
低炭素鋼のCNC加工の概要
低炭素鋼のCNC加工は、CNC旋盤、CNCフライス盤、マシニングセンターなどを用いて、低炭素鋼材の高精度な切削、成形、量産を行う加工方法です。低炭素鋼は、優れた塑性、靭性、高い被削性を備えているため、長年にわたり、シャフト部品、ブラケット、コネクタ、機械構造部品、各種工業部品の製造に用いられてきました。
工業製造分野において、低炭素鋼とは一般的に炭素含有量が0.25%未満の炭素鋼材料を指します。高炭素鋼や一部の合金鋼と比較して、低炭素鋼は加工が容易で材料コストも低いため、機械製造、自動車、自動化機器、および一般産業部品において最も一般的な材料の一つとなっています。
低炭素鋼のCNC加工サービスを提供するプロの業者にとって、真の課題は単に「加工できること」ではなく、量産中に品質をいかに確保するかである。
- 寸法精度
- 表面品質
- 部品の一貫性
- 処理効率
- コストの安定性
そのため、低炭素鋼のCNC加工は、加工経験に大きく依存する。
低炭素鋼は被削性に優れているものの、加工時に構成刃先、バリ、長尺切りくず、局所的な変形などの問題が発生しやすい。切削条件、工具選定、冷却方法などが適切に管理されないと、最終的には部品の表面粗さや組立精度に直接影響を与えることになる。
したがって、成熟した低炭素鋼のCNC加工は通常、以下を組み合わせたものです。
- 適切な工具材料
- 安定した切削条件
- 高効率な切りくず除去ソリューション
- 適切なクランプ方法
- 仕上げ代管理
これは、部品の品質を一定に保つためです。
実際の生産においては、異なる種類の低炭素鋼部品の加工要件を満たすために、異なる設備が使用される。
CNC旋盤加工
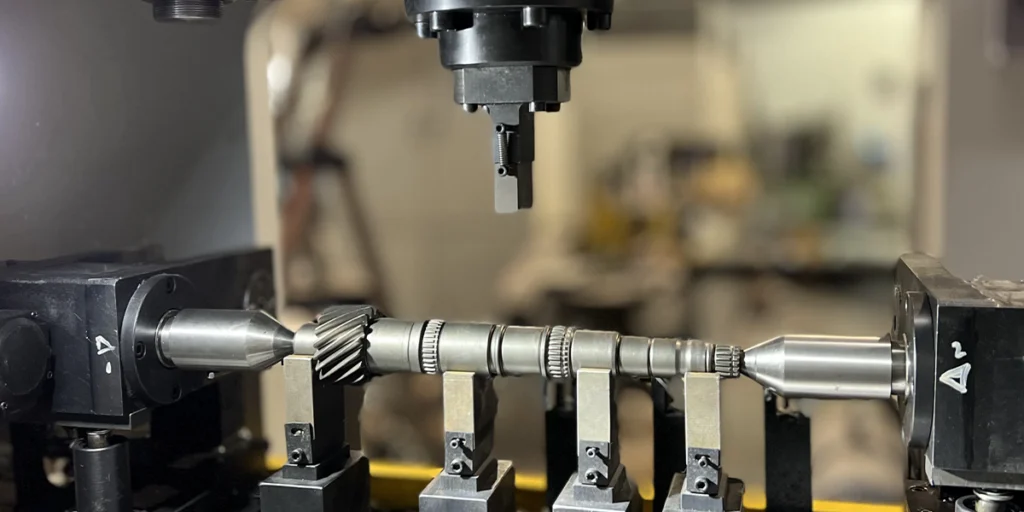
