
Aperçu de l’usinage CNC de l’acier à faible teneur en carbone
L’usinage CNC de l’acier à faible teneur en carbone est un procédé de fabrication qui utilise des tours, des fraiseuses et des centres d’usinage CNC pour réaliser des opérations de découpe, de formage et de production en série de haute précision de matériaux en acier à faible teneur en carbone. Grâce à sa bonne plasticité, sa ténacité et son usinabilité élevée, l’acier à faible teneur en carbone est utilisé depuis longtemps pour la fabrication de pièces d’arbres, de supports, de connecteurs, de pièces de structures mécaniques et de divers composants industriels.
Dans le secteur de la fabrication industrielle, l’acier à faible teneur en carbone désigne généralement les aciers au carbone dont la teneur en carbone est inférieure à 0,25 %. Comparé à l’acier à haute teneur en carbone ou à certains aciers alliés, l’acier à faible teneur en carbone est plus facile à travailler et moins coûteux, ce qui en fait l’un des matériaux les plus courants dans la fabrication de machines, d’automobiles, d’équipements automatisés et de pièces industrielles en général.
Pour les prestataires de services professionnels d’usinage CNC d’acier à faible teneur en carbone, le véritable défi n’est pas seulement de « savoir usiner », mais de garantir la qualité lors de la production en série :
- Précision dimensionnelle
- Qualité de surface
- Cohérence des pièces
- Efficacité du traitement
- stabilité des coûts
C’est pourquoi l’usinage CNC de l’acier à faible teneur en carbone dépend fortement de l’expérience du procédé.
Bien que l’acier à faible teneur en carbone présente une bonne usinabilité, il est sujet à des problèmes tels que la formation d’arêtes rapportées, de bavures, de copeaux longs et de déformations localisées lors de l’usinage. Un contrôle inadéquat des paramètres de coupe, du choix de l’outil ou de la méthode de refroidissement aura un impact direct sur la rugosité de surface et la précision d’assemblage des pièces.
Par conséquent, l’usinage CNC mature des aciers à faible teneur en carbone combine généralement :
- Matériaux d’outillage appropriés
- Paramètres de coupe stables
- Solution d’élimination des copeaux à haute efficacité
- Méthode de serrage appropriée
- Contrôle des indemnités de finition
Ceci afin de garantir une qualité constante des composants.
En production, différents équipements répondront aux exigences de traitement des différents types de pièces en acier à faible teneur en carbone :
Tournage CNC
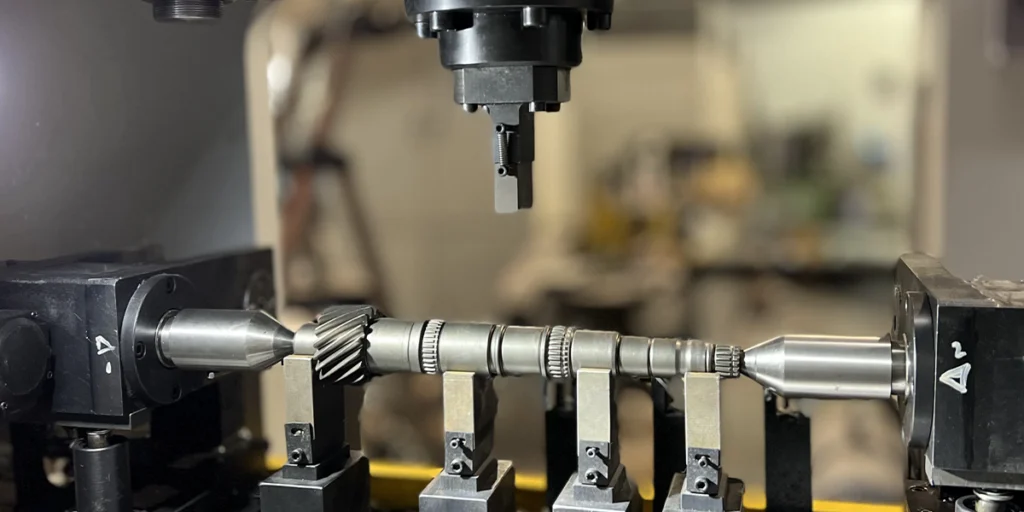
Les tours à commande numérique sont principalement utilisés pour l’usinage d’arbres, de pièces filetées, de manchons et de diverses pièces rotatives. Pour la production en série de pièces en acier à faible teneur en carbone, le tournage à commande numérique permet d’atteindre une efficacité d’usinage et une précision dimensionnelle très élevées.
