เหล็กกล้าไร้สนิมเป็นหนึ่งในวัสดุทางวิศวกรรมที่พบได้บ่อยที่สุดในการผลิตสมัยใหม่ และมีการใช้งานอย่างแพร่หลายในด้านการแพทย์ อุปกรณ์อาหาร ระบบอัตโนมัติ การบินและอวกาศ และเครื่องจักรกลอุตสาหกรรม
อย่างไรก็ตาม สำหรับผู้ผลิตหลายราย เหล็กกล้าไร้สนิมก็เป็นหนึ่งในวัสดุที่เสี่ยงต่อการตัด การเกิดความร้อนสูงเกินไป และปัญหาในการแปรรูปมากที่สุด
เมื่อเปรียบเทียบกับโลหะผสมอะลูมิเนียม เหล็กกล้าไร้สนิมมีความแข็งแรงสูงกว่า มีค่าการนำความร้อนต่ำกว่า และมีคุณสมบัติการแข็งตัวจากการทำงานที่เด่นชัดกว่า ซึ่งหมายความว่า:
- เครื่องมือสึกหรอเร็วกว่าปกติ
- การระบายความร้อนทำได้ยากขึ้น
- การรักษาระดับคุณภาพพื้นผิวให้คงที่นั้นทำได้ยากกว่า
- มีความไวต่อพารามิเตอร์การประมวลผลมากขึ้น
ดังนั้น การกัดขึ้นรูปสแตนเลสให้ได้ผลดีนั้น ไม่ได้ขึ้นอยู่กับอุปกรณ์เพียงอย่างเดียว แต่ยังขึ้นอยู่กับประสบการณ์ในกระบวนการ กลยุทธ์การเลือกเครื่องมือ และการควบคุมการตัดเฉือนที่เสถียรอีกด้วย
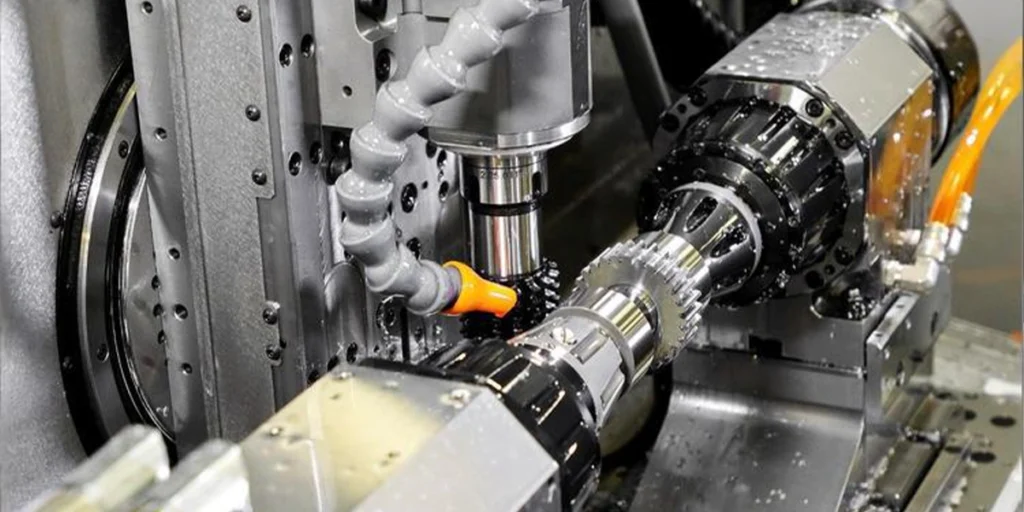
บริการงานกลึง CNC สแตนเลสสำหรับลูกค้าทั่วโลก รวมถึงวัสดุต่างๆ เช่น 304, 316, 303, 17-4PH และ 416 รองรับการกลึงความแม่นยำสูงแบบ 3 แกนและ 5 แกน เหมาะสำหรับโครงการหลากหลาย ตั้งแต่การสร้างต้นแบบอย่างรวดเร็วไปจนถึงการผลิตจำนวนมาก
เหตุใดเหล็กกล้าไร้สนิมจึงแปรรูปได้ยาก?
