали.
2. Почему наличие правильных размеров не гарантирует возможность изготовления изделия?
Многие заводы говорят: «Машина поместится», но это не значит, что они смогут стабильно обрабатывать грузы, находящиеся в их распоряжении.
В реальных условиях производства также необходимо учитывать следующее:
- Достаточно ли места для обработки у режущего инструмента?
- Влияет ли установка приспособления на траекторию движения инструмента?
- Безопасно ли вращать заготовку?
- Можно ли контролировать вибрацию при резке?
- Вызывает ли высокоскоростное вращение длинных компонентов чрезмерную вибрацию?
Поэтому профессиональные поставщики будут оценивать продукцию, исходя из «технологичности производства», а не только теоретических параметров.
3. Почему важна возможность зажима?
Чем тяжелее, длиннее и неровнее деталь, тем важнее становится процесс зажима.
При недостаточной силе зажима часто возникают следующие проблемы:
- Эксцентрическое вращение заготовки
- Нестабильность размеров
- Поверхность с явными следами от ножа.
- Соосность выходит за пределы допустимых отклонений.
- Ослабление во время резки
Это особенно часто встречается в крупных валах и фланцевых деталях.
4. Распространенные методы зажима
В зависимости от структуры компонентов обычно используются следующие методы комбинирования:
Трехкулачковый/четырехкулачковый патрон
Подходит для быстрого зажима круглых деталей, широко используется в традиционной токарной обработке.
Специальный мягкий захват-коготь
Для высокоточных деталей необходимо повысить повторяемость и точность позиционирования.
Лучшая поддержка
Используется для деталей с длинным валом для уменьшения биения в средней части.
Центральная опора/Следующая опора
Используется для тонких валов с целью повышения жесткости и устойчивости.
Специальные инструментальные приспособления
Используется для деталей неправильной формы или дорогостоящих деталей с целью повышения безопасности и эффективности.
5. Возможности токарного оборудования компании Zhuohua Hardware.
Мы предлагаем профессиональные услуги по токарной обработке на станках с ЧПУ; параметры оборудования включают:
- Максимальный диаметр обработки: 431 мм
- Максимальная длина обработки: 990 мм
- Максимальный размах: 350 мм
- Сквозное отверстие шпинделя: 40 мм
Это позволяет нам обеспечивать стабильную поддержку:
- Компоненты валов среднего и большого размера
- Фланцевые детали
- детали втулочного типа
- Высококоаксиальные структурные компоненты
- Средние объемы непрерывных заказов

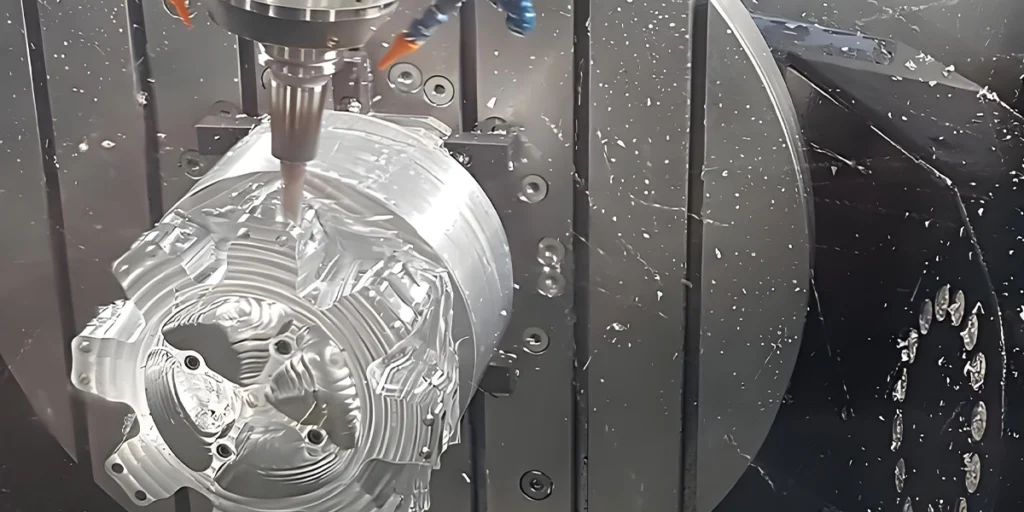
Трудности при обработке крупных деталей.
