
Überblick über die CNC-Bearbeitung von kohlenstoffarmem Stahl
Die CNC-Bearbeitung von kohlenstoffarmem Stahl ist ein Verfahren, bei dem CNC-Drehmaschinen, CNC-Fräsmaschinen und Bearbeitungszentren zum hochpräzisen Schneiden, Umformen und zur Serienfertigung von kohlenstoffarmen Stahlwerkstoffen eingesetzt werden. Aufgrund seiner guten Plastizität, Zähigkeit und Bearbeitbarkeit wird kohlenstoffarmer Stahl seit Langem zur Herstellung von Wellenteilen, Halterungen, Verbindungsstücken, mechanischen Strukturbauteilen und verschiedenen Industriekomponenten verwendet.
Im industriellen Fertigungssektor bezeichnet man mit kohlenstoffarmem Stahl typischerweise Stahlsorten mit einem Kohlenstoffgehalt von unter 0,25 %. Verglichen mit kohlenstoffreichem Stahl oder einigen legierten Stählen ist kohlenstoffarmer Stahl leichter zu verarbeiten und kostengünstiger, wodurch er zu den am häufigsten verwendeten Werkstoffen im Maschinenbau, im Automobilbau, in der Automatisierungstechnik und bei allgemeinen Industrieteilen zählt.
Für professionelle Anbieter von CNC-Bearbeitungsdienstleistungen für niedriggekohlten Stahl besteht die eigentliche Herausforderung nicht nur darin, „bearbeiten zu können“, sondern darin, die Qualität während der Massenproduktion sicherzustellen:
- Maßgenauigkeit
- Oberflächenqualität
- Teilekonsistenz
- Verarbeitungseffizienz
- Kostenstabilität
Aus diesem Grund ist die CNC-Bearbeitung von kohlenstoffarmem Stahl stark von der Prozesserfahrung abhängig.
Obwohl kohlenstoffarmer Stahl gut zerspanbar ist, neigt er beim Bearbeiten zu Problemen wie Aufbauschneiden, Graten, langen Spänen und lokaler Verformung. Werden die Schnittparameter, die Werkzeugwahl oder die Kühlmethode nicht optimal gesteuert, beeinträchtigt dies letztendlich die Oberflächenrauheit und die Montagegenauigkeit der Bauteile.
Daher kombiniert die ausgereifte CNC-Bearbeitung von kohlenstoffarmem Stahl üblicherweise Folgendes:
- Geeignete Werkzeugmaterialien
- Stabile Schnittparameter
- Hocheffiziente Lösung zur Spanabfuhr
- Geeignete Klemmmethode
- Kontrolle der Fertigungszulage
Dies dient der Sicherstellung einer gleichbleibenden Bauteilqualität.
In der tatsächlichen Produktion werden unterschiedliche Anlagen die Bearbeitungsanforderungen verschiedener Arten von Bauteilen aus kohlenstoffarmem Stahl erfüllen:
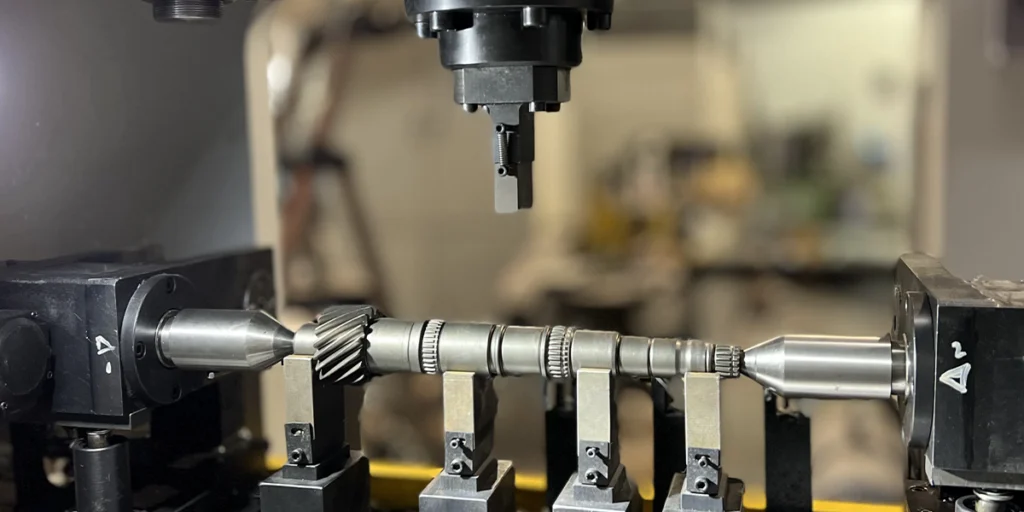
CNC-Drehen
CNC-Drehmaschinen werden hauptsächlich zur Bearbeitung von Wellen, Gewindeteilen, Hülsen und verschiedenen rotierenden Teilen eingesetzt. Bei der Serienfertigung von Teilen aus niedriggekohltem Stahl ermöglicht das CNC-Drehen eine sehr hohe Bearbeitungseffizienz und Maßgenauigkeit.