การแข็งตัวของงานอย่างมีนัยสำคัญ
หนึ่งในปัญหาที่พบได้บ่อยที่สุดของเหล็กกล้าไร้สนิมคือ มันมีแนวโน้มที่จะเกิดการแข็งตัวจากการทำงาน (work hardening)
กล่าวโดยสรุปคือ เมื่อเครื่องมือตัดไม่มั่นคง พื้นผิวของวัสดุจะแข็งตัวอย่างรวดเร็วแทนที่จะถูกกำจัดออกไปตามปกติ
ซึ่งจะนำไปสู่:
- ความยากลำบากในการตัดครั้งต่อๆ ไปจะเพิ่มขึ้น
- การสึกหรอของเครื่องมือเพิ่มขึ้น
- คุณภาพพื้นผิวเสื่อมลง
- ความแม่นยำเชิงมิติไม่คงที่
ปรากฏการณ์นี้พบได้บ่อยเป็นพิเศษในกระบวนการผลิตเหล็กกล้าไร้สนิม 304 และ 316
ดังนั้น โดยทั่วไปแล้ว การแปรรูปเหล็กกล้าไร้สนิมจึงต้องใช้:
- การตัดต่อเนื่องที่เสถียร
- อัตราการป้อนที่เหมาะสม
- หลีกเลี่ยงการเสียดสีซ้ำๆ ระหว่างเครื่องมือตัดกับพื้นผิวชิ้นงาน
สำหรับโรงงานแปรรูปที่ขาดประสบการณ์ การเพิ่มความแข็งของวัสดุจากการทำงานมักนำไปสู่การบิ่นของเครื่องมือหรือเศษชิ้นงานโดยตรง
การนำความร้อนต่ำ
เมื่อเปรียบเทียบกับโลหะผสมอะลูมิเนียมแล้ว เหล็กกล้าไร้สนิมมีค่าการนำความร้อนต่ำกว่า
หมายความว่าความร้อนปริมาณมากที่เกิดขึ้นระหว่างกระบวนการตัดไม่สามารถระบายออกจากชิ้นงานได้อย่างรวดเร็ว
ผลลัพธ์สุดท้ายคือ:
- ความร้อนจะกระจุกตัวอยู่ที่ปลายใบมีด
- อุณหภูมิของเครื่องมือสูงขึ้นอย่างรวดเร็ว
- อายุการใช้งานของเครื่องมือสั้นลงอย่างมาก
โดยเฉพาะอย่างยิ่งในระหว่างการตัดเฉือนด้วยความเร็วสูงหรือการตัดเฉือนโพรงลึก การระบายความร้อนที่ไม่เพียงพออาจนำไปสู่ปัญหาต่อไปนี้ได้ง่าย:
- เชาเตา
- การเปลี่ยนสีของชิ้นงาน
- พื้นผิวหยาบ
- การเปลี่ยนแปลงขนาด
ดังนั้น การตัดเฉือนเหล็กกล้าไร้สนิมจึงต้องการคุณสมบัติที่สูงกว่าในเรื่องของสารหล่อเย็น พารามิเตอร์การตัด และการเคลือบผิวเครื่องมือ
วัสดุที่มีความแข็งแรงสูง
เหล็กกล้าไร้สนิมโดยทั่วไปมีความแข็งแรงเชิงกลและความเหนียวสูง
แม้ว่าผลลัพธ์ที่ได้คือความทนทานที่ดีขึ้น แต่ก็หมายความว่า:
- ความต้านทานการตัดที่สูงขึ้น
- โหลดแกนหมุนที่สูงขึ้น
- ไวต่อการสั่นสะเทือนมากกว่า
ปัญหาการสั่นสะเทือนนั้นเห็นได้ชัดเจนเป็นพิเศษเมื่อทำการกลึงชิ้นส่วนที่มีผนังบางหรือโครงสร้างที่ยื่นยาว
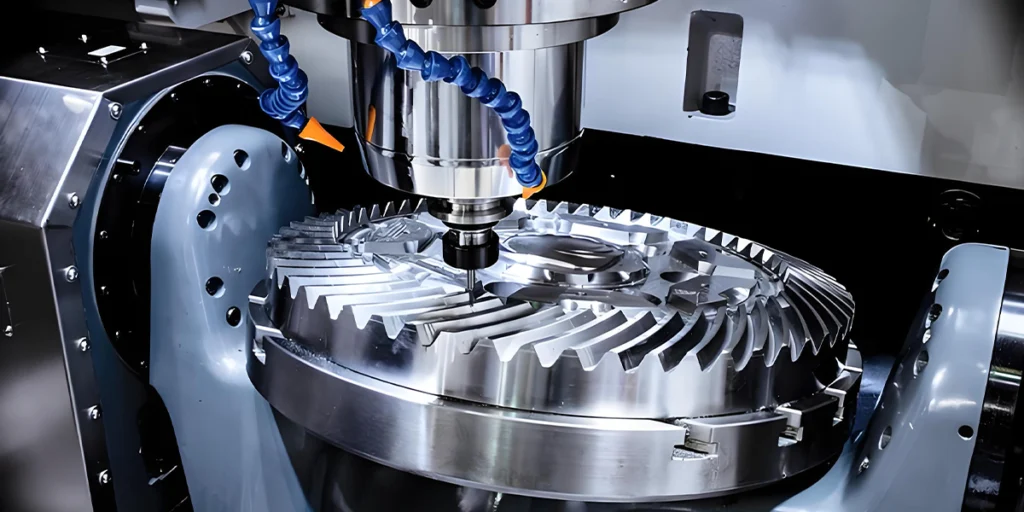