CNC旋盤は主に、シャフト、ねじ部品、スリーブ、および各種回転部品の加工に使用されます。低炭素鋼部品の量産においては、CNC旋削加工は非常に高い加工効率と寸法精度を実現できます。
CNCフライス加工
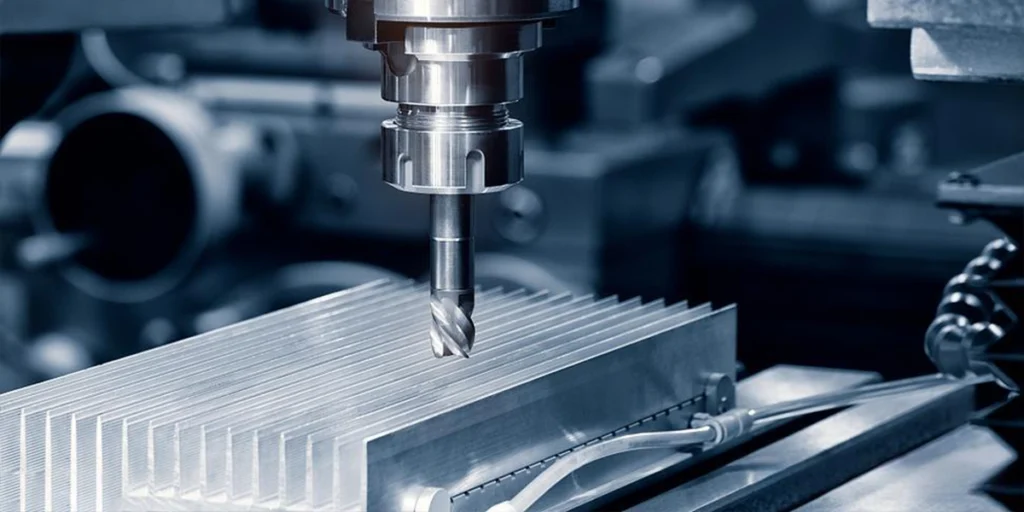
CNCフライス加工は、複雑な構造部品、平面、溝、多面加工部品の加工に最適です。3軸加工や5軸加工は、複雑な低炭素鋼部品の加工能力をさらに向上させることができます。
マシニングセンター
マシニングセンターは、複数の工程を集中処理するのに適しており、繰り返しクランプすることによる誤差を低減し、複雑な低炭素鋼部品の生産効率を向上させることができます。
低炭素鋼のCNC加工サービスを世界中の顧客に提供しています。サービス内容は以下のとおりです。
- CNC旋盤加工
- CNCフライス加工
- マルチプロセス処理
- 精密タッピング
- 表面処理用アクセサリー
当社は1018、1117、12L15などの様々な低炭素鋼材の加工に対応しており、ラピッドプロトタイピングから量産まであらゆるニーズにお応えします。長年の加工経験と安定したサプライチェーンにより、お客様の製造コストと納期を最適化し、加工精度を確保いたします。
低炭素鋼加工に適した鋼材の選び方
低炭素鋼のCNC加工において、材料の選択は部品の強度に影響を与えるだけでなく、加工効率、表面品質、工具寿命、そして製造コスト全体にも直接影響を与える。
多くの顧客はプロジェクト開始時に材料費のみに注目しますが、プロの低炭素鋼CNC加工業者にとってより重要なのは次の点です。
- その材料は現在の加工技術に適していますか?
- 量産に適していますか?
- 寸法安定性は容易に制御できるものでしょうか?
- その後の表面処理の難易度は上がるだろうか?
