As the manufacturing industry continues to demand higher levels of complexity, precision consistency, and delivery speed for parts, traditional single-axis turning equipment can no longer meet the needs of an increasing number of projects. In particular, when dealing with parts involving side holes, milled surfaces, eccentric structures, complex contours, or multi-process parts, multi-axis CNC turning centers have become a more efficient solution.
In simple terms, a multi-axis turning center is based on a traditional lathe, with the addition of more motion axes, power tools, or sub-spindle capabilities, so that the equipment can not only “turn”, but also simultaneously complete drilling, milling, tapping, secondary clamping and other processes.
For purchasing customers, the value of multi-axis equipment lies not in “more axes,” but in:
- Fewer clamping operations
- Greater dimensional consistency
- Shorter delivery time
- Lower overall manufacturing costs
- More suitable for mass production of complex parts
At Zhuohua Hardware, we have long provided multi-axis turning and milling/turning composite manufacturing services to overseas clients, and can match more reasonable equipment solutions according to part structure, batch requirements and budget.
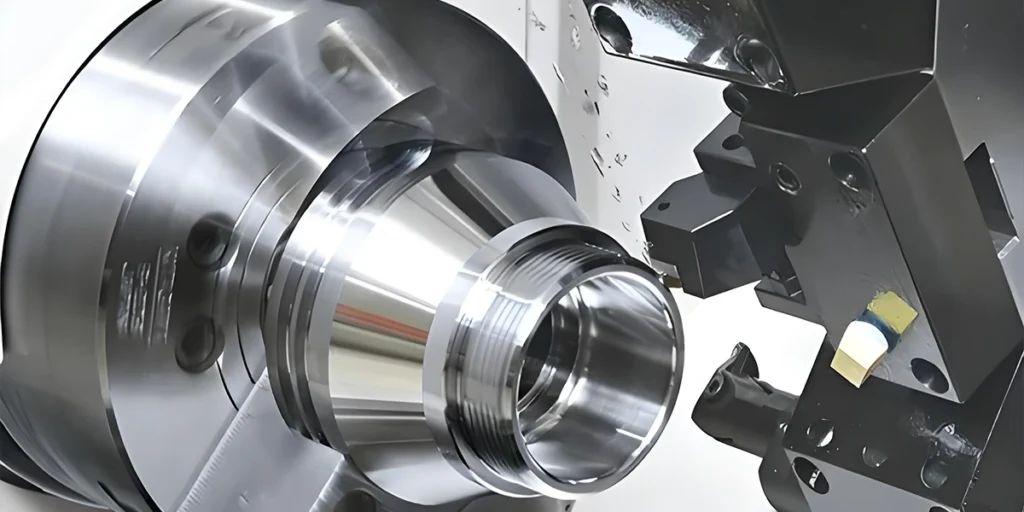
Three-axis CNC turning center
Three-axis CNC turning centers are usually the basic equipment for most standard turning parts. They are suitable for high-efficiency machining of various rotationally symmetrical parts and are one of the most widely used turning types in the manufacturing industry.
The term “three-axis” here typically refers to the equipment possessing the following motion capabilities:
- X-axis: Controls the radial movement of the tool (outer diameter).
- Z-axis: Controls the axial movement of the tool (length direction)
- C-axis (some models) or auxiliary control axis: used for spindle positioning, angle control, or basic linkage.
Different brands may have slightly different definitions, but the core logic is the same: to improve automation and functional expansion capabilities on the basis of traditional two-axis turning.
Which parts are suitable for a three-axis turning center?
Typical applications include:
- Shaft-type parts
- Sleeve-type parts
- Threaded connector
- Connector body
- Valve core components
- Cylindrical housing components
If the main features of the part are concentrated in:
- Outer circle
- Inner hole
- Steps
- Thread
- Chamfer
- Trench
Three-axis equipment is usually efficient enough.
Advantages of triaxial equipment
- High processing efficiency
For standard structural parts, three-axis turning has a fast cycle time and is suitable for continuous mass production. - Good cost control
The equipment has relatively low operating costs and programming complexity, making it suitable for budget-sensitive projects. - Mature stability
The three-axis turning process is mature, and repeat orders have high consistency. - Suitable for medium to large volume orders
It is especially suitable for long-term orders ranging from several thousand to tens of thousands of pieces.
Limitations of triaxial equipment
Three-axis equipment typically becomes less efficient if the parts require the following structure:
- Side holes
- Eccentric hole
- Milling a plane
- Hexagonal position
- Lateral tapping
- Multi-angle composite structure
These types of projects often need to be transferred to milling machines for secondary processing, increasing clamping and time costs.