ด้วยเหตุนี้ การกลึงขึ้นรูปสแตนเลสที่มีความแม่นยำสูงจึงมักต้องใช้:
- อุปกรณ์ที่มีเสถียรภาพมากขึ้น
- แคลมป์ที่มีความแข็งแกร่งสูงกว่า
- เส้นทางการเคลื่อนที่ของเครื่องมือที่เหมาะสมยิ่งขึ้น
ที่ Zhuohua Hardware เราปรับแต่งเส้นทางการเคลื่อนที่ของเครื่องมือและระบบจับยึดตามวัสดุสแตนเลสและโครงสร้างชิ้นส่วนที่แตกต่างกัน เพื่อลดความเสี่ยงจากแรงสั่นสะเทือนและเพิ่มเสถียรภาพในการตัดเฉือน
เครื่องมือจะสึกหรอเร็วกว่าปกติ
ธาตุต่างๆ เช่น นิกเกลและโครเมียมในเหล็กกล้าไร้สนิม สามารถเพิ่มอัตราการสึกหรอของเครื่องมือตัดได้อย่างมาก
โดยเฉพาะในสถานการณ์ต่อไปนี้:
- การตัดเฉือนความเร็วสูง
- การประมวลผลต่อเนื่องในระยะยาว
- การกลึงโพรงลึก
- การกลึงด้วยเครื่องมือตัดขนาดเล็ก
หากเลือกเครื่องมือตัดผิดประเภท อาจเกิดปัญหาต่อไปนี้ได้ง่าย:
- มุมของเครื่องมือตัดบิ่น
- คมตัดทื่อลง
- รอยฉีกขาดบนพื้นผิว
- หนามที่เพิ่มขึ้น
ดังนั้น การแปรรูปเหล็กกล้าไร้สนิมจึงไม่ใช่แค่เรื่องของความสามารถของอุปกรณ์เท่านั้น แต่ยังเป็นเรื่องของประสบการณ์ในกระบวนการด้วย
สำหรับซัพพลายเออร์ที่มีประวัติยาวนานในการแปรรูปชิ้นส่วนสแตนเลส มักจะมีระบบการทำงานที่เป็นมาตรฐานอยู่แล้ว:
- ฐานข้อมูลอายุการใช้งานของเครื่องมือ
- ประสบการณ์การปรับแต่งพารามิเตอร์
- มาตรฐานความเสถียรในการประมวลผล
นี่คือหนึ่งในความแตกต่างที่สำคัญระหว่างโรงงานกลึง CNC สแตนเลสระดับมืออาชีพกับโรงงานกลึงทั่วไป
เคล็ดลับการเลือกมีด
เครื่องมือตัดที่ทำจากคาร์ไบด์เป็นที่นิยมมากกว่า
ในงานกลึงสแตนเลส ปัจจุบันเครื่องมือคาร์ไบด์เป็นตัวเลือกที่ได้รับความนิยมมากที่สุด
เมื่อเปรียบเทียบกับเครื่องมือตัดเหล็กความเร็วสูง เครื่องมือตัดคาร์ไบด์ซีเมนต์มีข้อดีดังต่อไปนี้:
- ความแข็งที่สูงขึ้น
- ทนความร้อนได้ดีขึ้น
- ประสิทธิภาพการตัดที่เสถียรยิ่งขึ้น
- อายุการใช้งานของเครื่องมือยาวนานขึ้น
โดยเฉพาะอย่างยิ่งในการกลึงเหล็กกล้าไร้สนิม 304 และ 316 เครื่องมือคาร์ไบด์สามารถลดการสึกหรอของเครื่องมือและปัญหาการแข็งตัวของชิ้นงานได้อย่างมาก
สำหรับงานกลึงชิ้นส่วนที่มีความแม่นยำสูง เรามักจะตัดสินใจโดยพิจารณาจากปัจจัยดังต่อไปนี้:
- โครงสร้างส่วนประกอบ
