
Kohlenstoffarmer und kohlenstoffreicher Stahl sind die beiden gängigsten Stahlsorten für die industrielle Fertigung. Für Einkäufer, Produktentwickler und Konstruktionsteams beeinflusst die Wahl des richtigen Stahls nicht nur die Bauteilleistung, sondern auch direkt die Kosten der CNC-Bearbeitung, die Lieferzeit und die anschließende Oberflächenbehandlung.
In realen CNC-Bearbeitungsprojekten haben wir festgestellt, dass viele Kunden bei der Materialauswahl den Fokus auf die Festigkeit legen, die Bearbeitbarkeit und damit die Gesamtfertigungskosten jedoch vernachlässigen. Insbesondere bei der Serienbearbeitung beeinflussen Materialhärte, Schnittstabilität und Werkzeugverschleiß das Endangebot maßgeblich.
Als Hersteller, der seit langem CNC-Bearbeitungsdienstleistungen für niedriggekohlten Stahl anbietet , helfen wir unseren Kunden in der Regel dabei, eine sinnvollere Wahl zwischen niedriggekohltem Stahl, mittelgekohltem Stahl und hochgekohltem Stahl zu treffen, basierend auf dem Verwendungszweck der Teile, der Komplexität der Struktur und den Anforderungen an die Losgröße.

Sind hoch-, mittel- oder niedriggekohlte Stähle am einfachsten zu bearbeiten?
Aus Sicht der CNC-Bearbeitung ist kohlenstoffarmer Stahl in der Regel am einfachsten zu bearbeiten.
Dies liegt daran, dass kohlenstoffarmer Stahl einen geringeren Kohlenstoffgehalt aufweist, der typischerweise zwischen 0,05 % und 0,25 % liegt. Dies führt zu einer relativ geringeren Materialhärte und höherer Stabilität beim Zerspanen. Bei Verfahren wie CNC-Drehen, Fräsen, Bohren und Gewindeschneiden bietet kohlenstoffarmer Stahl eine bessere Schnittkonstanz und reduziert den Werkzeugverschleiß.
Mittelgekohlter Stahl weist im Vergleich dazu eine höhere Festigkeit auf, jedoch ist auch sein Schnittwiderstand deutlich erhöht. Hochgekohlter Stahl neigt aufgrund seiner höheren Härte eher zur Wärmeentwicklung und zum Werkzeugverschleiß bei der Bearbeitung und erfordert daher typischerweise niedrigere Schnittgeschwindigkeiten und stabilere Bearbeitungsparameter.
Bei der Massenproduktion von Teilen bedeutet ein erhöhter Bearbeitungsaufwand:
- Höhere Werkzeugkosten
- Längere Bearbeitungszeit
- Häufigere Werkzeugwechsel
- Höheres Ausschussrisiko
Aus diesem Grund werden bei vielen industriellen Strukturbauteilen, Stützbauteilen und allgemeinen mechanischen Teilen kohlenstoffarme Stahlsorten wie 1018, 1117 oder 12L15 bevorzugt.