Fraisage CNC
Le fraisage CNC est mieux adapté aux pièces structurelles complexes, aux surfaces planes, aux rainures et aux pièces usinées à multiples facettes. L’usinage à trois et cinq axes permet d’améliorer encore les capacités d’usinage des pièces complexes en acier à faible teneur en carbone.
Centre d’usinage
Les centres d’usinage sont adaptés au traitement centralisé multiprocessus, ce qui permet de réduire les erreurs dues aux serrages répétés et d’améliorer l’efficacité de production des pièces complexes en acier à faible teneur en carbone.
Services d’usinage CNC d’acier à faible teneur en carbone pour une clientèle internationale, notamment :
- Tournage CNC
- Fraisage CNC
- Traitement multiprocessus
- Taraudage de précision
- Accessoires de traitement de surface
Nous transformons divers aciers à faible teneur en carbone, tels que les aciers 1018, 1117 et 12L15, et prenons en charge l’ensemble du processus, du prototypage rapide à la production en série. Grâce à notre solide expérience et à notre chaîne d’approvisionnement fiable, nous aidons nos clients à optimiser leurs coûts de fabrication et leurs délais de livraison, tout en garantissant la précision de nos procédés.
Comment sélectionner l’acier pour la transformation de l’acier à faible teneur en carbone
Dans l’usinage CNC de l’acier à faible teneur en carbone, le choix du matériau influe non seulement sur la résistance des pièces, mais aussi directement sur l’efficacité d’usinage, la qualité de surface, la durée de vie des outils et le coût global de fabrication.
Au début d’un projet, de nombreux clients se concentrent uniquement sur le prix des matériaux, mais pour les fournisseurs professionnels d’usinage CNC d’acier à faible teneur en carbone, ce qui compte le plus, c’est :
- Le matériau est-il adapté à la technologie de traitement actuelle ?
- Est-ce adapté à la production de masse ?
- La stabilité dimensionnelle est-elle facile à contrôler ?
- Cela augmentera-t-il la difficulté des traitements de surface ultérieurs ?
Les différents types d’aciers à faible teneur en carbone présentent des différences significatives en termes d’usinabilité, de plasticité, de résistance et de soudabilité. Par conséquent, le choix d’un acier à faible teneur en carbone pour l’usinage nécessite généralement une évaluation complète, prenant en compte la structure de la pièce, son environnement d’application et la méthode de production.
Acier à faible teneur en carbone 1018 vs 1117
L’acier à faible teneur en carbone 1018 est l’un des aciers à faible teneur en carbone les plus courants. Il présente une bonne résistance, une bonne ténacité et une bonne soudabilité. Il est largement utilisé pour les pièces d’arbres, les composants de structures mécaniques, les supports industriels et les pièces usinées CNC.
Pour la plupart des projets d’usinage CNC d’acier à faible teneur en carbone, l’acier 1018 peut offrir un bon équilibre entre coût, usinabilité et propriétés mécaniques, ce qui le rend très adapté à la production de masse à moyenne et grande échelle.
L’acier à faible teneur en carbone 1117 est un type d’acier à faible teneur en carbone et à teneur plus élevée en manganèse. Comparé à l’acier 1018, il présente une meilleure résistance et une aptitude à la coupe plus stable. Grâce à cette meilleure stabilité, l’acier 1117 est largement utilisé dans le tournage CNC de haute précision et l’usinage automatisé.