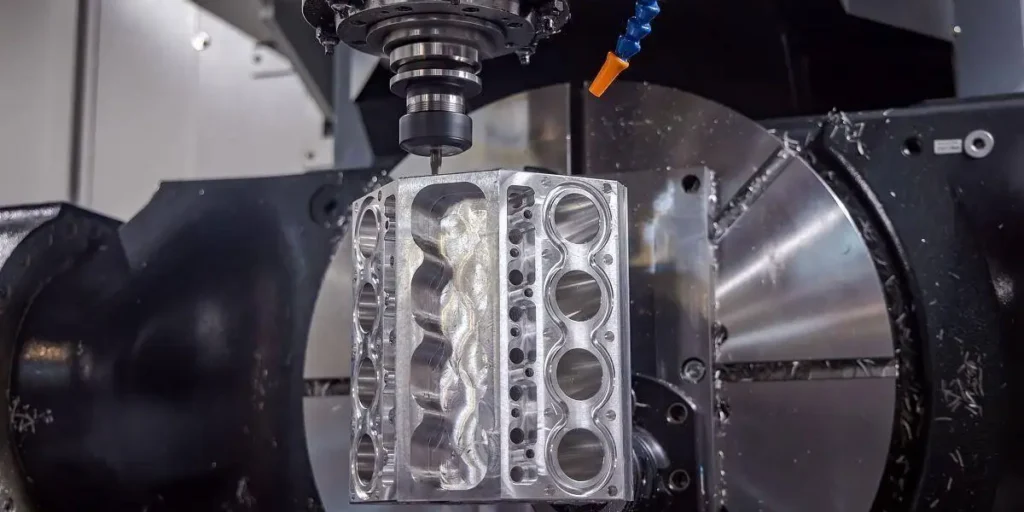
Four-axis CNC turning center
A four-axis CNC turning center is a standard turning equipment that adds extra control axes or power tools, enabling the equipment to perform more lateral machining and complex processes.
For customers, the core value of a four-axis machine is that parts that originally required “half to be made on a lathe and half to be made on a milling machine” can now have more processes completed on a single machine.
This means higher efficiency, and also lower overall costs.
What capabilities do four-axis turning centers typically possess?
Common forms include:
- Spindle C-axis positioning linkage
- Powered turret (rotary tool)
- Y-axis auxiliary machining (some models are classified as four-axis)
- Lateral drilling and tapping capabilities
The specific configuration varies depending on the equipment, but the essence is to enable the lathe to perform more “milling operations”.
Which parts are suitable for four-axis equipment?
Typical Case:
- Shaft-type parts with side holes
- Connector with wrench position
- Connectors requiring lateral tapping
- Combination parts of outer circle and plane
- Small parts such as multi-hole flanges
Traditional equipment requires at least 2 to 3 clamping operations; four-axis equipment can significantly simplify the process.
Advantages of four-axis equipment
- Reduce secondary processing
Many structures can be completed in one machine, reducing the need for transfer processing. - Improve accuracy consistency
Fewer clamping operations result in more stable coaxiality and position. - Shorten delivery time
With processes centralized, production scheduling becomes simpler. - More suitable for medium to high value-added parts
When the value of a unit part is high, the advantages of a four-axis system are obvious.
How to choose between a four-axis and a three-axis machine?
If the only parts are:
- Outer circle
- Inner hole
- Thread
Three-axis is generally more economical.
If more parts are added:
- Side holes
- Plane
- Horizontal slot
- Composite structure
Four-axis is usually more cost-effective.

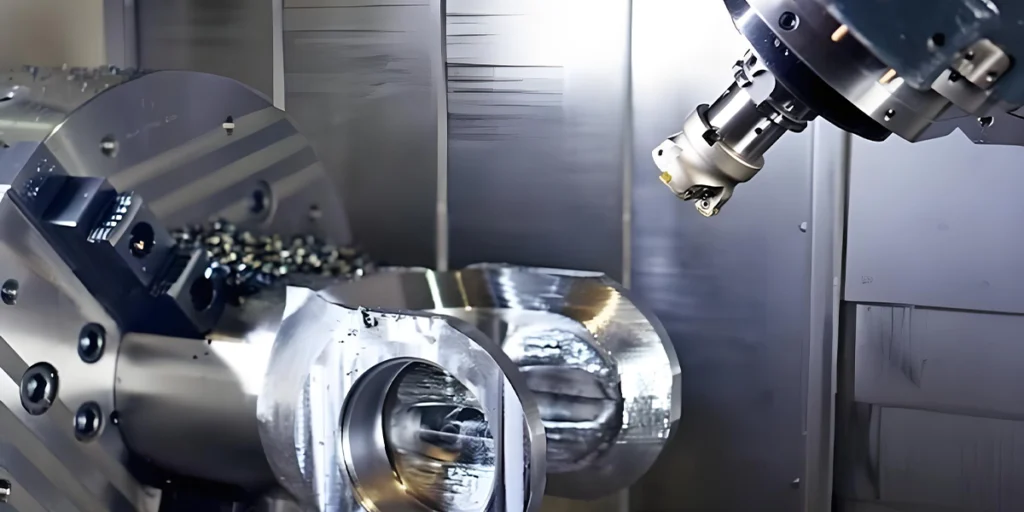
5-axis CNC turning center
Five-axis CNC turning centers typically represent a higher level of composite machining capabilities and are suitable for manufacturing parts with complex structures, high precision requirements, and high process concentration.
