Edelstahl ist einer der gebräuchlichsten Konstruktionswerkstoffe in der modernen Fertigung und findet breite Anwendung in der Medizintechnik, bei Lebensmittelmaschinen, in der Automatisierungstechnik, in der Luft- und Raumfahrt sowie im Maschinenbau.
Für viele Hersteller ist Edelstahl jedoch auch eines der Materialien, die am anfälligsten für Schnitte, Überhitzung und Verarbeitungsprobleme sind.
Im Vergleich zu Aluminiumlegierungen weist Edelstahl eine höhere Festigkeit, eine geringere Wärmeleitfähigkeit und ausgeprägtere Kaltverfestigungseigenschaften auf, was bedeutet:
- Werkzeuge verschleißen schneller
- Es ist schwieriger, Wärme abzuleiten.
- Die Oberflächenqualität ist schwieriger zu stabilisieren.
- Empfindlicher gegenüber Verarbeitungsparametern
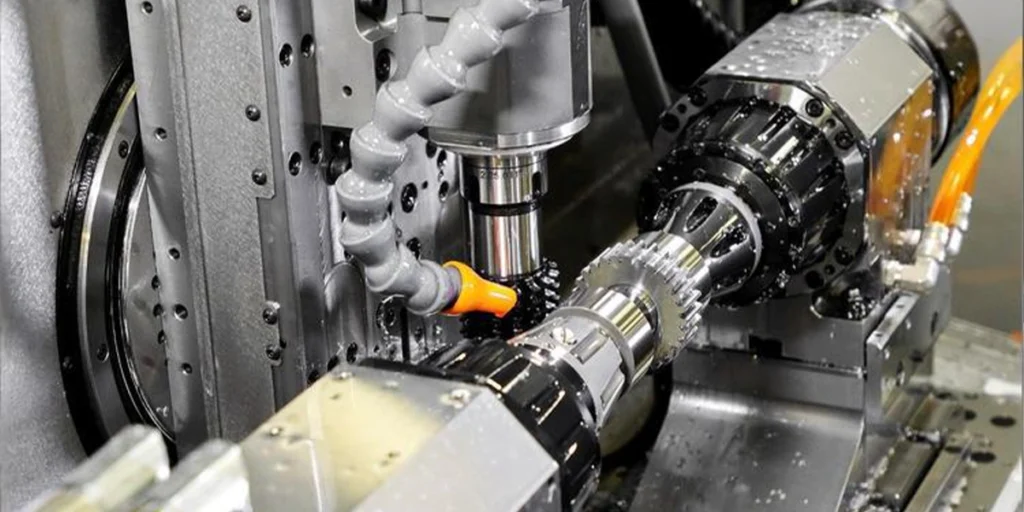
Daher hängt das erfolgreiche Fräsen von Edelstahl nicht nur von der Ausrüstung ab, sondern auch von der Prozesserfahrung, der Werkzeugstrategie und einer stabilen Bearbeitungssteuerung.
CNC-Bearbeitungsdienstleistungen für Edelstahl für Kunden weltweit, einschließlich Werkstoffe wie 304, 316, 303, 17-4PH und 416, Unterstützung der 3- und 5-Achs-Präzisionsbearbeitung, geeignet für eine Vielzahl von Projekten vom Rapid Prototyping bis zur Massenproduktion.
Warum ist Edelstahl so schwer zu verarbeiten?
Erhebliche Arbeitsverhärtung
Eines der typischsten Probleme von Edelstahl ist seine Neigung zur Kaltverfestigung.
Vereinfacht gesagt: Wenn das Schneidwerkzeug instabil ist, härtet die Oberfläche des Materials schnell aus, anstatt normal abgetragen zu werden.
Dies wird zu Folgendem führen:
- Die nachfolgenden Schnittschwierigkeiten nehmen zu
- Erhöhter Werkzeugverschleiß
- Die Oberflächenqualität verschlechtert sich
- Instabile Maßgenauigkeit
Dieses Phänomen tritt besonders häufig bei der Verarbeitung von Edelstahl 304 und 316 auf.
Daher erfordert die Edelstahlverarbeitung typischerweise Folgendes:
- Stabiles kontinuierliches Schneiden
- Angemessene Vorschubgeschwindigkeit
- Vermeiden Sie wiederholte Reibung des Schneidwerkzeugs an der Werkstückoberfläche.