低炭素鋼は種類によって、被削性、塑性、強度、溶接性に大きな違いがあります。そのため、機械加工用の低炭素鋼を選定する際には、部品構造、使用環境、製造方法などを考慮した総合的な評価が通常必要となります。
1018対1117低炭素鋼
1018低炭素鋼は、強度、靭性、溶接性に優れた、最も一般的な低炭素鋼材の一つです。シャフト部品、機械構造部品、産業用支持部材、および一般的なCNC加工部品などに幅広く使用されています。
ほとんどの低炭素鋼のCNC加工プロジェクトにおいて、1018鋼はコスト、加工性、機械的特性のバランスが優れているため、中規模から大規模な量産に非常に適しています。
1117低炭素鋼は、マンガン含有量が高い低炭素鋼の一種です。1018鋼と比較して、強度が高く、切削性能もより安定しています。切削応答がより安定しているため、1117鋼は高精度CNC旋削加工や自動加工に広く使用されています。
実際の製造工程では:
- 1018は一般的な機械部品により適しています
- 1117は、高精度シャフトやバッチ加工部品により適しています。
後続の熱処理やより高い機械的特性を必要とするプロジェクトでは、1117がより一般的な選択肢となることが多い。
低炭素鋼加工サービスの専門業者は、通常、以下の点に基づいて意思決定を行います。
- 部品寸法
- 許容誤差要件
- 表面粗さ
- 生産量
- その後の処理技術
単に「最も安い」鋼材を勧めるのではなく、顧客がより適切な材料を選択できるよう支援するため。
12L15快削鋼
12L15は、鉛などの切削加工性を高める元素を添加した、典型的な切削加工性に優れた低炭素鋼であり、優れた被削性を有している。
高速CNC旋削加工において、12L15は効果的に以下の点を低減できます。
- 切断抵抗
- 工具の摩耗
- バリが発生します。
- 処理振動
したがって、以下のような用途に非常に適しています。
- 精密機械加工部品
- ねじ込み部品
- コネクタタイプの部品
- 自動旋盤を用いた大量生産
通常の低炭素鋼と比較して、12L15は加工効率を大幅に向上させ、より優れた表面仕上げを実現できる。
しかしながら、12L15にもいくつかの制約があります。その材質構成上、溶接には適しておらず、高強度構造用途においては1018や1117ほど安定していません。したがって、材料選定段階では、部品の実際の用途を考慮した評価を行う必要があります。
Zhuohua Hardwareの低炭素鋼CNC加工プロジェクトでは、通常、お客様の製品用途シナリオに基づいて、さまざまな側面をバランスよく調整できるようサポートします。
- 処理効率
- コンポーネントの性能
- 材料費
- バッチ安定性
例えば:
- 12L15は、大量生産の自動旋削加工プロジェクトにおいて、一般的に好ましい選択肢とされています。
- 汎用構造部品は1018により適しています
- 1117には高精度機械部品の方が適しています。
製造経験に基づいたこの材料選定方法は、単に材料のグレードに頼るよりも重要な場合が多い。
低炭素鋼加工における主な課題
低炭素鋼は被削性に優れ、CNC旋削加工、CNCフライス加工、各種機械部品の製造に広く用いられているが、実際の生産においては、低炭素鋼のCNC加工は多くの人が想像するほど単純ではない。
低炭素鋼のCNC加工を専門とするサプライヤーにとって、部品の品質に影響を与える真の要因は、加工工程における細部の制御能力であることが多い。特に量産、高精度加工、複雑な構造部品の製造においては、低炭素鋼は依然として多くの典型的な加工上の課題を抱えている。
バリ取り
低炭素鋼は塑性が高く、切削時に長くて連続した切りくずが発生しやすい。同時に、材料が工具刃先に容易に付着し、構成刃先を形成する。これは直接的に以下の結果につながる。
- 部品の端にバリが発生する。