One point needs clarification first: different equipment brands have slightly different definitions of “five-axis.” Some refer to a combination of turning spindle + Y-axis + C-axis + sub-spindle + power turret, while others use a more advanced milling-turning composite system. However, for customers, what truly matters is not the name, but whether the equipment can complete the one-time forming of complex parts.
Simply put, a five-axis CNC turning center is a machine that allows one machine to replace multiple machines, multiple clamping operations, and multiple processes as much as possible.
What types of parts are suitable for a five-axis turning center?
Typical projects include:
- Complex shaft parts for aerospace
- Medical implant device parts
- Multi-angle connectors and valve bodies
- High-precision sensor structural components
- Robot motion components
- Multi-faceted composite parts
These parts often possess the following characteristics:
- Outer diameter requirements
- Eccentric hole position
- Multi-angle drilling
- Milling planar structures
- Thread combination characteristics
- High coaxiality requirement
If traditional processes are still used, multiple machines are usually needed to complete the process, which significantly increases the processing risk.
The core advantages of five-axis equipment
1. Complete more processes in one setup
The five-axis equipment can complete the task in a single setup:
- Boring the inner hole
- Drilling
- Tapping
- Milling a plane
- Multi-angle side hole machining
This is crucial for precision control.
2. Significantly improves the precision of complex parts
Each additional clamping operation increases the risk of positioning errors. Five-axis equipment, through process centralization, can significantly improve this:
- Coaxiality
- Position
- Verticality
- Repeatability
3. Shorten the overall manufacturing cycle
Although the hourly wage per machine is higher, the total delivery time is often shorter because it reduces the time spent on machine changes, waiting, transportation, and inspection.
4. More suitable for high-value parts
If the unit price of parts is high and the cost of failure is high, five-axis equipment is usually more economical.
What procurement strategy is suitable for five-axis equipment?
If your project has the following characteristics, we recommend prioritizing the evaluation of a five-axis solution:
- Complex component structure
- Strict tolerance requirements
- Medium to high batch sizes
- Tight project delivery schedule
- High assembly precision requirements
If you only look at the unit price of processing a single machine for this type of project, it is easy to make the wrong decision.
How to reduce costs for multi-axis equipment
When many purchasing customers see “three-axis, four-axis, five-axis”, their first reaction is: the more axes, the more expensive.
This statement is only half true. While multi-axis equipment typically has higher per-machine processing costs, the total project cost is often lower. Manufacturing costs cannot be determined solely by machine hour rates; the overall process cost must also be considered.
1. Reducing the number of clamping operations = reducing labor costs
The traditional processing flow may be:
- Machining the outer diameter on a lathe
- Drilling holes using a transfer milling machine
- Re-clamp the tap.
- Secondary inspection
Each step involves:
- Operator time
- Loading and unloading time
- Queue waiting time
- Repositioning time
Multi-axis equipment can integrate multiple steps into one machine tool, directly reducing labor and management costs.
2. Reducing the scrap rate = reducing hidden losses
The worst thing about complex parts is not slow processing, but that they end up being scrapped.
- Second clamping position offset
- The hole is not concentric with the outer circle.
- Planar angle error
- Cumulative dimensional error exceeds tolerance
Multi-axis equipment can complete key features in a single setup, significantly reducing the probability of scrap. This cost is often overlooked by procurement staff, but its actual impact is substantial.
3. Shorter delivery time = reduced project costs
If parts delivery is delayed, customers may face the following:
- Assembly line waiting
- Project Delay
- Market listing delayed
- Emergency air freight costs
Multi-axis equipment can usually complete orders faster because of its shorter process and more concentrated scheduling.