CNC-Fräsen
CNC-Fräsen eignet sich besser für komplexe Strukturbauteile, Flächen, Nuten und die Bearbeitung von Werkstücken mit mehreren Facetten. Drei- und Fünf-Achs-Bearbeitung können die Bearbeitungsmöglichkeiten komplexer Bauteile aus kohlenstoffarmem Stahl weiter verbessern.
Bearbeitungszentrum
Bearbeitungszentren eignen sich für die zentrale Mehrprozessbearbeitung, wodurch Fehler durch wiederholtes Spannen reduziert und die Produktionseffizienz komplexer Teile aus kohlenstoffarmem Stahl verbessert werden können.
CNC-Bearbeitungsdienstleistungen für kohlenstoffarmen Stahl für Kunden weltweit, einschließlich:
- CNC-Drehen
- CNC-Fräsen
- Mehrprozessverarbeitung
- Präzisionsgewindeschneiden
- Zubehör für die Oberflächenbehandlung
Wir verarbeiten verschiedene kohlenstoffarme Stähle wie 1018, 1117 und 12L15 und bieten Ihnen umfassende Unterstützung von der schnellen Prototypenentwicklung bis zur Serienfertigung. Dank unserer langjährigen Prozesserfahrung und stabilen Lieferkette helfen wir unseren Kunden, Fertigungskosten und Lieferzeiten zu optimieren und gleichzeitig höchste Bearbeitungsgenauigkeit zu gewährleisten.
Wie man Stahl für die Verarbeitung von kohlenstoffarmem Stahl auswählt
Bei der CNC-Bearbeitung von kohlenstoffarmem Stahl beeinflusst die Materialwahl nicht nur die Festigkeit der Teile, sondern wirkt sich auch direkt auf die Bearbeitungseffizienz, die Oberflächenqualität, die Werkzeugstandzeit und die gesamten Fertigungskosten aus.
Viele Kunden konzentrieren sich zu Beginn eines Projekts nur auf die Materialpreise, aber für professionelle Anbieter von CNC-Bearbeitung aus kohlenstoffarmem Stahl ist Folgendes viel wichtiger:
- Ist das Material für die aktuelle Verarbeitungstechnologie geeignet?
- Ist es für die Massenproduktion geeignet?
- Lässt sich die Dimensionsstabilität leicht kontrollieren?
- Wird dadurch die nachfolgende Oberflächenbehandlung erschwert?
Verschiedene Arten von kohlenstoffarmem Stahl weisen deutliche Unterschiede in Bearbeitbarkeit, Plastizität, Festigkeit und Schweißbarkeit auf. Daher ist bei der Auswahl von kohlenstoffarmem Stahl für die Zerspanung in der Regel eine umfassende Bewertung erforderlich, die die Bauteilstruktur, die Anwendungsumgebung und das Herstellungsverfahren berücksichtigt.
