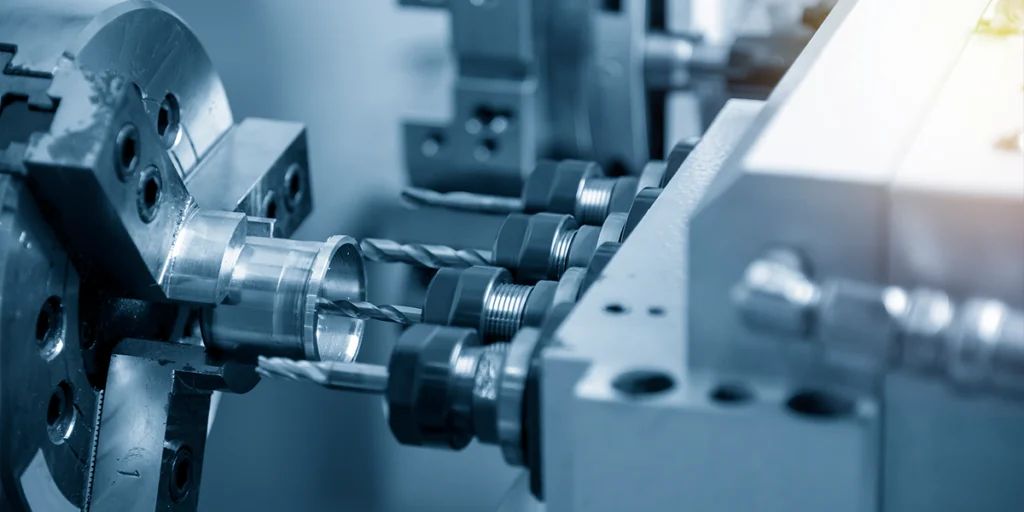
CNCフライス盤を使ったフライス加工の方法
初心者にとって、CNCフライス加工は「プログラムを入力する→機械が自動的に処理する」ように見えるかもしれません。しかし、実際の操作では、各工程に明確な順序と制御ポイントが存在します。
いずれかの工程におけるいかなるミスも、部品の品質に直接影響を与え、最悪の場合、部品の廃棄につながる可能性もある。
基本的な操作手順
以下は、標準的な基本的なCNCフライス加工プロセスです(簡略化されていますが、実際の生産ロジックと一致しています)。
1. CADモデルを準備する
- 3Dモデルの作成またはインポート(STEP/IGES形式など)
- 寸法、公差、および構造上の適合性を確認してください。
モデル自体に問題(例えば、製造不可能な構造など)がある場合、その後の処理をどれだけ行っても、それらの問題を補うことはできません。
2. CAMプログラミング(ツールパスの生成)
モデルをCAMソフトウェアにインポートし、ツールパス計画を実行します。
- 加工方法(荒加工/仕上げ加工)を選択してください。
- 切削工具(サイズ、種類)を設定する
- 切削パラメータ(速度、送り速度)を定義する
この段階で決定された事項は以下のとおりです。
- 処理時間
- 表面品質
- 工具寿命
3. Gコードを出力する
ポストプロセッサは、ツールパスを機械が読み取り可能なGコードに変換します。
ファナックやシーメンスなど、異なる工作機械システムはそれぞれ異なるフォーマットを使用しているため、それらを一致させる必要がある。
4. 工作機械のセットアップ
実際の処理を開始する前に、一連の準備作業を完了する必要があります。
- 切削工具を取り付けます
- ワークピースを固定する(クランプする)
- 工作物の座標系を設定する(工具設定)。
- 入力またはインポートプログラム
これは、実際の運用において最も問題が発生しやすい段階の一つです。
5. ドライラン
実際の切断作業の前に、通常は糸流れがないかどうかの確認が行われます。
- ツールパスが正しいかどうか確認してください。
- 衝突が発生しないことを確認してください。
- プログラムロジックを検証する
経験が不足している場合、この手順は非常に重要です。なぜなら、加工物を廃棄してしまうことを防ぐことができるからです。
6. 正式な処理
全てが正しいことを確認したら、切断を開始します。
- 切断状態を監視する(音、振動)
- チップの状態を確認してください。
- 工具の摩耗に注意してください
処理は「完全に自動化されている」わけではなく、依然として人間の介入と判断が必要となる。
7.テストと調整
処理後:
- 重要な寸法を測定する
- 表面品質を検査する
- 必要に応じて、補償または二次処理が実施されます。

CNCフライス盤を使用して部品を加工する方法
CADモデルを実際の部品に変換することは、単にプログラムを実行するだけの問題ではありません。真の課題は、エラーを制御し、結果を安定させ、あらゆる段階で試行錯誤を繰り返すことを避けることにあります。
経験の浅いチームにとって、「処理できること」と「安定して処理できること」は全く異なるものだ。
設計図から完成品まで
以下は、理論的な手順ではなく、実際の生産工程に近いプロセスの詳細です。
1. 図面を分析する(直接製造するのではなく)。
設計図を受け取った後の最初のステップはプログラミングではなく、判断を下すことであるべきだ。
- 加工不可能な構造(例えば、深く狭い溝や鋭角な内角など)はありますか?