- เกรดวัสดุ
- ความลึกในการประมวลผล
- ข้อกำหนดเกี่ยวกับความหยาบของพื้นผิว
เลือกรูปทรงเรขาคณิตของเครื่องมือที่แตกต่างกัน
การเคลือบผิวเครื่องมือมีความสำคัญอย่างยิ่ง
ในระหว่างการกลึงสแตนเลส ความร้อนจำนวนมากจะกระจุกตัวอยู่ในบริเวณที่ทำการตัด ดังนั้น การเคลือบผิวเครื่องมือจึงไม่เพียงแต่ส่งผลต่ออายุการใช้งานของเครื่องมือเท่านั้น แต่ยังส่งผลโดยตรงต่อความเสถียรในการกลึงอีกด้วย
สารเคลือบที่ใช้กันทั่วไป ได้แก่:
- การเคลือบ TiAlN: เหมาะสำหรับการตัดด้วยความเร็วสูงและสภาพแวดล้อมที่มีอุณหภูมิสูง
- การเคลือบ AlTiN: ทนความร้อนได้ดีขึ้น เหมาะสำหรับกระบวนการผลิตต่อเนื่อง
- การเคลือบ DLC: เหมาะสำหรับชิ้นส่วนบางประเภทที่ต้องการคุณภาพพื้นผิวสูง
การเคลือบผิวเครื่องมือที่เหมาะสมสามารถช่วยได้ดังนี้:
- ลดแรงเสียดทาน
- ช่วยลดขนาดเนื้องอกมดลูก
- ปรับปรุงคุณภาพพื้นผิว
- ยืดอายุการใช้งานของเครื่องมือ
ความแข็งแรงทนทานมีความสำคัญมากกว่าความคมในเครื่องมือตัด
หลายคนเชื่อว่าการกลึงสแตนเลสต้องใช้เครื่องมือที่ “คมมาก” แต่ในความเป็นจริงแล้ว สำหรับการกลึงสแตนเลสส่วนใหญ่ ความแข็งแรงของเครื่องมือมักมีความสำคัญมากกว่าความคมมากเป็นพิเศษ
สาเหตุเป็นเพราะเหล็กกล้าไร้สนิมมีแรงตัดค่อนข้างสูง และหากความแข็งแรงของเครื่องมือไม่เพียงพอ ก็มีแนวโน้มที่จะเกิดปัญหาดังต่อไปนี้:
- มีดสั่น
- ใบมีดหัก
- ความไม่เสถียรของขนาด
โดยเฉพาะอย่างยิ่งในการกลึงชิ้นงานด้วยเครื่องมือยาวหรือการกลึงชิ้นงานที่มีโพรงลึก จำเป็นต้องมีสิ่งต่อไปนี้:
- ลดความยาวของส่วนต่อขยายใบมีด
- ปรับปรุงความเสถียรของตัวจับยึดเครื่องมือ
- ลดแรงสั่นสะเทือนในการตัดเฉือน
กระบวนการที่แตกต่างกัน จำเป็นต้องใช้กลยุทธ์การเลือกเครื่องมือที่แตกต่างกัน
โดยปกติแล้ว การเลือกใช้เครื่องมือตัดสำหรับงานหยาบและงานละเอียดจะแตกต่างกันอย่างสิ้นเชิง
การขึ้นรูปหยาบ:
- ความสามารถในการถอดชิป
- ประสิทธิภาพการกำจัด
- ความแข็งแรงของเครื่องมือ
การตกแต่งขั้นสุดท้าย:
- คุณภาพพื้นผิว
- ความเสถียรของมิติ
- การควบคุมปริมาณการตัดขนาดเล็ก