In unseren aktuellen CNC-Bearbeitungsprojekten mit kohlenstoffarmem Stahl eignet sich kohlenstoffarmer Stahl besonders für:
- CNC-Drehteile
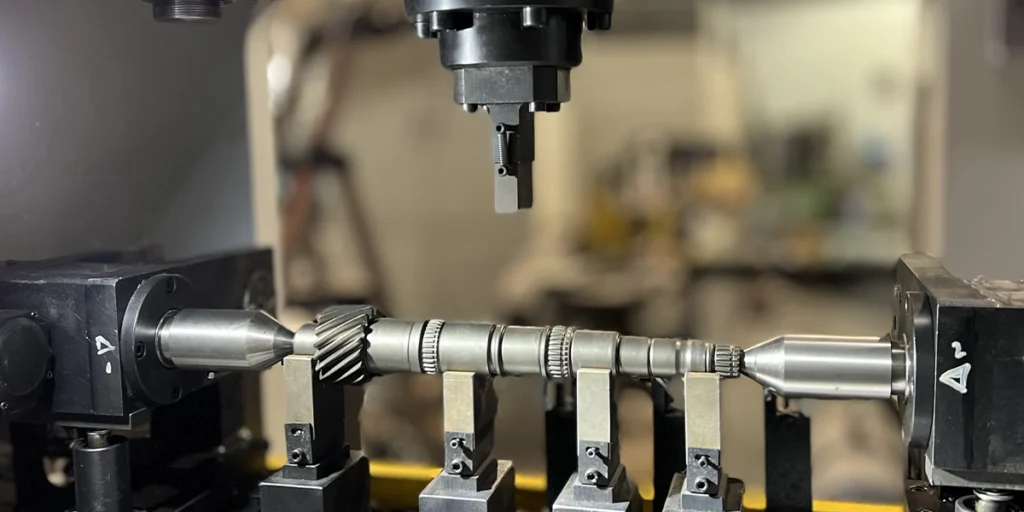
- Präzisionswellenteile
- Gewindebaugruppe
- Strukturelle Komponenten von automatisierten Anlagen
- Großvolumige OEM-Verarbeitungsprojekte
Bei Projekten, bei denen Kosten, Verarbeitungseffizienz und strukturelle Festigkeit in Einklang gebracht werden müssen, ist kohlenstoffarmer Stahl in der Regel die ausgewogenste Wahl.
Worin besteht der Unterschied zwischen hoch- und niedriggekohltem Stahl?
Obwohl sowohl hoch- als auch niedriggekohlter Stahl zur Kategorie der Kohlenstoffstähle gehören, unterscheiden sie sich deutlich in Härte, Bearbeitbarkeit und Anwendungsbereichen. Das Verständnis dieser Unterschiede ist für die Fertigung von Maschinenteilen entscheidend und hilft den Ingenieurteams, die Werkstoffe präziser auszuwählen und unnötige Bearbeitungskosten zu vermeiden.
Härte
Hochkohlenstoffstahl weist typischerweise einen Kohlenstoffgehalt von über 0,6 % auf, was zu höherer Härte und Festigkeit führt. Dieser Werkstoff erzielt nach der Wärmebehandlung eine bessere Verschleißfestigkeit und wird daher häufig für Schneidwerkzeuge, Formen und hochbelastete Bauteile eingesetzt.
Niedriggekohlter Stahl ist weicher und hat eine relativ geringere Festigkeit, bietet aber eine bessere Duktilität und Verarbeitungsstabilität.
Bei der CNC-Bearbeitung bedeutet höhere Härte:
- Höhere Schnittfestigkeit
- Schnellerer Werkzeugverschleiß
- Strengere Anforderungen an die Verarbeitungsparameter
Daher erhöht hochkohlenstoffhaltiger Stahl in der Regel die gesamten Herstellungskosten.
Schneidleistung
Niedriggekohlter Stahl weist eine deutlich bessere Bearbeitbarkeit auf als hochgekohlter Stahl. Beim CNC-Drehen und -Fräsen sorgt niedriggekohlter Stahl für ein stabileres Schnittumfeld und reduziert gleichzeitig Aufbauschneiden und Bearbeitungsschwingungen. Daher werden in vielen automatisierten Drehprojekten Automatenstähle wie 12L15 eingesetzt.
Hochkohlenstoffstahl ist härter und erzeugt bei der Hochgeschwindigkeitsbearbeitung leichter Wärme, insbesondere bei der Bearbeitung komplexer Konturen oder beim Fräsen tiefer Kavitäten, was höhere Anforderungen an die Steifigkeit der Ausrüstung und die Leistungsfähigkeit der Werkzeuge stellt.
Für Kunden, die ihre Bearbeitungskosten senken und Lieferzeiten verkürzen möchten, ist kohlenstoffarmer Stahl im Allgemeinen besser für die Massenpräzisionsbearbeitung geeignet.