1018 vs 1117 Kohlenstoffarmer Stahl
Der kohlenstoffarme Stahl 1018 zählt zu den gebräuchlichsten kohlenstoffarmen Stählen und zeichnet sich durch gute Festigkeit, Zähigkeit und Schweißbarkeit aus. Er findet breite Anwendung in Wellenteilen, mechanischen Bauteilen, industriellen Halterungen und allgemein in CNC-bearbeiteten Teilen.
Bei den meisten CNC-Bearbeitungsprojekten mit kohlenstoffarmem Stahl bietet 1018-Stahl ein gutes Gleichgewicht zwischen Kosten, Bearbeitbarkeit und mechanischen Eigenschaften und eignet sich daher sehr gut für die Massenproduktion in mittleren bis großen Serien.
1117 ist ein kohlenstoffarmer Stahl mit höherem Mangangehalt. Im Vergleich zu 1018 zeichnet er sich durch höhere Festigkeit und ein stabileres Zerspanungsverhalten aus. Aufgrund dieser stabileren Zerspanung findet 1117-Stahl breite Anwendung beim hochpräzisen CNC-Drehen und in der automatisierten Bearbeitung.
In der tatsächlichen Fertigung:
- 1018 eignet sich besser für allgemeine mechanische Teile
- 1117 eignet sich besser für hochpräzise Wellen und in Serien gefertigte Teile.
Bei Projekten, die eine nachfolgende Wärmebehandlung oder höhere mechanische Eigenschaften erfordern, ist 1117 oft die gängigere Wahl.
Professionelle Dienstleister für die Verarbeitung von kohlenstoffarmem Stahl stützen ihre Entscheidungen typischerweise auf folgende Kriterien:
- Teileabmessungen
- Toleranzanforderungen
- Oberflächenrauheit
- Produktionsmenge
- nachfolgende Verarbeitungstechniken
Um den Kunden bei der Auswahl geeigneterer Materialien zu helfen, anstatt ihnen einfach den „billigsten“ Stahl zu empfehlen.
Automatenstahl 12L15
12L15 ist ein typischer Automatenstahl mit niedrigem Kohlenstoffgehalt und Zusätzen von Automatenelementen wie Blei, wodurch er sich durch hervorragende Bearbeitbarkeit auszeichnet.
Beim Hochgeschwindigkeits-CNC-Drehen kann 12L15 Folgendes effektiv reduzieren:
- Schnittwiderstand
- Werkzeugverschleiß
- Es entstehen Grate.
- Bearbeitungsschwingung
Daher eignet es sich sehr gut für:
- Präzisionsgefertigte Teile
- Gewindeteile
- Verbindungsteile
- Massenproduktion mit automatischen Drehmaschinen
Im Vergleich zu gewöhnlichem kohlenstoffarmem Stahl kann 12L15 die Verarbeitungseffizienz deutlich steigern und eine bessere Oberflächengüte erzielen.
Allerdings weist auch 12L15 gewisse Einschränkungen auf. Aufgrund seiner Materialzusammensetzung ist es nicht schweißbar und in manchen hochfesten Konstruktionsanwendungen nicht so formstabil wie 1018 oder 1117. Daher muss bei der Materialauswahl eine Bewertung unter Berücksichtigung des tatsächlichen Verwendungszwecks des Bauteils erfolgen.
Bei den CNC-Bearbeitungsprojekten von Zhuohua Hardware für kohlenstoffarmen Stahl unterstützen wir unsere Kunden typischerweise dabei, verschiedene Aspekte je nach ihren Produktanwendungsszenarien in Einklang zu bringen:
- Verarbeitungseffizienz
- Komponentenleistung
- Materialkosten
- Chargenstabilität
Zum Beispiel:
- 12L15 ist typischerweise die bevorzugte Wahl für automatisierte Drehprojekte mit hohem Durchsatz.
- Für 1018 eignen sich universell einsetzbare Strukturbauteile besser.
- Für 1117 eignen sich besonders hochpräzise mechanische Teile.
Diese auf Fertigungserfahrung basierende Materialauswahlmethode ist oft wichtiger als die alleinige Berücksichtigung der Materialgüte.