- 不安定な表面粗さ
- 工具の摩耗の加速
- フケの除去が不十分
この問題は、穴あけ、ねじ切り、深溝加工において特に顕著に現れる。
切削屑を時間内に除去できない場合、加工面に傷がついたり、工具が破損したりする恐れがあります。
したがって、成熟した低炭素鋼のCNC加工では、通常、最適化に重点が置かれます。
- ツール形状
- 切断速度
- 冷却液流量
- 切りくず除去経路
卓華ハードウェアの低炭素鋼CNC加工プロジェクトでは、部品構造に応じて切削パラメータを調整し、効率的な切りくず除去方式と組み合わせることで、長い切りくずが加工安定性に与える影響を軽減しています。
量産部品においては、安定したバリ制御は外観に影響を与えるだけでなく、その後の組み立て効率にも直接影響を与える。
表面品質
低炭素鋼の表面品質管理は、多くの顧客が見落としがちな問題です。低炭素鋼は硬度が比較的低いため、加工中の過剰なクランプ力、工具の摩耗、または不安定な切削温度制御は、以下のような問題を引き起こしやすいのです。
- 表面の裂け目
- 振動ナイフパターン
- サイズ変動
- 粗さが許容範囲外
低炭素鋼は、特に薄肉部品、長軸部品、高精度嵌合部品の加工において、局所的な変形を起こしやすい。
したがって、専門的な低炭素鋼加工では、通常、以下の方法によって表面品質が向上します。
- 切削代を適切に管理する
- 精密加工には鋭利な工具を使用してください
- 仕上げの給餌速度を下げる
- クランプ方法を最適化する
- 安定した冷却システムを採用
亜鉛めっき、粉体塗装、黒染めなどの表面処理が必要な低炭素鋼部品の場合、表面粗さの安定性は特に重要です。なぜなら、表面粗さは最終的な塗膜の密着性に直接影響するからです。
変形問題
低炭素鋼は高硬度鋼ほど加工が難しくはないものの、強度が低いため、加工時の切断力や締め付け力によって変形しやすい。
この状況は通常、次のような場合に発生します。
- 薄肉部品
- 長軸部品
- 大型板金
- 高除去率処理
加工工程が適切に管理されていない場合、工作機械自体の精度が高くても、最終製品には以下のような欠陥が生じる可能性があります。
- 平面度偏差
- 同軸性は不安定である
- 寸法が公差外です
- アセンブリ干渉
さらに、低炭素鋼は時間の経過とともに劣化する傾向がある。
加工後、内部応力は時間とともに徐々に解放され、寸法がゆっくりと変化します。そのため、高精度な低炭素鋼部品の加工には、通常、綿密な計画が必要となります。
- 粗加工
- 半仕上げ
- ストレス解消
- 仕上げ
完全なプロセスフローなど
複雑な低炭素鋼部品には、通常以下のものを使用します。
- 段階的処理
- クランプ位置を最適化する
- 1回の切断で切断する材料の量を減らす
- 処理温度を制御する
変形のリスクを軽減するため。
卓華五金では、機械、自動化、産業分野のお客様に長年にわたり低炭素鋼のCNC加工サービスを提供してまいりました。高精度な低炭素鋼部品においては、加工そのものだけでなく、材料の安定性、工程、ロットの一貫性といった観点から総合的な管理を行い、最終組立および使用時の安定した性能をお客様に保証しています。

低炭素鋼のCNC加工プロセス
低炭素鋼のCNC加工には、一般的にCNC旋削、CNCフライス加工、穴あけ、ねじ切り、およびいくつかの二次加工工程が含まれます。部品構造が異なると加工方法も異なり、適切な加工経路を選択することで加工効率が向上するだけでなく、最終部品の品質も直接的に左右されます。
低炭素鋼のCNC加工サービスを提供する専門業者にとって、加工プロセスの焦点は単一のプロセスではなく、精度、加工効率、コストのバランスをいかに実現するかにある。
CNC旋盤加工
低炭素鋼のCNC旋削加工は主に以下の用途に使用されます。
- シャフトタイプの部品
- ねじ込み部品
- スリーブタイプの部品