Als professioneller Anbieter von CNC-Bearbeitungsdienstleistungen für kohlenstoffarmen Stahl helfen wir unseren Kunden typischerweise dabei, Materiallösungen auf Basis der Teilestruktur, der Maßtoleranzen und des jährlichen Beschaffungsvolumens zu optimieren, um die gesamten Fertigungskosten zu senken.
Abriebfestigkeit
Einer der größten Vorteile von hochkohlenstoffhaltigem Stahl ist seine Verschleißfestigkeit. Bauteile aus hochkohlenstoffhaltigem Stahl weisen typischerweise eine längere Lebensdauer unter anhaltender Reibung, hohen Belastungen oder Stoßbelastungen auf. Daher wird hochkohlenstoffhaltiger Stahl zunehmend für Zahnräder, Schneidwerkzeuge und andere stark verschleißende Industriekomponenten eingesetzt.
Obwohl kohlenstoffarmer Stahl eine geringe Verschleißfestigkeit aufweist, können seine Oberflächeneigenschaften durch Nachbehandlungsverfahren wie Oberflächenhärten, Aufkohlen oder Beschichten verbessert werden.
Bei vielen Industrieteilen ist es nicht notwendig, für das gesamte Bauteil hochkohlenstoffhaltigen Stahl zu verwenden. Eine gängigere und wirtschaftlichere Lösung ist:
- Für die Bearbeitung des Hauptkörpers kohlenstoffarmen Stahl verwenden.
- Eine zusätzliche Oberflächenbehandlung erhöht die Verschleißfestigkeit.
Mit diesem Ansatz lassen sich in der Regel beide Ziele gleichzeitig erreichen:
- CNC-Bearbeitungseffizienz
- Teilekosten
- Strukturelle Festigkeit
- Nutzungsdauer
Dies ist auch ein sehr gängiges Verfahren in der modernen OEM-Fertigung von mechanischen Bauteilen.
Was ist besser: Kohlenstoffstahl oder Edelstahl?
Bei der Fertigung von Maschinenteilen werden sowohl Kohlenstoffstahl als auch Edelstahl häufig in CNC-Bearbeitungsprojekten eingesetzt. Für Einkaufsteams gibt es jedoch keine allgemeingültige Antwort auf die Frage, welches Material besser geeignet ist. Entscheidend sind die tatsächliche Einsatzumgebung der Teile, das Budget und die Leistungsanforderungen.
In vielen Industrieprojekten unterstützen wir unsere Kunden bei der Entscheidung zwischen kohlenstoffarmem Stahl und Edelstahl, da beide einen direkten Einfluss haben:
- CNC-Bearbeitungskosten
- Lieferzeit
- Oberflächenbehandlungslösungen
- Nutzungsdauer
- Stabilität der Massenproduktion
Kostenvergleich
Aus Rohstoffsicht ist kohlenstoffarmer Stahl im Allgemeinen wirtschaftlicher als Edelstahl. Gängige Werkstoffe wie die kohlenstoffarmen Stähle 1018 und 1117 sind in der globalen Lieferkette stabil verfügbar und daher sehr gut geeignet.
- Massenproduktion von mechanischen Teilen
- OEM-CNC-Bearbeitungsprojekte
- Industrielle Strukturbauteile
- Komponenten von automatisierten Anlagen
Im Vergleich dazu sind die Rohstoffe für Edelstahl teurer, und auch die Verarbeitungskosten sind höher.
Dies liegt daran, dass Edelstahl typischerweise folgende Eigenschaften aufweist:
- Höhere Schnittfestigkeit
- Geringere Wärmeleitfähigkeit
- Ausgeprägtere Arbeitsverhärtung
Dies wird zu Folgendem führen:
- Verkürzte Werkzeugstandzeit
- Erhöhte Bearbeitungszeit
- Die gesamten Herstellungskosten stiegen.
Für viele Bauteile, die nicht über längere Zeiträume feuchten oder korrosiven Umgebungen ausgesetzt sein müssen, bietet kohlenstoffarmer Stahl oft ein besseres Preis-Leistungs-Verhältnis.