Wichtigste Herausforderungen bei der Verarbeitung von kohlenstoffarmem Stahl
Obwohl kohlenstoffarmer Stahl gut bearbeitbar ist und in der CNC-Bearbeitung, im CNC-Fräsen und bei der Herstellung verschiedener Maschinenteile weit verbreitet ist, ist die CNC-Bearbeitung von kohlenstoffarmem Stahl in der tatsächlichen Produktion nicht so einfach, wie viele sich das vorstellen.
Für professionelle CNC-Bearbeitungsanbieter von kohlenstoffarmem Stahl ist die Kontrolle der Details während des Bearbeitungsprozesses oft der entscheidende Faktor für die Teilequalität. Insbesondere in der Serienfertigung, der Hochpräzisionsbearbeitung und der Herstellung komplexer Strukturbauteile stellt kohlenstoffarmer Stahl nach wie vor viele typische Bearbeitungsherausforderungen dar.
Gratkontrolle
Niedriggekohlter Stahl weist eine hohe Plastizität auf, wodurch beim Zerspanen lange, durchgehende Späne entstehen. Gleichzeitig haftet das Material leicht an der Werkzeugschneide und bildet einen Aufbauschneide. Dies führt direkt zu Folgendem:
- An den Kanten der Teile bilden sich Grate.
- Instabile Oberflächenrauheit
- Beschleunigter Werkzeugverschleiß
- Schlechte Schuppenentfernung
Dieses Problem macht sich besonders bei Bohr-, Gewindeschneid- und Tiefnutverfahren bemerkbar.
Wenn die Späne nicht rechtzeitig entfernt werden können, können sie die bearbeitete Oberfläche zerkratzen oder sogar zum Bruch des Werkzeugs führen.
Daher konzentriert sich die ausgereifte CNC-Bearbeitung von kohlenstoffarmem Stahl üblicherweise auf die Optimierung:
- Werkzeuggeometrie
- Schnittgeschwindigkeit
- Kühlmitteldurchflussrate
- Spanabfuhrpfad
Bei den CNC-Bearbeitungsprojekten von Zhuohua Hardware für kohlenstoffarmen Stahl passen wir die Schnittparameter an die Bauteilstruktur an und kombinieren sie mit einem effizienten Spanabfuhrverfahren, um die Auswirkungen langer Späne auf die Bearbeitungsstabilität zu reduzieren.
Bei in Serie gefertigten Teilen beeinflusst eine stabile Gratkontrolle nicht nur das Erscheinungsbild, sondern wirkt sich auch direkt auf die Effizienz der nachfolgenden Montage aus.
Oberflächenqualität
Die Oberflächenqualitätskontrolle von kohlenstoffarmem Stahl ist ein Aspekt, der von vielen Kunden oft vernachlässigt wird. Da kohlenstoffarmer Stahl eine relativ geringe Härte aufweist, können übermäßige Spannkräfte, Werkzeugverschleiß oder eine instabile Schnitttemperaturregelung während der Bearbeitung leicht zu folgenden Problemen führen:
- Oberflächenriss
- Vibrationsmessermuster
- Größenschwankung
- Rauheit außerhalb der Toleranz
Bei kohlenstoffarmem Stahl ist die Neigung zu lokaler Verformung stärker ausgeprägt, insbesondere bei der Bearbeitung dünnwandiger Teile, langer Wellenteile und hochpräziser Passungsteile.
Daher wird die Oberflächenqualität bei der professionellen Bearbeitung von kohlenstoffarmem Stahl typischerweise durch folgende Methoden verbessert:
- Den Schnittzugabewert angemessen kontrollieren.
- Verwenden Sie scharfe Werkzeuge für die Präzisionsbearbeitung.
- Reduzieren Sie die Endfördermenge
- Optimierung der Klemmmethode
- Verwendet ein stabiles Kühlsystem
Bei Bauteilen aus kohlenstoffarmem Stahl, die einer Oberflächenbehandlung wie Verzinken, Pulverbeschichten oder Brünieren bedürfen, ist eine stabile Oberflächenrauheit besonders wichtig, da sie sich direkt auf die Haftung der endgültigen Beschichtung auswirkt.