En production réelle :
- 1018 est plus adapté aux pièces mécaniques générales
- 1117 est plus adapté aux arbres de haute précision et aux pièces usinées en série.
Pour les projets nécessitant un traitement thermique ultérieur ou des propriétés mécaniques supérieures, le 1117 est souvent le choix le plus courant.
Les prestataires de services professionnels de transformation de l’acier à faible teneur en carbone fondent généralement leurs décisions sur :
- Dimensions de la pièce
- exigences de tolérance
- rugosité de surface
- quantité produite
- techniques de traitement ultérieures
Pour aider les clients à choisir des matériaux plus adaptés, plutôt que de simplement recommander l’acier « le moins cher ».
Acier de décolletage 12L15
Le 12L15 est un acier à faible teneur en carbone à usinage facile typique auquel on ajoute des éléments facilitant l’usinage tels que le plomb, ce qui lui confère une excellente usinabilité.
En tournage CNC à grande vitesse, le 12L15 permet de réduire efficacement :
- résistance à la coupe
- Usure des outils
- Des bavures se forment.
- Vibration de traitement
Il est donc parfaitement adapté pour :
- Pièces usinées avec précision
- Pièces filetées
- Pièces de type connecteur
- Production en série à l’aide de tours automatiques
Comparé à l’acier ordinaire à faible teneur en carbone, le 12L15 peut améliorer considérablement l’efficacité du traitement et obtenir une meilleure finition de surface.
Cependant, l’acier 12L15 présente également certaines limitations. De par sa composition, il ne se prête pas au soudage et sa stabilité est inférieure à celle des aciers 1018 ou 1117 dans certaines applications structurelles exigeant une haute résistance. Par conséquent, lors du choix du matériau, une évaluation doit être menée en tenant compte de l’utilisation prévue de la pièce.
Dans les projets d’usinage CNC d’acier à faible teneur en carbone de Zhuohua Hardware, nous aidons généralement nos clients à équilibrer différents aspects en fonction de leurs scénarios d’application produit :
- Efficacité du traitement
- Performances des composants
- Coûts des matériaux
- Stabilité des lots
Par exemple:
- Le 12L15 est généralement le choix privilégié pour les projets de tournage automatisés à grand volume.
- Les composants structurels à usage général sont plus adaptés à 1018
- Les pièces mécaniques de haute précision sont plus adaptées au modèle 1117.
Cette méthode de sélection des matériaux, basée sur l’expérience en matière de fabrication, est souvent plus importante que de se fier uniquement à la qualité du matériau.
Principaux défis liés à la transformation de l’acier à faible teneur en carbone
Bien que l’acier à faible teneur en carbone présente une bonne usinabilité et soit largement utilisé dans le tournage CNC, le fraisage CNC et la fabrication de diverses pièces mécaniques, en production réelle, l’usinage CNC de l’acier à faible teneur en carbone n’est pas aussi simple que beaucoup l’imaginent.
Pour les fournisseurs professionnels d’usinage CNC d’acier à faible teneur en carbone, la maîtrise des détails lors de l’usinage est souvent le facteur déterminant de la qualité des pièces. En particulier pour la production en série, l’usinage de haute précision et la fabrication de pièces structurelles complexes, l’acier à faible teneur en carbone présente encore de nombreux défis d’usinage spécifiques.
Contrôle des bavures
L’acier à faible teneur en carbone présente une plasticité élevée, ce qui favorise la formation de copeaux longs et continus lors de la coupe. Parallèlement, le matériau adhère facilement au tranchant de l’outil, formant ainsi un bord rapporté. Ceci entraîne directement :
- Des bavures apparaissent sur les bords des pièces.
- Rugosité de surface instable
- Usure accélérée des outils
- Mauvaise élimination des pellicules
Ce problème est particulièrement visible lors des opérations de perçage, de taraudage et de rainurage profond.