Daher bevorzugen Kunden bei vielen CNC-Bearbeitungsprojekten mit kohlenstoffarmem Stahl Oberflächenbehandlungen wie Verzinken, Pulverbeschichten oder Schwarzanodisieren anstelle von Edelstahl, um die Gesamtkosten zu senken.
Vergleich der Korrosionsbeständigkeit
Edelstahl bietet typischerweise einen erheblichen Vorteil, wenn Teile über längere Zeiträume Feuchtigkeit, chemischer Korrosion oder der Witterung im Freien ausgesetzt sein müssen.
Chrom in Edelstahl bildet eine natürliche Oxidschicht und verbessert dadurch die Korrosionsbeständigkeit des Materials. Aus diesem Grund wird in der Lebensmittelverarbeitung, der Medizintechnik und der Schifffahrt häufig Edelstahl 304 oder 316 verwendet.
Obwohl kohlenstoffarmer Stahl rostanfällig ist, bedeutet dies nicht, dass er für die industrielle Fertigung ungeeignet ist. In vielen industriellen Anlagen ist kohlenstoffarmer Stahl nach wie vor eines der gängigsten Werkstoffe, da er durch Nachbehandlungsverfahren wie beispielsweise folgende eine gute Rostbeständigkeit erreichen kann:
- Verzinkung
- Elektrophorese
- Anodisieren
- Pulverbeschichtung
- Vernickelung
Für industrielle Innenräume oder bei nicht langfristiger Exposition ist diese Art von Lösung in der Regel ausreichend.
Als Anbieter von kohlenstoffarmen Stahlverarbeitungslösungen empfehlen wir unseren Kunden oft sinnvollere Oberflächenbehandlungslösungen, die auf den tatsächlichen Einsatzbedingungen ihrer Teile basieren, anstatt direkt teure Edelstahlmaterialien hinzuzufügen.
Vergleich der Verarbeitungseffizienz
Aus Sicht der CNC-Bearbeitungseffizienz ist kohlenstoffarmer Stahl im Allgemeinen Edelstahl überlegen. Kohlenstoffarmer Stahl weist stabilere Schnitteigenschaften auf und eignet sich besser für:
- Hochgeschwindigkeitsdrehungen
- Automatisierte Stapelverarbeitung
- Tieflochbearbeitung
- Gewindebearbeitung
Gleichzeitig weisen Werkzeuge aus kohlenstoffarmem Stahl einen geringeren Verschleiß auf, was die Kostenkontrolle bei der langfristigen Massenproduktion erleichtert.
Edelstahl ist dafür anfälliger:
- Arbeitshärtung
- Klebriges Messer
- Hohes Fieber
- Oberflächenriss
Daher erfordert die Edelstahlverarbeitung typischerweise Folgendes:
- Hochwertigere Messer
- Strengere Schnittparameter
- Langsamere Verarbeitungsgeschwindigkeit
Aus diesem Grund bevorzugen viele Kunden bei der Anschaffung von mechanischen OEM-Teilen CNC-Bearbeitungslösungen aus kohlenstoffarmem Stahl.
Bei Projekten, bei denen Verarbeitungseffizienz und Kostenkontrolle im Vordergrund stehen, ist kohlenstoffarmer Stahl oft die realistischere Wahl.

Warum lässt sich kohlenstoffarmer Stahl besser bearbeiten?
Der Hauptgrund, warum kohlenstoffarmer Stahl zu einem der gebräuchlichsten Werkstoffe für die CNC-Bearbeitung geworden ist, liegt in seiner hervorragenden Bearbeitbarkeit.
In der Praxis bedeutet „Bearbeitbarkeit“ nicht nur, dass sich das Material leicht schneiden lässt, sondern umfasst auch Folgendes:
- Werkzeuglebensdauer
- Schnittstabilität
- Oberflächenqualität
- Verarbeitungsgeschwindigkeit
- Größenkonsistenz
Niedriggekohlter Stahl weist in diesen Aspekten typischerweise eine bessere Gesamtleistung auf.