ในกระบวนการผลิตจริง เรามักไม่ได้ใช้เครื่องมือเดียวกันในทุกขั้นตอน โดยเฉพาะอย่างยิ่งในการผลิตชิ้นส่วนสแตนเลสที่มีความแม่นยำสูง การแบ่งงานที่เหมาะสมสำหรับการใช้เครื่องมือต่างๆ สามารถช่วยเพิ่มเสถียรภาพและผลผลิตของการผลิตได้อย่างมาก
การควบคุมการตั้งค่าความเร็วรอบ (RPM) และอัตราการป้อน
เหตุใดการควบคุมพารามิเตอร์จึงมีความสำคัญมาก
ในการตัดเฉือนสแตนเลส พารามิเตอร์การตัดมักมีความสำคัญมากกว่าตัวเครื่องมือเองเสียอีก
ปัญหาการประมวลผลหลายอย่าง เช่น:
- อายุการใช้งานของเครื่องมือสั้น
- พื้นผิวหยาบ
- การให้ความร้อนแก่ชิ้นงาน
- หนามแหลมคมมาก
- ความไม่เสถียรของขนาด
โดยพื้นฐานแล้ว ปัญหาเหล่านี้ล้วนเกี่ยวข้องกับการตั้งค่าความเร็วรอบ (RPM) และอัตราการป้อนที่ไม่เหมาะสม
เนื่องจากเหล็กกล้าไร้สนิมมีแนวโน้มที่จะแข็งตัวขึ้นจากการทำงาน จึงต้องรักษาความสม่ำเสมอของกระบวนการตัดในระหว่างการกลึง แทนที่จะปล่อยให้เครื่องมือ “เสียดสี” กับพื้นผิวของวัสดุ
สำหรับเหล็กกล้าไร้สนิม 304 และ 316 หากความเร็วรอบสูงเกินไปและอัตราการป้อนต่ำเกินไป แม้ว่าเครื่องมือตัดอาจดูเหมือนตัดได้เบากว่า แต่ในความเป็นจริงแล้วจะทำให้เกิดความร้อนอย่างรวดเร็วและทำให้เกิดการแข็งตัวของวัสดุ ซึ่งจะทำให้การสึกหรอของเครื่องมือเพิ่มขึ้นในที่สุด
รอบเครื่องยนต์ที่สูงขึ้นไม่ได้หมายความว่าดีกว่าเสมอไป
ลูกค้าหลายรายเชื่อว่าการตัดเฉือนด้วยความเร็วสูงนั้นมีประสิทธิภาพมากกว่าเสมอ แต่ในการตัดเฉือนสแตนเลส ความเร็วสูงมักหมายถึงอุณหภูมิที่สูงขึ้นด้วย
โดยเฉพาะใน:
- การกลึงโพรงลึก
- การประมวลผลเครื่องมือขนาดเล็ก
- การประมวลผลต่อเนื่องในระยะยาว
หากความร้อนไม่สามารถระบายออกได้ทันเวลา อาจเกิดผลดังต่อไปนี้:
- การไหม้ของเครื่องมือ
- พื้นผิวมีสีฟ้าอมเขียว
- การเสียรูปเนื่องจากความร้อนของชิ้นงาน
- การสึกหรอของเครื่องมืออย่างรวดเร็ว
ดังนั้น การแปรรูปเหล็กกล้าไร้สนิมจึงมักเน้นความเสถียรมากกว่าการมุ่งเน้นความเร็วสูงเพียงอย่างเดียว
โรงงานแปรรูประดับมืออาชีพมักดำเนินงานโดยยึดหลักการดังต่อไปนี้:
- เกรดวัสดุ
- เส้นผ่านศูนย์กลางของเครื่องมือ
- ความลึกของการตัด
- การเคลือบเครื่องมือ
ปรับพารามิเตอร์แบบไดนามิก แทนที่จะใช้ค่ามาตรฐานคงที่
อัตราการป้อนที่ต่ำเกินไปนั้นอันตรายกว่าเสียอีก