Si les copeaux ne peuvent pas être enlevés à temps, ils risquent de rayer la surface usinée, voire de casser l’outil.
Par conséquent, l’usinage CNC mature de l’acier à faible teneur en carbone se concentre généralement sur l’optimisation :
- Géométrie de l’outil
- vitesse de coupe
- débit du liquide de refroidissement
- Chemin d’extraction de la puce
Dans les projets d’usinage CNC d’acier à faible teneur en carbone de Zhuohua Hardware, nous ajustons les paramètres de coupe en fonction de la structure de la pièce et les combinons à un système d’évacuation des copeaux efficace afin de réduire l’impact des longs copeaux sur la stabilité de l’usinage.
Pour les pièces produites en série, un contrôle stable des bavures influe non seulement sur l’apparence, mais aussi directement sur l’efficacité de l’assemblage ultérieur.
Qualité de surface
Le contrôle de la qualité de surface de l’acier à faible teneur en carbone est un aspect souvent négligé par les clients. Du fait de sa dureté relativement faible, une force de serrage excessive, une usure prématurée des outils ou un contrôle instable de la température de coupe pendant l’usinage peuvent facilement entraîner :
- Déchirure superficielle
- Motif de couteau vibrant
- fluctuation de taille
- Rugosité hors tolérance
L’acier à faible teneur en carbone est plus sujet à la déformation locale, notamment lors de l’usinage de pièces à parois minces, de pièces d’arbres longs et de pièces d’accouplement de haute précision.
Par conséquent, le traitement professionnel de l’acier à faible teneur en carbone améliore généralement la qualité de surface grâce aux méthodes suivantes :
- Contrôler raisonnablement la marge de coupe
- Utilisez des outils affûtés pour l’usinage de précision
- Réduire le débit d’alimentation finale
- Optimiser la méthode de serrage
- Utilise un système de refroidissement stable
Pour les pièces en acier à faible teneur en carbone nécessitant un traitement de surface, tel que la galvanisation, le revêtement en poudre ou le noircissement, une rugosité de surface stable est particulièrement importante car elle influe directement sur l’adhérence finale du revêtement.
Problème de déformation
Bien que l’acier à faible teneur en carbone ne soit pas aussi difficile à travailler que l’acier à haute dureté, sa moindre résistance le rend plus susceptible à la déformation due aux forces de coupe et de serrage lors de la transformation.
Cette situation se produit généralement lorsque :
- Pièces à parois minces
- Pièces d’arbre long
- tôles de grande taille
- Traitement à taux d’élimination élevé
Si le processus d’usinage n’est pas correctement maîtrisé, même si la machine-outil elle-même est de haute précision, la pièce finale peut tout de même présenter les défauts suivants :
- Écart de planéité
- La coaxialité est instable
- Dimensions hors tolérance
- Interférence d’assemblage
De plus, l’acier à faible teneur en carbone a également une certaine tendance à vieillir avec le temps.
Après usinage, certaines pièces subissent une relaxation progressive des contraintes internes, entraînant une variation dimensionnelle lente. C’est pourquoi la fabrication de pièces de haute précision en acier à faible teneur en carbone exige généralement une planification rigoureuse.
- Ébauche d’usinage
- Semi-finition
- Soulager le stress
- Finition
Flux de processus complet, etc.
Pour les pièces complexes en acier à faible teneur en carbone, nous utilisons généralement :
- Traitement par étapes
- Optimiser la position de serrage
- Réduisez la quantité de matériau coupé par coupe.
- Contrôler la température de traitement
Pour réduire le risque de déformation.
Chez Zhuohua Hardware, nous proposons depuis longtemps des services d’usinage CNC d’acier à faible teneur en carbone aux clients des secteurs de la mécanique, de l’automatisation et de l’industrie. Pour les pièces de haute précision en acier à faible teneur en carbone, nous ne nous contentons pas de maîtriser l’usinage lui-même ; nous assurons également un contrôle global de la stabilité des matériaux, des processus et de la constance des lots afin de garantir des performances optimales lors de l’assemblage final et de l’utilisation pour nos clients.