Bei unerfahrenen Verarbeitungsbetrieben führt Kaltverfestigung oft direkt zu Werkzeugausbrüchen oder Werkstückausschuss.
Schlechte Wärmeleitfähigkeit
Im Vergleich zu Aluminiumlegierungen weist Edelstahl eine geringere Wärmeleitfähigkeit auf.
Dies bedeutet, dass eine große Menge an Wärme, die während des Schneidprozesses entsteht, nicht schnell vom Werkstück abgeführt werden kann.
Das Endergebnis lautet:
- Die Hitze konzentriert sich an der Spitze der Klinge.
- Die Werkzeugtemperatur steigt schnell an
- Die Werkzeugstandzeit wird deutlich verkürzt
Insbesondere bei der Hochgeschwindigkeitsbearbeitung oder der Bearbeitung tiefer Kavitäten kann eine unzureichende Kühlung leicht zu folgenden Problemen führen:
- Shaodao
- Verfärbung des Werkstücks
- Raue Oberfläche
- Größenabweichung
Daher stellt die Bearbeitung von Edelstahl höhere Anforderungen an Kühlmittel, Schnittparameter und Werkzeugbeschichtung.
Hohe Materialfestigkeit
Edelstahl zeichnet sich typischerweise durch hohe mechanische Festigkeit und Zähigkeit aus.
Dies führt zwar zu einer besseren Haltbarkeit, bedeutet aber auch:
- Höherer Schnittwiderstand
- Höhere Spindelbelastung
- Anfälliger für Vibrationen
Das Problem der Schwingungen macht sich besonders bei der Bearbeitung dünnwandiger Teile oder langer, überhängender Strukturen bemerkbar.
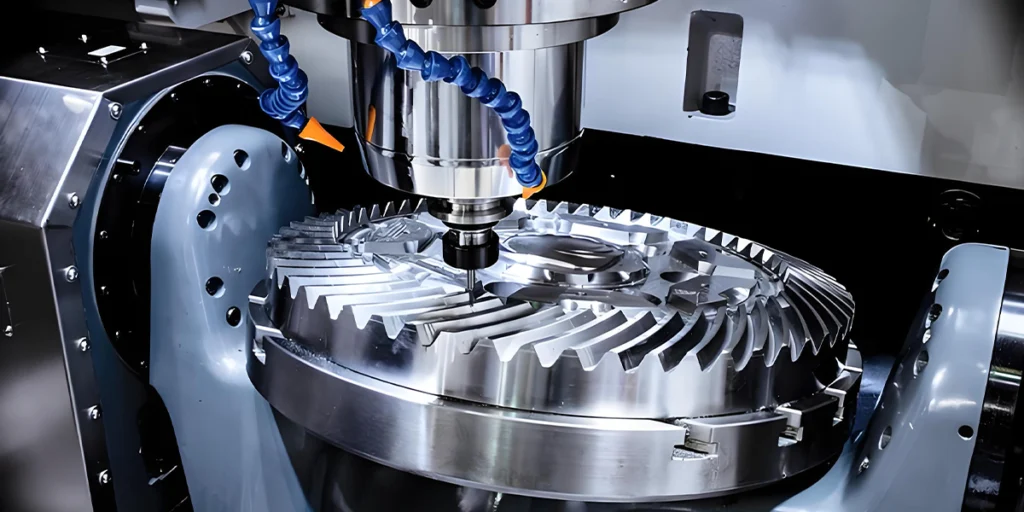
Deshalb erfordert die hochpräzise Bearbeitung von Edelstahl typischerweise Folgendes:
- Stabilere Ausrüstung
- Klemmen mit höherer Steifigkeit
- Optimierte Werkzeugwege
Bei Zhuohua Hardware optimieren wir Werkzeugwege und Spannsysteme auf Basis verschiedener Edelstahlmaterialien und Bauteilstrukturen, um Vibrationsrisiken zu reduzieren und die Bearbeitungsstabilität zu verbessern.
Das Werkzeug verschleißt schneller.
Elemente wie Nickel und Chrom im Edelstahl können den Verschleiß von Schneidwerkzeugen erheblich erhöhen.