4. Bulk orders have more advantages
When the order quantity increases to:
- 1,000 pieces
- 5,000 pieces
- 10,000 + pieces
Saving a few minutes of labor time on each piece adds up to a significant cost difference. Multi-axis equipment is particularly suitable for medium- to high-volume projects involving complex parts.
5. Reduce supply chain complexity
If a part needs to be found separately:
- Turning factory
- Milling factory
- Dental outsourcing
- Outsourcing of testing
Management costs will continue to rise. Multi-axis equipment, in conjunction with a one-stop supplier, can reduce outsourcing nodes and communication risks.
Why are complex parts required to be machined on multiple axes?
Many customers assume in the early stages of product development that any part can be broken down into several processes and made gradually.
In theory, this statement often holds true; however, in actual manufacturing, if complex parts are still processed using traditional multi-clamping methods, problems such as high cost, poor precision, slow delivery time, and high scrap rate often arise.
This is why an increasing number of high-end manufacturing projects are choosing multi-axis CNC turning centers. Multi-axis machining is not a “high-end configuration,” but rather a practical solution for complex parts.
What kinds of parts are considered complex parts?
It typically possesses one or more of the following characteristics:
- Outer circle + planar combination structure
- Multi-angle holes
- Eccentric holes or eccentric profiles
- Multi-faceted processing requirements
- Strict coaxiality requirements
- Multiple thread combinations
- Thin-walled structure
- Deep hole structure
- A part contains both turning and milling features.
For example:
- Medical connectors
- Hydraulic valve body
- Robot joint components
- Aerospace shaft structural components
- High-end sensor housing
- Composite shafts for automated equipment
If these parts are machined using a conventional lathe with secondary milling, problems will typically emerge gradually.
1. Repeated clamping will accumulate errors.
The most common problem with complex parts is the need for repeated machine changes for processing:
- The outer circumference of the first equipment vehicle
- Milling the plane with the second machine
- The third piece of equipment drills a side hole.
- The fourth step is tapping.
Each reclamping introduces new positioning errors.
The possible results are as follows:
- Hole position offset
- Planar angle error
- Coaxiality out of tolerance
- Cumulative dimensional error
For high-precision parts, this risk is unacceptable.
2. Manual operation of complex structures is inefficient.
The more complex the structure, the more traditional processing relies on experienced craftsmen for manual adjustments.
- Find the correct position
- Modify the fixture
- Multiple calibrations
- Repeat the tool setting
This will lead to:
- Slow tempo
- High labor costs
- Poor stability
- Fluctuations in quality across different train schedules
Multi-axis equipment, through programmed linkage control, is more suitable for the stable replication and production of complex structures.
3. Reduce the probability of scrapping
A common scenario for high-value parts is that 80% of the previous processes have been completed, but the last side hole is positioned incorrectly, rendering the entire part unusable.
Especially the following materials:
Expensive materials and long processing times mean significant losses if parts are scrapped. Multi-axis machining can concentrate critical features into a single process, effectively reducing the probability of scrap in later stages.
4. Relative position accuracy
Many customer parts are not used individually, but are incorporated into the overall machine assembly.
- Robot joint components
- Medical device connection structure
- Automated drive system
- Valve sealing assembly
Even if the dimensions of such parts are correct, unstable hole positions can still lead to:
- Assembly difficulties
- Unusual noise
- Seal failure
- Decreased lifespan
Multi-axis equipment makes it easier to control the relative positional accuracy between features.
5. Repeatability in mass production of complex parts
Many factories can “make” samples, but the mass production stage is the real test.
If the parts are complex and the manufacturing process relies on human experience, the following issues often arise during mass production:
- The first item was OK, but subsequent issues were significant.
- Night shift quality declined
- Significant batch-to-batch differences
Multi-axis equipment is better suited for standardized mass production processes, making complex parts truly reproducible and deliverable.
How Zhuohua Hardware Handles Complex Parts Projects
When faced with complex drawings, our first judgment is not “can it be done?”, but rather:
- Which equipment route is the most stable?
- Which process has the lowest total cost?
- Which solution is best suited for subsequent mass production?
Arrangements can be made according to project needs:
- Three-axis economical solution (standard structural components)
- Four-axis efficiency solution (side hole/flat part)
- Five-axis high-precision solution (complex composite structural components)
If you have drawings of complex shafts, connectors, valve bodies, robot parts, or multi-feature structural components, Zhuohua Hardware can assist in assessing their suitability for multi-axis machining and provide better manufacturing solutions and pricing suggestions.