Крупные детали могут казаться просто «увеличенными версиями мелких деталей», но на самом деле сложность их изготовления зачастую возрастает в геометрической прогрессии.
Больший размер означает:
- Более высокие затраты на материалы
- Повышенный риск заклинивания
- Более длительное время обработки
- Точное управление — более сложная задача.
- Стоимость утилизации выше.
Поэтому в крупных проектах по поставке комплектующих большее значение имеют опытные поставщики, чем просто поставщики с низкими ценами.
1. Недостаточная жесткость и проблемы с вибрацией.
При обработке крупных деталей нагрузка на инструмент выше, и если оборудование недостаточно жесткое, легко возникает вибрация (дребезжание). В результате обычно происходит следующее:
- Плохая шероховатость поверхности
- колебания размера
- Сокращение срока службы инструмента
- Снижение эффективности обработки
Эта проблема особенно часто встречается с фланцами большого диаметра и длинными валами.
2. Длинные детали в виде валов подвержены деформации.
При вращении и резке заготовки с длинным валом подвержены следующим воздействиям:
- Провисание из-за веса
- Смещение силы резания
- Влияние теплового расширения
Это приводит к следующему:
- Прямолинейность вне допустимого диапазона
- Отклонение размеров средней части
- Аномалия соосности
Для решения этой задачи обычно требуется:
- Первоклассная поддержка
- Вспомогательная центральная рама
- Стратегия сегментированной обработки
- Завершающая компенсация
3. Термическая деформация влияет на стабильность размеров.
Для обработки крупных деталей требуется длительное время резки, что приводит к значительному накоплению тепла. Недостаточный контроль процесса может привести к следующим последствиям:
- Несоответствие передних и задних габаритов.
- Изменения внутреннего диаметра
- Снижение плоскостности торцевой поверхности
Профессиональные заводы обычно проходят следующую процедуру:
- Оптимизация параметров резки
- контроль охлаждающей жидкости
- Раздельная переработка крупнозернистых и мелкозернистых материалов
- Стабилизировать температуру в середине процесса
Для уменьшения теплового воздействия.
4. Ошибки при зажиме увеличиваются.
Отклонение в 0,02 мм в мелких деталях может не представлять большой проблемы, но в случае крупных деталей оно может привести к проблемам при сборке.
- Несоосность торцевой поверхности фланца приводит к нарушению герметичности.
- Большое биение вала приводит к сокращению срока службы подшипника.
- Коаксиальная ошибка вызывает сбои в передаче данных.
Поэтому при производстве крупных деталей большее значение имеют высококачественная проверка первого образца и контроль технологического процесса.
5. Высокая скорость удаления материала, сложность контроля затрат.
Изготовление крупных заготовок сопряжено с высокими затратами и длительным временем обработки. Неправильный выбор технологического процесса напрямую увеличивает общую стоимость.
- Излишний запас в пустом поле
- Неправильный выбор режущих инструментов
- Многократное зажимание и повторная обработка
- Неподходящая структура бита
Именно поэтому опытные инженерные команды могут напрямую влиять на стоимость закупок.
6. Как компания Zhuohua Hardware решает проблему использования крупных компонентов?
В проектах по токарной обработке средних и крупных масштабов мы уделяем особое внимание контролю следующих аспектов:
- Разумная схема зажима
- Поэтапная черновая и чистовая обработка
- Контроль размеров в процессе производства
- Многопроцессное взаимодействие (токарная и фрезерная обработка)
- Стабильное управление сроками доставки
Помогаем клиентам достичь баланса между точностью, стоимостью и сроками выполнения.
Если вы ищете поставщика для обработки крупных валов, фланцев или основных компонентов оборудования, компания Zhuohua Hardware может помочь в оценке целесообразности проекта и предложить более надежные решения в области производства и доставки.