Insbesondere in folgenden Situationen:
- Hochgeschwindigkeitsbearbeitung
- Langzeit-kontinuierliche Verarbeitung
- Bearbeitung tiefer Kavitäten
- Bearbeitung mit Schneidwerkzeugen mit kleinem Durchmesser
Wird das falsche Schneidwerkzeug gewählt, können leicht folgende Probleme auftreten:
- Abgebrochene Ecken des Schneidwerkzeugs
- Schneidkantenstumpfung
- Oberflächenriss
- Vermehrte Grate
Daher ist die Edelstahlverarbeitung nicht nur eine Frage der Leistungsfähigkeit der Anlagen, sondern auch eine Frage der Prozesserfahrung.
Bei Zulieferern mit langjähriger Erfahrung in der Verarbeitung von Edelstahlteilen ist in der Regel ein ausgereiftes System etabliert:
- Werkzeuglebensdauerdatenbank
- Erfahrung mit Parameteroptimierung
- Verarbeitungsstabilitätsstandards
Dies ist auch einer der Hauptunterschiede zwischen professionellen CNC-Bearbeitungsanlagen für Edelstahl und herkömmlichen Bearbeitungsanlagen.
Tipps zur Messerauswahl
Hartmetall-Schneidwerkzeuge werden bevorzugt.
Bei der Bearbeitung von Edelstahl sind Hartmetallwerkzeuge derzeit die gängigste Wahl.
Im Vergleich zu Schneidwerkzeugen aus Schnellarbeitsstahl weisen Hartmetallwerkzeuge folgende Vorteile auf:
- Höhere Härte
- Verbesserte Hitzebeständigkeit
- Stabilere Schneidleistung
- Längere Werkzeuglebensdauer
Insbesondere bei der Bearbeitung von Edelstahl 304 und 316 können Hartmetallwerkzeuge den Werkzeugverschleiß und die Probleme der Kaltverfestigung deutlich reduzieren.
Bei der Bearbeitung hochpräziser Teile stützen wir unsere Entscheidungen in der Regel auf Folgendes:
- Komponentenstruktur
- Materialqualität
- Verarbeitungstiefe
- Anforderungen an die Oberflächenrauheit
Wählen Sie verschiedene Werkzeuggeometrien.
Die Werkzeugbeschichtung ist von entscheidender Bedeutung.
Bei der Bearbeitung von Edelstahl konzentriert sich eine große Wärmemenge im Schnittbereich. Daher beeinflusst die Werkzeugbeschichtung nicht nur die Werkzeugstandzeit, sondern wirkt sich auch direkt auf die Bearbeitungsstabilität aus.
Gängige Beschichtungen sind:
- TiAlN-Beschichtung: geeignet für Hochgeschwindigkeitsschnitte und Hochtemperaturumgebungen.
- AlTiN-Beschichtung: Verbesserte Hitzebeständigkeit, geeignet für die kontinuierliche Verarbeitung.
- DLC-Beschichtung: Geeignet für Teile mit hohen Anforderungen an die Oberflächenqualität.
Die richtige Werkzeugbeschichtung kann helfen:
- Reibung verringern
- Verkleinert Myome
- Verbesserung der Oberflächenqualität
- Werkzeuglebensdauer verlängern
Bei Schneidwerkzeugen ist Steifigkeit wichtiger als Schärfe.
Viele glauben, dass für die Bearbeitung von Edelstahl „extrem scharfe“ Werkzeuge erforderlich sind, doch in Wirklichkeit ist bei den meisten Bearbeitungen von Edelstahl die Werkzeugsteifigkeit oft wichtiger als extreme Schärfe.
Der Grund dafür ist, dass Edelstahl eine relativ hohe Schnittkraft aufweist, und wenn die Werkzeugsteifigkeit nicht ausreicht, kann es zu folgenden Problemen kommen:
- Vibrationsmesser
- Gebrochene Klinge
- Größeninstabilität
Insbesondere bei der Bearbeitung mit langen Werkzeugen oder bei der Bearbeitung tiefer Kavitäten ist Folgendes erforderlich:
- Verkürzen Sie die Klingenverlängerungslänge
- Verbesserung der Werkzeughalterstabilität
- Reduzierung der Bearbeitungsschwingungen
Unterschiedliche Prozesse erfordern unterschiedliche Werkzeugstrategien.