Procédé d’usinage CNC pour l’acier à faible teneur en carbone
L’usinage CNC de l’acier à faible teneur en carbone comprend généralement le tournage, le fraisage, le perçage, le taraudage et certaines opérations d’usinage secondaires. Différentes structures de pièces requièrent différentes méthodes d’usinage, et un processus bien choisi influe non seulement sur l’efficacité de l’usinage, mais détermine aussi directement la qualité de la pièce finale.
Pour les prestataires de services professionnels d’usinage CNC d’acier à faible teneur en carbone, l’objectif du processus d’usinage n’est pas un processus unique, mais la manière d’atteindre un équilibre entre précision, efficacité d’usinage et coût.
Tournage CNC
Le tournage CNC de l’acier à faible teneur en carbone est principalement utilisé pour l’usinage :
- Pièces de type arbre
- Pièces filetées
- Pièces de type manchon
- Composants structurels cylindriques
L’acier à faible teneur en carbone présentant une résistance à la coupe relativement faible, son rendement de tournage est généralement élevé, ce qui le rend très adapté à la production par lots de moyenne à grande échelle.
Cependant, lors du tournage à grande vitesse, l’acier à faible teneur en carbone est également sujet à la production de copeaux longs et continus et à des problèmes d’arêtes rapportées. Un choix d’outil inapproprié peut facilement entraîner :
- La rugosité de surface diminue
- Instabilité de taille
- augmentation des bavures
Par conséquent, le tournage de l’acier à faible teneur en carbone utilise généralement les méthodes suivantes :
- Couteaux à haute netteté
- Conception optimale du brise-copeaux
- Système de refroidissement stabilisé
- Optimiser les paramètres de coupe
Pour améliorer la stabilité du processus.
Pour les pièces d’arbre de haute précision, les ingénieurs de procédés contrôlent généralement aussi :
- Coaxialité
- Rondeur
- rugosité de surface
- Cohérence du fil
Afin de garantir la précision de l’assemblage ultérieur.
Chez Zhuohua Hardware, nous disposons de capacités de tournage CNC éprouvées, capables d’usiner des pièces en acier à faible teneur en carbone d’un diamètre maximal de 431 mm et d’une longueur de 990 mm, et de prendre en charge tout, du prototypage rapide à la production en série.
Fraisage CNC
Le fraisage CNC de l’acier à faible teneur en carbone est plus adapté à l’usinage de pièces structurelles complexes, de pièces à multiples facettes et de pièces asymétriques.
Comparé au tournage, le fraisage permet d’obtenir :
- Usinage planaire
- Usinage de rainures
- Usinage de cavités
- Traitement à multiples facettes
- Traitement complexe des contours
Lors du fraisage de l’acier à faible teneur en carbone, la stabilité d’usinage est souvent plus importante que la difficulté de coupe.
Comme l’acier à faible teneur en carbone est relativement mou, si l’outil de coupe manque de rigidité ou n’est pas fixé de manière stable, il est sujet à des problèmes tels que des marques de vibration et des rayures superficielles.
Par conséquent, le laminage spécialisé des aciers à faible teneur en carbone se concentre généralement sur l’optimisation :
- Parcours d’outil
- Vitesse de broche
- débit d’alimentation
- Profondeur de coupe
Pour les pièces complexes, l’usinage CNC multi-axes permet également de réduire efficacement les serrages répétés, améliorant ainsi la régularité dimensionnelle.
Dans les projets industriels concrets, le laminage de l’acier à faible teneur en carbone est largement utilisé dans :
- Pièces d’équipement automatisées
- Supports industriels
- composants structurels mécaniques
- Outillage et dispositifs de fixation
- Composants du boîtier
Zhuohua Hardware prend en charge le fraisage CNC à 3 axes, 3+2 axes et 5 axes, permettant l’usinage de diverses pièces structurelles en acier à faible teneur en carbone et répondant aux besoins de fabrication de pièces industrielles de haute précision.