Im Vergleich zu hochgekohltem Stahl und einigen Edelstahlsorten weist niedriggekohlter Stahl eine geringere Härte und eine bessere Duktilität auf, wodurch Vibrationen und Bearbeitungsspannungen beim CNC-Drehen und -Fräsen reduziert werden.
Dies ist insbesondere für folgende Teilearten wichtig:
- Präzisionswellenteile
- Dünnwandige Bauteile
- Lange Abschnitte
- Massenproduktion von automatischen Drehmaschinenteilen
Beispielsweise ist der kohlenstoffarme Stahl 1018 ein typischer Allzweck-Zerspanungswerkstoff, der sich für die Herstellung einer großen Anzahl von Maschinenteilen eignet. Der kohlenstoffarme Stahl 12L15 eignet sich aufgrund der Zugabe von Automatenelementen besser für die automatisierte Hochgeschwindigkeitsbearbeitung.
In der Massenproduktion bedeutet bessere Herstellbarkeit:
- Schnellerer Produktionszyklus
- Geringerer Werkzeugverbrauch
- Stabilere Maßtoleranzen
- Niedrigere Gesamtherstellungskosten
Aus diesem Grund priorisieren viele OEMs die CNC-Bearbeitung von kohlenstoffarmem Stahl für mechanische Teile.
Als professioneller Anbieter von CNC-Bearbeitung basieren unsere Projekte zur Bearbeitung von kohlenstoffarmem Stahl typischerweise auf Folgendem:
- Komponentenstruktur
- Anforderungen an die Oberflächenrauheit
- Toleranzstandards
- Jährliches Beschaffungsvolumen
Dies trägt zur Optimierung der Schnittparameter und Bearbeitungsprozesse bei und hilft den Kunden somit, die langfristigen Beschaffungskosten zu senken.
Für Projekte, bei denen sowohl die Kosten als auch die Produktionsstabilität eine Rolle spielen, bleibt kohlenstoffarmer Stahl einer der wettbewerbsfähigsten Verarbeitungswerkstoffe.
Wie man Stahl anhand des Verwendungszwecks der Teile auswählt
Bei realen CNC-Bearbeitungsprojekten geht es bei der Stahlauswahl nicht einfach darum, „je höher die Festigkeit, desto besser“ zu wählen. Für Einkaufsteams und Produktentwickler ist es viel wichtiger, ein Gleichgewicht zwischen Leistung, Bearbeitungskosten, Lieferzeit und Einsatzumgebung zu finden.
Viele Bauteile werden standardmäßig aus hochfesten Materialien gefertigt, doch Kunden stellen oft fest, dass dies nach Beginn der Massenproduktion der Fall ist:
- Die Bearbeitungskosten sind deutlich gestiegen.
- Der Werkzeugverschleiß ist zu hoch
- Die Lieferzeit hat sich verlängert.
- Die Oberflächenbehandlung ist komplexer
Professionelle Anbieter von CNC-Bearbeitungsmaterialien empfehlen daher in der Regel Werkstoffe, die auf dem Verwendungszweck der Teile basieren, anstatt einfach nur auf eine hohe Härte zu achten.
Strukturbauteile und allgemeine mechanische Teile
Für die meisten industriellen Bauteile, Stützen, Verbindungsstücke und Gerätegehäuse ist kohlenstoffarmer Stahl in der Regel die vernünftigere Wahl.
Diese Teilearten haben üblicherweise mehr mit Folgendem zu tun:
- Verarbeitungsstabilität
- Schweißleistung
- Chargenkosten
- Größenkonsistenz
Daher sind Werkstoffe wie der kohlenstoffarme Stahl 1018 und der kohlenstoffarme Stahl 1117 bei der Herstellung von mechanischen OEM-Teilen sehr verbreitet.
Insbesondere bei CNC-Dreh- und Fräsprojekten mit hohem Durchsatz kann kohlenstoffarmer Stahl die gesamten Herstellungskosten effektiv senken und gleichzeitig stabile mechanische Eigenschaften gewährleisten.