Deformationsproblem
Obwohl kohlenstoffarmer Stahl nicht so schwer zu verarbeiten ist wie hochfester Stahl, macht ihn seine geringere Festigkeit anfälliger für Verformungen durch Schnitt- und Klemmkräfte während der Bearbeitung.
Diese Situation tritt üblicherweise dann ein, wenn:
- Dünnwandige Teile
- Lange Schaftteile
- Großformatiges Blech
- Verarbeitung mit hoher Abtragsrate
Wird der Bearbeitungsprozess nicht ordnungsgemäß gesteuert, können selbst bei einer hochpräzisen Werkzeugmaschine am Endprodukt folgende Mängel auftreten:
- Abweichung von der Ebenheit
- Koaxialität ist instabil
- Abmessungen außerhalb der Toleranz
- Montagekonflikt
Darüber hinaus neigt kohlenstoffarmer Stahl mit der Zeit auch zu einer gewissen Alterung.
Nach der Bearbeitung einiger Teile bauen sich die inneren Spannungen mit der Zeit ab, was zu einer langsamen Maßänderung führt. Deshalb erfordert die Fertigung hochpräziser Teile aus kohlenstoffarmem Stahl in der Regel eine sorgfältige Planung.
- Grobbearbeitung
- Halbfertige
- Stressabbau
- Abschluss
Vollständiger Prozessablauf usw.
Für komplexe Bauteile aus kohlenstoffarmem Stahl verwenden wir üblicherweise:
- Phasenweise Verarbeitung
- Klemmposition optimieren
- Verringern Sie die pro Schnittvorgang abgetragene Materialmenge.
- Prozesstemperatur kontrollieren
Um das Risiko von Verformungen zu verringern.
Bei Zhuohua Hardware bieten wir seit Langem CNC-Bearbeitungsdienstleistungen für kohlenstoffarme Stähle für Kunden aus dem Maschinenbau, der Automatisierungstechnik und der Industrie an. Bei hochpräzisen Bauteilen aus kohlenstoffarmem Stahl konzentrieren wir uns nicht nur auf die eigentliche Bearbeitung, sondern gewährleisten durch umfassende Kontrolle Materialstabilität, Prozessabläufe und Chargenkonsistenz eine zuverlässige Funktion bei der Endmontage und im Einsatz für unsere Kunden.

CNC-Bearbeitungsverfahren für kohlenstoffarmen Stahl
Die CNC-Bearbeitung von kohlenstoffarmem Stahl umfasst typischerweise CNC-Drehen, CNC-Fräsen, Bohren, Gewindeschneiden und einige Nachbearbeitungsprozesse. Unterschiedliche Bauteilstrukturen erfordern unterschiedliche Bearbeitungsverfahren, und ein sinnvoller Bearbeitungsablauf beeinflusst nicht nur die Bearbeitungseffizienz, sondern bestimmt auch direkt die Qualität des Endprodukts.
Für professionelle Anbieter von CNC-Bearbeitungsdienstleistungen für kohlenstoffarme Stähle liegt der Fokus des Bearbeitungsprozesses nicht auf einem einzelnen Prozess, sondern darauf, wie ein Gleichgewicht zwischen Präzision, Bearbeitungseffizienz und Kosten erreicht werden kann.
CNC-Drehen
CNC-Drehen von kohlenstoffarmem Stahl wird hauptsächlich für die Bearbeitung eingesetzt:
- Wellenartige Teile
- Gewindeteile
- Hülsenartige Teile
- Zylindrische Strukturbauteile
Da kohlenstoffarmer Stahl einen relativ geringen Schnittwiderstand aufweist, ist seine Drehleistung in der Regel hoch, wodurch er sich sehr gut für die Serienfertigung in mittleren bis großen Stückzahlen eignet.
Beim Hochgeschwindigkeitsdrehen neigt niedriggekohlter Stahl jedoch auch zur Bildung langer, kontinuierlicher Späne und Aufbauschneiden. Bei ungeeigneter Werkzeugwahl kann dies leicht zu folgenden Problemen führen:
- Die Oberflächenrauheit nimmt ab
- Größeninstabilität
- Vermehrte Grate
Daher werden beim Drehen von kohlenstoffarmem Stahl typischerweise folgende Verfahren angewendet:
- Hochscharfe Messer
- Optimales Spanbrecherdesign
- Stabilisiertes Kühlsystem
- Optimierung der Schnittparameter
Zur Verbesserung der Verarbeitungsstabilität.