Perçage et taraudage
Le perçage et le taraudage sont des procédés très courants dans l’usinage CNC de l’acier à faible teneur en carbone, mais ils font également partie des étapes les plus susceptibles d’affecter la régularité des lots.
En raison de la grande plasticité de l’acier à faible teneur en carbone, les problèmes suivants sont susceptibles de se produire lors du perçage :
- Mauvaise élimination des pellicules
- Bavures sur la paroi du trou
- Décalage du foret
- fluctuation d’ouverture
Notamment pour l’usinage de trous profonds ou de petits trous, les exigences relatives aux paramètres de coupe et aux méthodes de refroidissement sont encore plus élevées.
Lors du taraudage, un contrôle inadéquat de la vitesse de rotation, de la vitesse d’avance ou de la lubrification peut facilement entraîner :
- Précision du filetage instable
- Usure accélérée des robinets
- Rupture du fil
- Surface du fil rugueuse
Par conséquent, l’usinage CNC professionnel de l’acier à faible teneur en carbone est généralement associé à :
- Dispositifs de haute précision
- Programme de tapotement automatique
- refroidissement du fluide de coupe
- Tests en ligne
Pour améliorer la stabilité du traitement des filetages.
Pour les pièces industrielles nécessitant un assemblage en série, la stabilité de la précision des perçages et la régularité du filetage sont cruciales car elles affectent directement l’efficacité de l’assemblage du produit final.
Dans les projets de production en série, Zhuohua Hardware optimise les processus de perçage et de taraudage en fonction des caractéristiques des différents aciers à faible teneur en carbone afin de garantir une qualité stable des pièces complexes lors de la production en série.
Comment un prestataire de services d’usinage CNC professionnel pour acier à faible teneur en carbone peut-il garantir la qualité ?
Pour l’usinage CNC d’acier à faible teneur en carbone, la qualité des pièces ne dépend pas uniquement de la précision de la machine-outil. De nombreuses pièces en acier à faible teneur en carbone présentent de bonnes performances lors du prototypage, mais manifestent souvent les problèmes suivants après le passage en production de masse :
- fluctuation de taille
- augmentation des bavures
- Rugosité de surface instable
- Écart d’assemblage
- Diminution de la cohérence des lots
Par conséquent, les prestataires de services professionnels d’usinage CNC d’acier à faible teneur en carbone mettent généralement en place un système de contrôle qualité complet et multidimensionnel, incluant les matériaux, les procédés, les équipements, les tests et la gestion de la production.
Notamment dans la fabrication de pièces mécaniques de haute précision et de pièces industrielles produites en série, la stabilité est souvent plus importante que la précision d’une pièce individuelle.
Expérience de processus
Bien que l’usinage de l’acier à faible teneur en carbone ne soit pas aussi difficile que celui des alliages de titane ou des alliages haute température, il exige une stabilité de processus extrêmement élevée. Par exemple :
- Des paramètres de coupe inappropriés peuvent facilement entraîner la formation d’arêtes accumulées.
- Un enlèvement de copeaux instable peut affecter la qualité de la surface.
- Un serrage incorrect peut facilement entraîner une déformation.
- L’usure des outils affecte directement la régularité dimensionnelle.
Ces problèmes ne peuvent généralement pas être résolus par le seul équipement, mais reposent davantage sur l’expérience pratique en matière de traitement.
Les fournisseurs matures de machines-outils à commande numérique pour acier à faible teneur en carbone fondent généralement leurs décisions sur :
- Qualité du matériau
- Structure des composants
- exigences de tolérance
- Taille du lot
- Post-traitement
Élaborer des plans de traitement correspondants.