- 円筒形構造部品
低炭素鋼は切削抵抗が比較的低いため、旋削効率が高く、中規模から大規模な量産に非常に適している。
しかし、高速旋削加工では、低炭素鋼は連続した長い切りくずや構成刃先の問題を起こしやすい。工具の選定が不適切な場合、以下のような問題が容易に発生する可能性がある。
- 表面粗さが減少する
- サイズの不安定性
- バリの増加
したがって、低炭素鋼の旋削加工では、一般的に以下の方法が用いられます。
- 切れ味抜群のナイフ
- 最適なチップブレーカー設計
- 安定化冷却システム
- 切削パラメータを最適化する
処理の安定性を向上させるため。
高精度シャフト部品の場合、プロセスエンジニアは通常、以下の項目も制御します。
- 同軸性
- 丸み
- 表面粗さ
- 糸の一貫性
後続の組み立ての精度を確保するため。
Zhuohua Hardwareでは、高度なCNC旋盤加工技術を有しており、最大直径431mm、長さ990mmまでの低炭素鋼部品の加工が可能で、ラピッドプロトタイピングから量産まであらゆるニーズに対応できます。
CNCフライス加工
低炭素鋼のCNCフライス加工は、複雑な構造部品、多面体部品、非対称部品の加工により適している。
旋削加工と比較して、フライス加工では以下のことが実現できます。
- 平面加工
- スロット加工
- キャビティ加工
- 多面的な処理
- 複雑な輪郭処理
低炭素鋼のフライス加工においては、切削の難易度よりも加工の安定性の方が重要となる場合が多い。
低炭素鋼は比較的柔らかいため、切削工具の剛性が不足していたり、しっかりと固定されていなかったりすると、振動痕や表面の傷などの問題が発生しやすい。
したがって、特殊な低炭素鋼の圧延加工では、通常、最適化に重点が置かれます。
- ツールパス
- スピンドル速度
- 供給速度
- 切削深さ
複雑な部品の場合、多軸CNC加工は繰り返しクランプ作業を効果的に削減し、寸法精度を向上させることができる。
実際の産業プロジェクトでは、低炭素鋼の圧延は以下のような用途で広く使用されています。
- 自動化機器部品
- 産業支援
- 機械構造部材
- 工具および治具
- ハウジングコンポーネント
Zhuohua Hardwareは、3軸、3+2軸、および5軸のCNCフライス加工に対応しており、様々な低炭素鋼構造部品の加工を可能にし、高精度な工業部品の製造ニーズを満たします。
穴あけとねじ切り
穴あけとねじ切りは、低炭素鋼のCNC加工において非常に一般的な工程ですが、同時に、バッチの一貫性に最も影響を与えやすい工程の一つでもあります。
低炭素鋼は塑性が高いため、穴あけ加工中に以下のような問題が発生しやすい。
- フケの除去が不十分
- 穴の壁にバリがある
- ドリルビットオフセット
- 開口の変動
特に深穴加工や小穴加工においては、切削条件や冷却方法に対する要求はさらに高くなる。
タッピング工程において、回転速度、送り速度、または潤滑油の制御が不適切だと、以下のような問題が容易に発生する可能性があります。
- ねじの精度が不安定
- タップの摩耗が加速する
- 糸切れ
- 粗いねじ山表面
したがって、低炭素鋼の専門的なCNC加工は通常、以下と組み合わせて行われます。
- 高精度治具
- 自動タッププログラム
- 切削液冷却
- オンラインテスト
スレッド処理の安定性を向上させるため。
大量生産を必要とする工業部品においては、穴の精度とねじ山の一貫性が極めて重要であり、これらは最終製品の組み立て効率に直接影響する。
量産プロジェクトにおいて、卓華五金は、さまざまな低炭素鋼材の特性に基づいて穴あけおよびねじ切り加工プロセスを最適化し、複雑な部品が量産中も安定した品質を維持できるようにしています。
低炭素鋼のCNC加工サービスを提供する専門業者は、どのようにして品質を保証できるのでしょうか?