Bei hochpräzisen Wellenteilen kontrollieren Verfahrenstechniker typischerweise auch:
- Koaxialität
- Rundheit
- Oberflächenrauheit
- Fadenkonsistenz
Um die Genauigkeit der nachfolgenden Montage zu gewährleisten.
Bei Zhuohua Hardware verfügen wir über ausgereifte CNC-Drehanlagen, mit denen wir Teile aus kohlenstoffarmem Stahl mit einem maximalen Durchmesser von 431 mm und einer Länge von 990 mm bearbeiten können und die alles von der schnellen Prototypenfertigung bis zur Massenproduktion unterstützen.
CNC-Fräsen
Die CNC-Fräsbearbeitung von kohlenstoffarmem Stahl eignet sich besser für die Bearbeitung komplexer Strukturbauteile, facettenreicher Teile und asymmetrischer Teile.
Im Vergleich zum Drehen kann das Fräsen Folgendes erreichen:
- Planarbearbeitung
- Nutbearbeitung
- Kavitätenbearbeitung
- Vielschichtige Verarbeitung
- Verarbeitung komplexer Konturen
Beim Fräsen von kohlenstoffarmem Stahl ist die Bearbeitungsstabilität oft wichtiger als die Schnittschwierigkeit.
Da kohlenstoffarmer Stahl relativ weich ist, neigt er bei mangelnder Steifigkeit des Schneidwerkzeugs oder unzureichender stabiler Einspannung zu Problemen wie Vibrationsspuren und Oberflächenkratzern.
Daher konzentriert sich die spezialisierte Vermahlung von kohlenstoffarmem Stahl typischerweise auf die Optimierung:
- Werkzeugweg
- Spindeldrehzahl
- Vorschubgeschwindigkeit
- Schnitttiefe
Bei komplexen Bauteilen kann die mehrachsige CNC-Bearbeitung zudem wiederholtes Spannen effektiv reduzieren und dadurch die Maßgenauigkeit verbessern.
In realen Industrieprojekten findet das Fräsen von kohlenstoffarmem Stahl breite Anwendung in folgenden Bereichen:
- Teile von automatisierten Anlagen
- Industrielle Unterstützung
- Mechanische Strukturbauteile
- Werkzeuge und Vorrichtungen
- Gehäusekomponenten
Zhuohua Hardware unterstützt 3-Achs-, 3+2-Achs- und 5-Achs-CNC-Fräsen und ermöglicht so die Bearbeitung verschiedener Strukturbauteile aus kohlenstoffarmem Stahl und erfüllt die Fertigungsanforderungen von hochpräzisen Industrieteilen.
Bohren und Gewindeschneiden
Bohren und Gewindeschneiden sind sehr gängige Verfahren bei der CNC-Bearbeitung von kohlenstoffarmem Stahl, aber sie gehören auch zu den Schritten, die am ehesten die Chargenkonsistenz beeinflussen.
Aufgrund der hohen Plastizität von kohlenstoffarmem Stahl treten beim Bohren häufig folgende Probleme auf:
- Schlechte Schuppenentfernung
- Grate an der Lochwand
- Bohrerversatz
- Blendenschwankung
Insbesondere bei der Bearbeitung tiefer Löcher oder kleiner Löcher sind die Anforderungen an die Schnittparameter und Kühlmethoden noch höher.
Während des Gewindeschneidvorgangs kann eine unsachgemäße Steuerung der Drehzahl, des Vorschubs oder der Schmierung leicht zu Folgendem führen:
- Instabile Gewindegenauigkeit
- Beschleunigter Gewindeverschleiß
- Fadenbruch
- Rauhe Gewindeoberfläche
Daher wird die professionelle CNC-Bearbeitung von kohlenstoffarmem Stahl üblicherweise mit Folgendem kombiniert:
- Hochpräzisionsvorrichtungen
- Automatisches Klopfprogramm
- Kühlflüssigkeit
- Online-Tests
Zur Verbesserung der Stabilität der Gewindeverarbeitung.