Die Wahl der Schneidwerkzeuge für die Schrupp- und die Feinbearbeitung ist in der Regel völlig unterschiedlich.
Vorrauen:
- Spanabnahmekapazität
- Entfernungseffizienz
- Werkzeugstärke
Abschluss:
- Oberflächenqualität
- Dimensionsstabilität
- Kontrolle kleiner Schnittmengen
In der realen Fertigung verwenden wir üblicherweise nicht für alle Bearbeitungsschritte dasselbe Werkzeug. Insbesondere bei der Herstellung hochpräziser Edelstahlteile kann eine sinnvolle Arbeitsteilung beim Werkzeugeinsatz die Bearbeitungsstabilität und die Ausbeute deutlich verbessern.
Steuerung der Drehzahl (U/min) und des Vorschubs
Warum die Parametersteuerung so wichtig ist
Bei der Bearbeitung von Edelstahl sind die Schnittparameter oft wichtiger als die Maschinen selbst.
Viele Verarbeitungsprobleme, wie zum Beispiel:
- Kurze Werkzeuglebensdauer
- Raue Oberfläche
- Werkstückerwärmung
- Schwere Grate
- Größeninstabilität
Im Wesentlichen hängen sie alle mit unzulässigen Einstellungen der Drehzahl (U/min) und der Vorschubgeschwindigkeit zusammen.
Da Edelstahl zur Kaltverfestigung neigt, muss beim Bearbeiten ein stabiler Schneidprozess aufrechterhalten werden, anstatt dass das Werkzeug an der Materialoberfläche „reibt“.
Bei Edelstahl 304 und 316 führt eine zu hohe Drehzahl und ein zu geringer Vorschub zwar dazu, dass das Schneidwerkzeug scheinbar leichter schneidet, tatsächlich aber schnell Wärme erzeugt und eine Kaltverfestigung verursacht, was letztendlich den Werkzeugverschleiß erhöht.
Höhere Drehzahl ist nicht unbedingt besser.
Viele Kunden glauben, dass Hochgeschwindigkeitsbearbeitung zwangsläufig effizienter ist, aber bei der Bearbeitung von Edelstahl bedeutet hohe Geschwindigkeit oft höhere Temperatur.
Insbesondere in:
- Bearbeitung tiefer Kavitäten
- Kleinwerkzeugbearbeitung
- Langzeit-kontinuierliche Verarbeitung
Kann die Wärme nicht rechtzeitig abgeführt werden, kann Folgendes eintreten:
- Werkzeugausbrennen
- Die Oberfläche hat einen bläulichen Schimmer.
- Thermische Verformung des Werkstücks
- Schnelle Werkzeugabstumpfung
Deshalb wird bei der Edelstahlverarbeitung in der Regel Wert auf Stabilität gelegt, anstatt einfach nur hohe Geschwindigkeiten zu erzielen.
Professionelle Verarbeitungsanlagen basieren ihre Betriebsabläufe in der Regel auf Folgendem:
- Materialqualität
- Werkzeugdurchmesser
- Schnitttiefe
- Werkzeugbeschichtung
Parameter dynamisch anpassen, anstatt feste Standards zu verwenden.
Eine zu niedrige Vorschubgeschwindigkeit ist tatsächlich gefährlicher.
Dies ist das häufigste Problem bei vielen nicht-professionellen Verarbeitungsprozessen.
Viele Anwender reduzieren bewusst die Vorschubgeschwindigkeit, um das Schneidwerkzeug zu „schonen“, aber in Wirklichkeit ist Edelstahl anfälliger für Beschädigungen durch „leichtes Schneiden“.
Dies liegt daran, dass bei unzureichender Schnittdicke das Werkzeug eher an der Materialoberfläche reibt, als das Material effektiv zu schneiden.
Das Ergebnis lautet:
- Stärkere Arbeitsverhärtung
- Wärme sammelt sich schneller an
- Kürzere Werkzeuglebensdauer
Daher ist eine angemessene Schnittlast bei der Bearbeitung von Edelstahl von großer Bedeutung.
Bei Zhuohua Hardware erstellen wir entsprechende Parameterdatenbanken für verschiedene Edelstahlmaterialien und optimieren die Kombination von Schrupp- und Schlichtparametern, um die Bearbeitungseffizienz und Werkzeugstabilität zu verbessern und gleichzeitig die Genauigkeit zu gewährleisten.