Für automatisierte Anlagen, Roboterkomponenten und Strukturbauteile von Industriemaschinen ist in der Regel kohlenstoffarmer Stahl ausreichend, um die meisten Anwendungsanforderungen zu erfüllen.
Verschleißteile
Hochkohlenstoffstahl eignet sich im Allgemeinen besser für Bauteile, die über längere Zeiträume Reibung, Stößen oder hohen Belastungen standhalten müssen. Zum Beispiel:
- Getriebe
- Messer
- Industrieformen
- Hochverschleißfeste Getriebekomponenten
Diese Art von Bauteilen erfordert typischerweise eine höhere Härte und Verschleißfestigkeit, daher wären hochkohlenstoffhaltiger Stahl oder wärmebehandelter Stahl besser geeignet.
Es ist jedoch wichtig zu beachten, dass hochkohlenstoffhaltiger Stahl schwieriger zu bearbeiten ist. Bei der CNC-Bearbeitung steigt der Schwierigkeitsgrad mit der Verwendung von hochharten Werkstoffen deutlich an.
- Werkzeugverschleiß
- Verarbeitungswärme
- Schwierigkeiten bei der Größenkontrolle
Daher werden sich viele Kunden für die wirtschaftlichere Lösung entscheiden:
- Für die Bearbeitung des Hauptkörpers wird kohlenstoffarmer Stahl verwendet.
- Anschließend eine Aufkohlungs- oder Oberflächenhärtungsbehandlung durchführen.
Mit diesem Ansatz wird in der Regel ein besseres Gleichgewicht zwischen Leistung und Kosten erzielt.

Feuchte und korrosive Umgebungen
Edelstahl ist oft die sicherere Wahl, wenn Teile über längere Zeiträume Feuchtigkeit, chemischer Korrosion oder der Einwirkung von Außenumgebungen ausgesetzt sein müssen.
Insbesondere die folgenden Branchen:
- Lebensmittelverarbeitungsanlagen
- Medizinische Geräte
- Schiffsausrüstung
- Chemische Ausrüstung
In diesen Bereichen werden häufig die Edelstahlsorten 304 und 316 verwendet.
Für viele normale Industrieumgebungen ist jedoch kohlenstoffarmer Stahl in Kombination mit einer geeigneten Oberflächenbehandlung in der Regel ausreichend. Zum Beispiel:
- Verzinkung
- Schwarze Oxidation
- Pulversprühen
- Vernickelung
Diese Verfahren können die Rostbeständigkeit von Bauteilen aus kohlenstoffarmem Stahl deutlich verbessern und gleichzeitig die hohen Verarbeitungskosten vermeiden, die mit Edelstahl verbunden sind.
Daher werden sich Kunden bei vielen OEM-CNC-Bearbeitungsprojekten letztendlich doch für Bearbeitungslösungen mit kohlenstoffarmem Stahl entscheiden.
Massenproduktionsprojekte
Bei der Beschaffung großer Stückzahlen von Teilen über einen längeren Zeitraum und in regelmäßigen Abständen ist die Bearbeitbarkeit oft wichtiger als die maximale Leistungsfähigkeit.
Leichter zu verarbeitende Materialien bedeuten:
- Niedrigere Herstellungskosten
- Schnellere Lieferzeit
- Stabilere Qualität
- Höhere Produktivität
Aus diesem Grund besteht in der globalen Fertigungsindustrie seit jeher eine sehr große Nachfrage nach der CNC-Bearbeitung von kohlenstoffarmem Stahl.
Als CNC-Bearbeitungsanbieter, der seit vielen Jahren europäische und amerikanische Industriekunden beliefert, unterstützen wir unsere Kunden typischerweise bei der Materialbewertung zu Beginn eines Projekts und helfen ihnen dabei:
- Komponentenleistung
- Produktionskosten
- Verarbeitungseffizienz
- Oberflächenbehandlung
- Chargenstabilität
Finden Sie die vernünftigste Lösung unter ihnen.
Bei den meisten Bauteilen von Industriemaschinen ist die Wahl der richtigen Werkstoffe oft wichtiger als die bloße Verbesserung der Werkstoffgüte.