Bei industriellen Bauteilen, die eine Massenmontage erfordern, sind eine gleichbleibende Lochgenauigkeit und Gewindekonsistenz von entscheidender Bedeutung, da sie sich direkt auf die Effizienz der Endproduktmontage auswirken.
Bei Serienfertigungsprojekten optimiert Zhuohua Hardware die Bohr- und Gewindeschneidprozesse auf Basis der Eigenschaften verschiedener kohlenstoffarmer Stahlwerkstoffe, um sicherzustellen, dass komplexe Teile während der Serienfertigung eine gleichbleibende Qualität aufweisen.
Wie kann ein professioneller Anbieter von CNC-Bearbeitungsdienstleistungen für kohlenstoffarmen Stahl die Qualität garantieren?
Bei der CNC-Bearbeitung von kohlenstoffarmem Stahl wird die Qualität der Teile nicht allein durch die Präzision der Werkzeugmaschine bestimmt. Viele Teile aus kohlenstoffarmem Stahl weisen im Prototypenstadium gute Ergebnisse auf, zeigen aber nach der Serienfertigung häufig folgende Probleme:
- Größenschwankung
- Vermehrte Grate
- Instabile Oberflächenrauheit
- Montageabweichung
- Verringerte Chargenkonsistenz
Professionelle Anbieter von CNC-Bearbeitungsdienstleistungen für kohlenstoffarme Stähle etablieren daher in der Regel ein umfassendes Qualitätskontrollsystem, das mehrere Dimensionen umfasst, darunter Materialien, Prozesse, Ausrüstung, Prüfung und Produktionsmanagement.
Insbesondere bei der Herstellung von hochpräzisen mechanischen Teilen und in Serie gefertigten Industrieteilen ist die Stabilität oft wichtiger als die Präzision eines einzelnen Teils.
Prozesserfahrung
Die Bearbeitung von kohlenstoffarmem Stahl ist zwar nicht so schwierig wie die Bearbeitung von Titanlegierungen oder Hochtemperaturlegierungen, erfordert aber eine extrem hohe Prozessstabilität. Zum Beispiel:
- Ungeeignete Schnittparameter können leicht zu Aufbauschneiden führen.
- Eine instabile Spanabfuhr kann die Oberflächenqualität beeinträchtigen.
- Unsachgemäße Klemmung kann leicht zu Verformungen führen.
- Der Werkzeugverschleiß hat einen direkten Einfluss auf die Maßgenauigkeit.
Diese Probleme lassen sich in der Regel nicht allein durch die Ausrüstung lösen, sondern erfordern vielmehr praktische Verarbeitungserfahrung.
Etablierte Anbieter von CNC-Bearbeitung für niedriggekohlten Stahl stützen ihre Entscheidungen typischerweise auf folgende Kriterien:
- Materialqualität
- Komponentenstruktur
- Toleranzanforderungen
- Losgröße
- Nachbearbeitung
Entwickeln Sie entsprechende Verarbeitungspläne.
Beispielsweise planen Verfahrenstechniker bei der Präzisionsbearbeitung von kohlenstoffarmem Stahl typischerweise im Voraus:
- Schruppbearbeitungszugabe
- Zielweg
- Werkzeuglebenszyklus
- Kühllösung
- Entgratungsprozess
Um Qualitätsschwankungen in der Massenproduktion zu reduzieren.
Bei Zhuohua Hardware bieten wir seit Langem CNC-Bearbeitungsdienstleistungen für kohlenstoffarme Stähle für Kunden aus den Bereichen Industrieanlagenbau , Roboterautomation und Automobilindustrie an . Dank unserer umfassenden praktischen Projekterfahrung sind wir in der Lage, Bearbeitungsprozesse auf Basis der Eigenschaften verschiedener kohlenstoffarmer Stähle zu optimieren und so ein optimales Verhältnis zwischen Effizienz und Qualität zu erzielen.