低炭素鋼のCNC加工において、部品の品質は工作機械の精度だけで決まるわけではありません。多くの低炭素鋼部品は試作段階では良好な性能を発揮しますが、量産に入ると以下のような問題が発生することがよくあります。
- サイズ変動
- バリの増加
- 不安定な表面粗さ
- 組み立て誤差
- バッチの一貫性の低下
そのため、低炭素鋼のCNC加工サービスを提供する専門業者は、通常、材料、工程、設備、試験、生産管理など、複数の側面から包括的な品質管理システムを構築しています。
特に高精度機械部品や量産工業部品の製造においては、個々の部品の精度よりも安定性が重要視されることが多い。
プロセス経験
低炭素鋼の機械加工は、チタン合金や高温合金の機械加工ほど難しくはないものの、極めて高い加工安定性が求められる。例えば、以下のような場合が挙げられる。
- 不適切な切削条件は、容易に構成刃先の形成につながる可能性があります。
- 不安定な切削加工は表面品質に影響を与える可能性があります。
- 締め付け方が不適切だと、容易に変形につながる可能性があります。
- 工具の摩耗は寸法精度に直接影響を与える。
これらの問題は通常、設備だけでは解決できず、実践的な処理経験に大きく依存する。
成熟した低炭素鋼CNC加工サプライヤーは、通常、以下の点に基づいて意思決定を行います。
- 材料グレード
- 構成要素の構造
- 許容誤差要件
- バッチサイズ
- 後処理
それに応じた処理計画を作成する。
例えば、低炭素鋼の精密加工においては、プロセスエンジニアは通常、事前に計画を立てます。
- 粗加工代
- フィニッシングパス
- 工具のライフサイクル
- 冷却ソリューション
- バリ取り工程
大量生産における品質変動を低減するため。
卓華ハードウェアでは、長年にわたり、産業機器、ロボット自動化、自動車業界のお客様に低炭素鋼のCNC加工サービスを提供してまいりました。豊富な実務経験に基づき、様々な低炭素鋼材の特性に合わせて加工プロセスを最適化し、効率と品質の安定したバランスを実現しています。

テストプロセス
低炭素鋼の高精度CNC加工においては、最終抜き取り検査だけに頼るのは通常不十分です。専門の加工工場では、バッチ不良のリスクを低減するために、通常、包括的な工程検査システムを構築しています。
一般的な検査手順は以下のとおりです。
- 入荷資材検査
- 初回製品検査(FAI)
- オンラインサイズサンプリング検査
- 最終検査または抜き取り検査
- 出荷品の再検査
原材料の段階では、通常、以下のチェックが行われます。
- 化学組成
- 硬度
- 表面状態
- 材料の一貫性
不安定な材料が製造工程に混入するのを防ぐため。
処理段階では、以下のものが使用されます。
- キャリパー
- マイクロメーター
- 高さ規制
- ねじゲージ
- 座標測定機(CMM)
重要な指標をリアルタイムで監視する。
高精度低炭素鋼部品の場合、多くのサプライヤーは加工工程も監視しています。
- 工具の摩耗
- 温度変化
- 工作機械の安定性
- 冷却液の状態
処理精度が常に安定していることを保証するため。
卓華ハードウェアでは、様々な試験報告書や品質文書に対応し、標準化された試験プロセスを通じて、低炭素鋼部品がお客様の図面要件を満たしていることを保証します。
バッチの一貫性
OEM向け工業部品プロジェクトにおいて、真の課題は通常「合格サンプルを作る」ことではなく、むしろ長期にわたって同じ品質を一貫して再現することである。
特に低炭素鋼のバッチ処理においては、工程制御が不安定な場合、異なるバッチ間で問題が容易に発生する可能性がある。
- サイズ変化
- 表面の差異
- 穴位置のずれ
- ねじの締め具合が一定しない
これらの問題は最終的に、顧客の組み立て効率と製品の信頼性に影響を与えるだろう。
したがって、プロの低炭素鋼CNC加工工場では、通常、以下のような完全なバッチ生産管理メカニズムを確立しています。
- 標準化された処理手順
- 固定工具寿命管理
- 工具および治具の標準化
- 製造工程記録
- エンドツーエンドのトレーサビリティシステム
同時に、加工工場では通常、以下の点も管理しています。
- 温度
- 湿度
- 冷却システムの安定性
環境変化が加工精度に及ぼす影響を軽減するため。
大量生産プロジェクトにおいても、安定したサプライチェーンは同様に重要である。
卓華五金は、高度なCNC加工技術と長期にわたる安定した材料供給システムを誇り、ラピッドプロトタイピングから低炭素鋼部品の大量生産まで、あらゆるニーズに対応します。標準化されたプロセス管理と厳格な品質管理により、お客様の大量生産におけるリスクを軽減し、長期的な製品品質の一貫性維持を支援します。