นี่เป็นปัญหาที่พบได้บ่อยที่สุดในกระบวนการประมวลผลที่ไม่เป็นมืออาชีพหลายๆ กระบวนการ
ผู้ใช้งานหลายคนจงใจลดอัตราการป้อนเพื่อ “ปกป้องเครื่องมือตัด” แต่ในความเป็นจริงแล้ว เหล็กกล้าไร้สนิมนั้นมีความเสี่ยงที่จะเสียหายได้ง่ายกว่าจากการ “ตัดเบาๆ”
เนื่องจากเมื่อความหนาของการตัดไม่เพียงพอ เครื่องมือจะเสียดสีกับพื้นผิววัสดุมากกว่าที่จะตัดวัสดุได้อย่างมีประสิทธิภาพ
ผลลัพธ์คือ:
- การแข็งตัวของงานที่รุนแรงยิ่งขึ้น
- ความร้อนสะสมได้เร็วกว่า
- อายุการใช้งานของเครื่องมือสั้นลง
ดังนั้น แรงตัดที่เหมาะสมจึงมีความสำคัญมากในการตัดเฉือนเหล็กกล้าไร้สนิม
ที่ Zhuohua Hardware เราได้สร้างฐานข้อมูลพารามิเตอร์ที่สอดคล้องกันสำหรับวัสดุสแตนเลสชนิดต่างๆ และปรับการผสมผสานของพารามิเตอร์การกลึงหยาบและการกลึงละเอียดให้เหมาะสม เพื่อเพิ่มประสิทธิภาพการตัดเฉือนและความเสถียรของเครื่องมือ พร้อมทั้งรับประกันความแม่นยำ
พารามิเตอร์สำหรับการกัดหยาบและการกัดละเอียดนั้นแตกต่างกัน
โดยทั่วไปแล้ว ขั้นตอนการกัดหยาบจะเน้นที่ประสิทธิภาพในการกำจัดวัสดุเป็นหลัก ดังนั้นจึงใช้วิธีการดังต่อไปนี้:
- ความลึกในการตัดที่มากขึ้น
- ป้อนอาหารมากขึ้น
- การกำจัดเศษวัสดุที่เสถียรยิ่งขึ้น
ขั้นตอนสุดท้ายจะเน้นไปที่:
- ความหยาบของพื้นผิว
- ความแม่นยำเชิงมิติ
- คุณภาพขอบ
ดังนั้น พารามิเตอร์ต่างๆ จึงจะมีความอนุรักษ์นิยมมากขึ้น
สำหรับชิ้นส่วนสแตนเลสที่มีความแม่นยำสูง เรามักจะแยกกระบวนการขึ้นรูปหยาบและกระบวนการขึ้นรูปละเอียดออกจากกันอย่างสิ้นเชิง เพื่อลดการเสียรูปจากความร้อนและปรับปรุงความสม่ำเสมอของขนาด

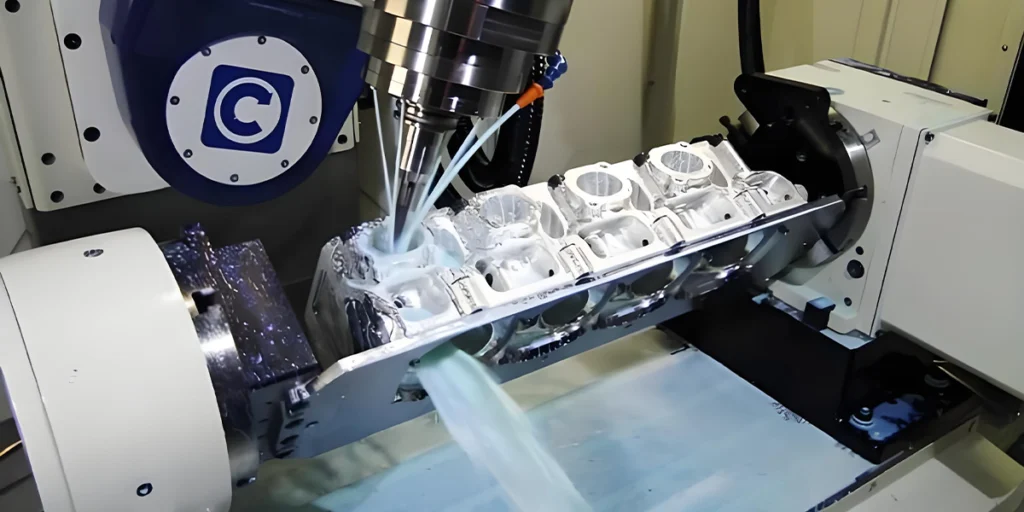
ความสำคัญของสารหล่อเย็น
กระบวนการผลิตเหล็กกล้าไร้สนิมนั้นอาศัยการระบายความร้อนเป็นอย่างมาก
เนื่องจากเหล็กกล้าไร้สนิมมีค่าการนำความร้อนต่ำ ความร้อนจำนวนมากจึงกระจุกตัวอยู่ที่บริเวณปลายคมตัด ดังนั้นบทบาทของสารหล่อเย็นในการตัดเฉือนจึงมีความสำคัญอย่างยิ่ง
น้ำยาหล่อเย็นไม่ได้มีไว้แค่ระบายความร้อนเท่านั้น แต่ที่สำคัญกว่านั้นคือ:
- ลดแรงเสียดทาน
- ช่วยขจัดรังแคได้ดียิ่งขึ้น
- ช่วยลดขนาดเนื้องอกมดลูก
- ปรับปรุงคุณภาพพื้นผิว
- ยืดอายุการใช้งานของเครื่องมือ