Testprozess
Bei der hochpräzisen CNC-Bearbeitung von kohlenstoffarmem Stahl ist die alleinige Stichprobenprüfung in der Regel unzureichend. Professionelle Bearbeitungsbetriebe setzen daher typischerweise ein umfassendes Prozesskontrollsystem ein, um das Risiko von Chargenfehlern zu minimieren.
Typische Testverfahren umfassen:
- Wareneingangsprüfung
- Erstmusterprüfung (FAI)
- Online-Größenstichprobenprüfung
- Abschließende Vollinspektion oder Stichprobeninspektion
- Nachprüfung der Sendung
Während der Rohmaterialphase werden typischerweise folgende Kontrollen durchgeführt:
- Chemische Zusammensetzung
- Härte
- Oberflächenbeschaffenheit
- Materialkonsistenz
Um zu verhindern, dass instabile Stoffe in den Produktionsprozess gelangen.
Während der Verarbeitungsphase werden folgende Verfahren angewendet:
- Bremssättel
- Mikrometer
- Höhenregelung
- Gewindelehre
- Koordinatenmessgerät (KMG)
Echtzeitüberwachung kritischer Abmessungen.
Bei hochpräzisen Bauteilen aus kohlenstoffarmem Stahl überwachen viele Zulieferer auch den Bearbeitungsprozess:
- Werkzeugverschleiß
- Temperaturänderung
- Stabilität der Werkzeugmaschine
- Kühlmittelstatus
Um sicherzustellen, dass die Verarbeitungsgenauigkeit konstant bleibt.
Bei Zhuohua Hardware unterstützen wir eine Vielzahl von Prüfberichten und Qualitätsdokumenten und stellen durch standardisierte Prüfverfahren sicher, dass die Teile aus kohlenstoffarmem Stahl den Zeichnungsanforderungen des Kunden entsprechen.
Chargenkonsistenz
Bei OEM-Industrieteilprojekten besteht die eigentliche Herausforderung in der Regel nicht darin, „ein qualifiziertes Muster herzustellen“, sondern vielmehr darin, die gleiche Qualität über einen langen Zeitraum hinweg konstant zu reproduzieren.
Insbesondere bei der Chargenverarbeitung von kohlenstoffarmem Stahl können bei instabiler Prozesssteuerung leicht Probleme zwischen verschiedenen Chargen auftreten:
- Größenabweichung
- Oberflächenunterschiede
- Abweichung der Lochposition
- Ungleichmäßige Fadenspannung
Diese Probleme werden sich letztendlich auf die Effizienz der Kundenmontage und die Zuverlässigkeit der Produkte auswirken.
Daher etablieren professionelle CNC-Bearbeitungsbetriebe für kohlenstoffarmen Stahl typischerweise einen vollständigen Produktionskontrollmechanismus, der Folgendes umfasst:
- Standardisierte Verarbeitungsverfahren
- Standzeitmanagement für feste Werkzeuge
- Standardisierung von Werkzeugen und Vorrichtungen
- Aufzeichnungen zum Produktionsprozess
- End-to-End-Rückverfolgbarkeitssystem
Gleichzeitig kontrolliert die Verarbeitungswerkstatt üblicherweise auch:
- Temperatur
- Luftfeuchtigkeit
- Stabilität des Kühlsystems
Um den Einfluss von Umweltveränderungen auf die Bearbeitungsgenauigkeit zu verringern.
Eine stabile Lieferkette ist auch bei Projekten zur Massenproduktion von gleicher Bedeutung.
Zhuohua Hardware verfügt über ausgereifte CNC-Bearbeitungskapazitäten und ein langfristig stabiles Materialversorgungssystem. Damit deckt das Unternehmen alles ab – von der schnellen Prototypenfertigung bis zur Serienproduktion von Bauteilen aus kohlenstoffarmem Stahl. Dank standardisierter Prozessabläufe und strenger Qualitätskontrollen helfen wir unseren Kunden, die Risiken der Massenproduktion zu minimieren und eine gleichbleibende Produktqualität langfristig zu gewährleisten.