Par exemple, dans l’usinage de précision de l’acier à faible teneur en carbone, les ingénieurs de procédés planifient généralement à l’avance :
- Tolérance d’usinage grossier
- Chemin d’arrivée
- cycle de vie de l’outil
- Solution de refroidissement
- Processus d’ébavurage
Pour réduire les fluctuations de qualité dans la production de masse.
Chez Zhuohua Hardware, nous proposons depuis longtemps des services d’usinage CNC d’acier à faible teneur en carbone à des clients des secteurs de l’ équipement industriel , de la robotique et de l’automobile . Forts d’une vaste expérience pratique, nous optimisons les processus d’usinage en fonction des caractéristiques des différents aciers à faible teneur en carbone, garantissant ainsi un équilibre optimal entre efficacité et qualité.

processus de test
Dans l’usinage CNC de haute précision de l’acier à faible teneur en carbone, le contrôle par échantillonnage final est généralement insuffisant. Les ateliers d’usinage professionnels mettent généralement en place un système complet de contrôle des processus afin de réduire les risques de défauts de lots.
Les procédures de test typiques comprennent :
- Inspection des matières premières
- Inspection du premier article (FAI)
- Inspection par échantillonnage de taille en ligne
- Inspection finale complète ou inspection aléatoire
- Réinspection de l’expédition
Lors de la phase de traitement des matières premières, les contrôles suivants sont généralement effectués :
- composition chimique
- Dureté
- État de surface
- Consistance du matériau
Pour empêcher l’introduction de matières instables dans le processus de production.
Lors de la phase de traitement, les éléments suivants seront utilisés :
- Pieds à coulisse
- Micromètre
- Règlement sur la hauteur
- jauge de filetage
- Machine à mesurer tridimensionnelle (MMT)
Surveillance en temps réel des dimensions critiques.
Pour les pièces en acier à faible teneur en carbone de haute précision, de nombreux fournisseurs surveillent également le processus d’usinage :
- Usure des outils
- changement de température
- stabilité des machines-outils
- État du liquide de refroidissement
Afin de garantir une précision de traitement stable et constante.
Chez Zhuohua Hardware, nous prenons en charge divers rapports de tests et documents de qualité, et nous veillons à ce que les pièces en acier à faible teneur en carbone répondent aux exigences des plans des clients grâce à des processus de test normalisés.
Cohérence des lots
Pour les projets de pièces industrielles OEM, le véritable défi n’est généralement pas de « réaliser un échantillon conforme », mais plutôt de reproduire de manière constante la même qualité sur le long terme.
En particulier dans le traitement par lots de l’acier à faible teneur en carbone, si le contrôle du processus est instable, des problèmes peuvent facilement survenir entre différents lots :
- Dérive de taille
- Différences de surface
- Écart de position du trou
- Tension de fil irrégulière
Ces problèmes auront à terme une incidence sur l’efficacité de l’assemblage par le client et sur la fiabilité du produit.
Par conséquent, les usines professionnelles d’usinage CNC d’acier à faible teneur en carbone mettent généralement en place un mécanisme complet de contrôle de la production par lots, comprenant :
- Procédures de traitement normalisées
- Gestion de la durée de vie des outils fixes
- Normalisation de l’outillage et des dispositifs de fixation
- Enregistrements du processus de production
- Système de traçabilité de bout en bout
Parallèlement, l’atelier de transformation contrôle généralement aussi :
- Température
- Humidité
- stabilité du système de refroidissement
Afin de réduire l’impact des variations environnementales sur la précision d’usinage.
Une chaîne d’approvisionnement stable est tout aussi importante dans les projets de production de masse.
Zhuohua Hardware dispose d’une expertise reconnue en usinage CNC et d’un système d’approvisionnement en matériaux stable et pérenne, permettant de répondre à tous les besoins, du prototypage rapide à la production en grande série de pièces en acier à faible teneur en carbone. Grâce à une gestion des processus standardisée et à un contrôle qualité rigoureux, nous aidons nos clients à minimiser les risques liés à la production de masse et à garantir la constance de leurs produits sur le long terme.