โดยเฉพาะอย่างยิ่งในการกลึงเหล็กกล้าไร้สนิม 316 หากการระบายความร้อนไม่เพียงพอ อายุการใช้งานของเครื่องมืออาจลดลงอย่างมาก
วิธีการระบายความร้อนส่งผลต่อความเสถียรของกระบวนการ
สถานการณ์การประมวลผลที่แตกต่างกันมักต้องการกลยุทธ์การระบายความร้อนที่แตกต่างกัน
ระบบระบายความร้อนภายนอกมาตรฐาน
- การประมวลผลเส้นขอบแบบดั้งเดิม
- การดำเนินการในพื้นที่เปิดโล่ง
มีต้นทุนต่ำกว่า แต่ประสิทธิภาพในการระบายความร้อนในบริเวณโพรงลึกมีจำกัด
การระบายความร้อนด้วยแรงดันสูง
- การกลึงรูลึก
- การกลึงโพรงลึก
- การตัดเฉือนความเร็วสูง
สามารถระบายความร้อนและเศษอาหารได้อย่างมีประสิทธิภาพมากขึ้น
เครื่องมือระบายความร้อนภายใน
เทคนิคนี้กำลังเป็นที่นิยมมากขึ้นเรื่อยๆ ในงานกลึงสแตนเลสที่มีความแม่นยำสูง
โดยเฉพาะอย่างยิ่งในการกลึงรูขนาดเล็กและลึก การระบายความร้อนภายในสามารถช่วยเพิ่มเสถียรภาพได้อย่างมาก
การระบายความร้อนไม่เพียงพออาจก่อให้เกิดปัญหาอะไรบ้าง?
ปัญหาทั่วไปที่เกิดจากปริมาณน้ำหล่อเย็นไหลไม่เพียงพอหรือตำแหน่งการฉีดพ่นไม่เหมาะสม ได้แก่:
- แผลไหม้ที่ผิวหนัง
- การเปลี่ยนสีของชิ้นงาน
- เครื่องมือชำรุด
- การอุดตันของชิป
- การเปลี่ยนแปลงขนาด
สำหรับชิ้นส่วนสแตนเลสที่มีโครงสร้างซับซ้อน ปัญหาเหล่านี้ส่งผลกระทบโดยตรงต่ออัตราผลผลิต
ดังนั้น โดยทั่วไปแล้วซัพพลายเออร์แปรรูปสแตนเลสที่ได้รับการยอมรับจึงมักทำการปรับปรุงประสิทธิภาพให้เหมาะสมกับวัสดุและกระบวนการที่แตกต่างกัน:
- ประเภทสารหล่อเย็น
- อัตราส่วนความเข้มข้น
- ทิศทางของเครื่องบินเจ็ต
- การควบคุมการไหล
แทนที่จะใช้โซลูชันแบบเดียวกันทั้งหมด

วิธีลดการสึกหรอของเครื่องมือ
การสึกหรอของเครื่องมือเป็นสิ่งที่หลีกเลี่ยงไม่ได้โดยสิ้นเชิง
ในการแปรรูปเหล็กกล้าไร้สนิม การสึกหรอของเครื่องมือเป็นปรากฏการณ์ปกติ สิ่งสำคัญไม่ใช่การ “ป้องกันการสึกหรออย่างสมบูรณ์” แต่เป็นการทำให้การสึกหรอมีเสถียรภาพและควบคุมได้มากขึ้น
เทคนิคการแปรรูปที่ได้มาตรฐานอย่างแท้จริงมักเกี่ยวข้องกับมาตรการควบคุมที่สำคัญดังต่อไปนี้:
- ความเสถียรของอายุการใช้งานของเครื่องมือ
- ความสม่ำเสมอของชุดการผลิต
- ความเสถียรของคุณภาพพื้นผิว