Die Parameter für Schruppen und Schlichten sind unterschiedlich.
Beim Schruppen liegt der Fokus typischerweise stärker auf der Materialabtragseffizienz, daher werden folgende Methoden angewendet:
- Größere Schnitttiefe
- Höhere Fütterung
- Stabilere Spanabfuhr
Die Endphase konzentriert sich stärker auf:
- Oberflächenrauheit
- Maßgenauigkeit
- Kantenqualität
Daher werden die Parameter konservativer sein.
Bei hochpräzisen Edelstahlteilen trennen wir üblicherweise die Schrupp- und Schlichtprozesse vollständig, um thermische Verformungen zu reduzieren und die Maßgenauigkeit zu verbessern.

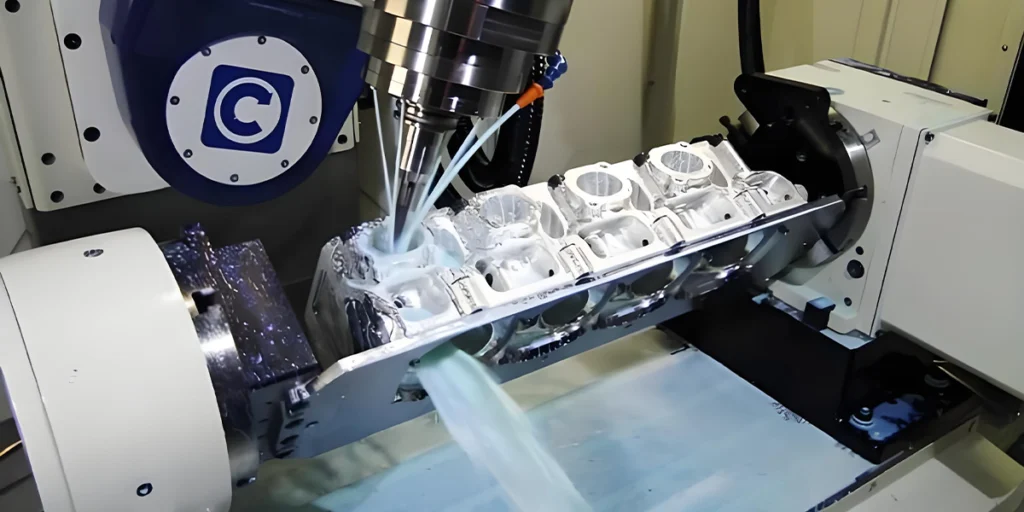
Die Bedeutung des Kühlmittels
Die Edelstahlverarbeitung ist stark von der Kühlung abhängig.
Da Edelstahl eine geringe Wärmeleitfähigkeit besitzt, konzentriert sich eine große Wärmemenge im Bereich der Schneidspitze, weshalb die Rolle des Kühlmittels bei der Bearbeitung von entscheidender Bedeutung ist.
Kühlmittel dient nicht nur der Kühlung, sondern ist noch wichtiger:
- Reibung verringern
- Verbessert die Schuppenentfernung
- Verkleinert Myome
- Verbesserung der Oberflächenqualität
- Werkzeuglebensdauer verlängern
Insbesondere bei der Bearbeitung von Edelstahl 316 kann eine unzureichende Kühlung die Werkzeugstandzeit erheblich verkürzen.
Die Kühlmethode beeinflusst die Verarbeitungsstabilität
Unterschiedliche Verarbeitungsszenarien erfordern typischerweise unterschiedliche Kühlstrategien.
Standardmäßige externe Kühlung
- Konventionelle Konturverarbeitung
- Verarbeitung im Freien
Es ist kostengünstiger, aber der Kühleffekt im tiefen Hohlraumbereich ist begrenzt.
Hochdruckkühlung
- Tieflochbearbeitung
- Bearbeitung tiefer Kavitäten
- Hochgeschwindigkeitsbearbeitung
Es kann Wärme und Späne effektiver abführen.
Interne Kühlwerkzeuge
Es wird immer häufiger bei der hochpräzisen Bearbeitung von Edelstahl eingesetzt.
Insbesondere bei der Bearbeitung kleiner und tiefer Löcher kann die Innenkühlung die Stabilität deutlich verbessern.