การสึกหรอของเครื่องมือที่ไม่คงที่มักเป็นอันตรายมากกว่าการสึกหรอตามปกติ
รักษาเสถียรภาพของสภาวะการตัด
หนึ่งในวิธีการที่สำคัญที่สุดในการลดการสึกหรอของเครื่องมือคือการหลีกเลี่ยงการตัดที่ไม่มั่นคง:
- การตัดแบบไม่ต่อเนื่องบ่อยครั้ง
- การสั่นสะเทือนของเครื่องมือ
- การลดความผันผวนของภาระ
ทั้งสองอย่างจะเร่งการสึกหรอของเครื่องมือ
ดังนั้น ในขั้นตอนการประมวลผลจริง เรามักจะทำโดยวิธีดังนี้:
- ปรับเส้นทางการตัดให้เหมาะสม
- ลดการเลี้ยวที่หักมุม
- ควบคุมความลึกของการตัด
- ปรับปรุงความเสถียรของอุปกรณ์ยึด
เพื่อลดแรงกระแทกจากการตัด
ความสามารถในการถอดชิปเป็นสิ่งสำคัญอย่างยิ่ง
ความเสียหายของเครื่องมือจำนวนมากไม่ได้เกิดจากกระบวนการตัดเอง แต่เกิดจากปัญหาเศษวัสดุมากกว่า
หากไม่สามารถนำชิปออกได้ทันเวลา อาจเกิดปัญหาดังต่อไปนี้:
- การตัดขั้นที่สอง
- เครื่องมือตัดร้อนเกินไป
- รอยขีดข่วนบนพื้นผิว
- ขอบมีดบิ่น
โดยเฉพาะอย่างยิ่งในการตัดเฉือนชิ้นงานที่มีโพรงลึก ความสามารถในการกำจัดเศษวัสดุส่งผลโดยตรงต่อเสถียรภาพในการตัดเฉือน
ดังนั้น โดยทั่วไปแล้ว การแปรรูปสแตนเลสจึงมักใช้:
- เครื่องมือตัดร่องเศษขนาดใหญ่
- เส้นทางการตัดที่เหมาะสมยิ่งขึ้น
- อุปกรณ์ช่วยระบายความร้อนแรงดันสูงสำหรับการกำจัดเศษวัสดุ
การจัดการเครื่องมือเป็นตัวกำหนดความเสถียรของชุดงาน
สำหรับการผลิตชิ้นส่วนสแตนเลสจำนวนมาก ระบบการจัดการเครื่องมือมีความสำคัญอย่างยิ่ง
โดยทั่วไปแล้ว โรงงานแปรรูปเฉพาะทางมักจัดตั้งขึ้นดังนี้:
- บันทึกอายุการใช้งานของเครื่องมือ
- มาตรฐานการเปลี่ยนเครื่องมือ
- ฐานข้อมูลพารามิเตอร์
- กลไกการตรวจสอบการประมวลผล
วิธีนี้จะช่วยป้องกันไม่ให้คุณภาพของผลิตภัณฑ์ทั้งล็อตได้รับผลกระทบจากเครื่องมือที่ทำงานผิดพลาดเพียงชิ้นเดียว
ที่ Zhuohua Hardware เรามีประวัติยาวนานในการผลิตชิ้นส่วนสแตนเลสที่มีความแม่นยำสูงสำหรับโครงการต่างๆ ในด้านการแพทย์ระบบอัตโนมัติทางอุตสาหกรรมและระบบอัตโนมัติหุ่นยนต์สำหรับวัสดุและโครงสร้างชิ้นส่วนที่แตกต่างกัน เราจะทำการวิเคราะห์ DFM และการเพิ่มประสิทธิภาพกระบวนการล่วงหน้า เพื่อช่วยให้ลูกค้าลดความเสี่ยงในการผลิตและต้นทุนการผลิตโดยรวม ในขณะเดียวกันก็รับประกันความแม่นยำ