Welche Probleme können durch unzureichende Kühlung entstehen?
Häufige Probleme, die durch unzureichenden Kühlmittelfluss oder falsche Sprühpositionierung verursacht werden, sind:
- Oberflächenverbrennungen
- Verfärbung des Werkstücks
- Werkzeugbruch
- Verstopfung durch Späne
- Größenabweichung
Bei komplexen Edelstahlbauteilen wirken sich diese Probleme direkt auf die Ausbeute aus.
Daher optimieren etablierte Anbieter von Edelstahlverarbeitungsdienstleistungen typischerweise auf unterschiedliche Materialien und Prozesse:
- Kühlmittelart
- Konzentrationsverhältnis
- Jetrichtung
- Durchflusssteuerung
Anstatt einfach eine einheitliche Lösung zu verwenden.

Wie man den Werkzeugverschleiß reduziert
Werkzeugverschleiß lässt sich nicht gänzlich vermeiden.
Bei der Edelstahlverarbeitung ist Werkzeugverschleiß ein normales Phänomen. Entscheidend ist nicht, den Verschleiß „vollständig zu verhindern“, sondern ihn stabiler und kontrollierbarer zu gestalten.
Wirklich ausgereifte Verarbeitungstechniken beinhalten typischerweise wichtige Kontrollmaßnahmen:
- Werkzeugstandzeitstabilität
- Chargenkonsistenz
- Stabilität der Oberflächenqualität
Unregelmäßiger Werkzeugverschleiß ist oft gefährlicher als normaler Verschleiß.
Stabile Schnittbedingungen aufrechterhalten
Eine der wichtigsten Methoden zur Reduzierung des Werkzeugverschleißes ist die Vermeidung instabiler Schnitte:
- Häufiges, sporadisches Schneiden
- Werkzeugvibration
- Schwankungen der Schnittlast
Beides beschleunigt den Werkzeugverschleiß.
Daher gehen wir in der Praxis üblicherweise wie folgt vor:
- Werkzeugweg optimieren
- Scharfe Kurven vermeiden
- Die Schnitttiefe steuern
- Verbesserung der Stabilität der Vorrichtungen
Um die Schnittwirkung zu verringern.
Die Fähigkeit zur Spanabfuhr ist entscheidend.
Viele Werkzeugausfälle sind eigentlich nicht auf den Schneidprozess selbst zurückzuführen, sondern vielmehr auf Probleme mit den Spanabfuhr.
Wenn die Späne nicht rechtzeitig entfernt werden können, können folgende Probleme auftreten:
- Sekundärschnitt
- Überhitzung des Schneidwerkzeugs
- Oberflächenkratzer
- Abgebrochene Messerkante
Insbesondere bei der Bearbeitung tiefer Kavitäten beeinflusst die Spanabfuhrfähigkeit die Bearbeitungsstabilität direkt.
Daher werden bei der Edelstahlverarbeitung üblicherweise folgende Verfahren angewendet:
- Werkzeuge zum Schneiden von Spannuten mit hoher Kapazität
- Optimierter Werkzeugweg
- Hochdruck-Kühlmittel zur Spanabnahme
Das Werkzeugmanagement bestimmt die Chargenstabilität
Für die Massenproduktion von Edelstahlteilen ist ein Werkzeugmanagementsystem von großer Bedeutung.
Spezialisierte Verarbeitungsanlagen werden üblicherweise wie folgt eingerichtet:
- Werkzeugstandzeitrekord
- Werkzeugwechselstandards
- Parameterdatenbank
- Verarbeitungsüberwachungsmechanismus
Dadurch kann verhindert werden, dass die Qualität der gesamten Produktcharge durch ein einzelnes defektes Werkzeug beeinträchtigt wird.
Bei Zhuohua Hardware verfügen wir über langjährige Erfahrung in der Bearbeitung von Präzisionsbauteilen aus Edelstahl für Projekte in den Bereichen Medizintechnik , Industrieautomation und Roboterautomation . Für unterschiedliche Materialien und Bauteilstrukturen führen wir im Vorfeld DFM-Analysen und Prozessoptimierungen durch, um unseren Kunden zu helfen, Bearbeitungsrisiken und die gesamten Fertigungskosten zu reduzieren und gleichzeitig höchste Präzision zu gewährleisten.