- 許容誤差は妥当ですか(不必要な高精度はありませんか)?
- 設計を最適化(段数やクランプの削減など)することは可能でしょうか?
多くの初心者はこのステップを飛ばしてCAMプログラミングに直接進んでしまうため、次のような結果になる。
- 処理の難しさが増幅される
- 不必要なコスト増加
- 処理が不可能なケースさえ存在する。
成熟したアプローチは、まず最適化を行い、それから処理を行うことである。
2. プロセス計画(全体戦略を決定する)
プログラミングを行う前に、処理戦略を決定する必要があります。
- 複数段階でクランプするかどうか
- 5軸加工は必要ですか?
- 荒削りと仕上げはどのように配分すべきか?
- 変形を避けるために、どの部分を最初に処理すべきでしょうか?
この段階がプロジェクト全体の成否を決定づけた。
- 処理時間
- 精密な制御性
- 収率
多くの低価格サプライヤーの問題点はここにある。彼らはプロセス計画を欠いており、単に既存の手順に従うだけだ。
3. プログラミングとパス最適化
CAM段階に入ると、焦点は「経路の生成」だけでなく、経路の最適化にも移る。
- 切削負荷を制御する(工具の過負荷を避ける)
- 空車走行を減らす
- 工具送り方法を最適化する
同じ部品でも、異なる経路を辿ると次のようになる可能性がある。
- 時間差の数倍
- 表面の質感が全く異なる
このステップは、ソフトウェアそのものよりも、むしろ経験に大きく依存する。
4. クランプと基準点の設定
次に、実際の処理準備段階に入ります。
重要な問題は、加工基準をどのように定義するかである。
- 基準線の選択が間違っていると、以降のすべての寸法がずれてしまいます。
- クランプが不安定な場合 → 加工中にずれたり変形したりする可能性があります。
複雑な部品の場合、通常は次のようになります。
- 特別な照明器具を設計する
- 統一基準面
- 位相クランプ
このステップは、多くの場合、最終的な精度の上限を決定する。
5. 段階的に処理する(一度にすべて完了しない)
実際の製造工程では、すべての構造物を一度に完成させることは稀である。
一般的なプロセス:
- 粗加工 → 材料の急速な除去
- 半仕上げ → 調整代金
- 仕上げ → 寸法管理
高精度部品の場合、以下の項目も追加される場合があります。
- 二次仕上げ
- ローカル補正および処理
その唯一の目的は、エラーを一箇所に集中させるのではなく、分散させることにある。
6.プロセス監視(見落とされがちだが極めて重要)
多くの人はCNCを「自動化」だと考えているが、実際は:
- 刃は摩耗する。
- 物質の状態が変化する。
- 温度はサイズに影響を与える
したがって、処理中に以下のことが必要となります。
- プロセスの途中で重要な寸法を確認する
- 監視ツールの状態
- 必要に応じてパラメータを調整してください。
そうでなければ、最初の数項目は許容範囲内でも、それ以降の項目はすべて許容範囲外となるという事態も起こり得る。
7.最終検査と納品
処理完了後、以下の確認が必要です。
- 寸法は許容範囲内ですか?
- 表面の品質は基準を満たしていますか?
- バリや欠陥はありますか?
需要の高い業界では、以下の事項も必要となります。
- テストレポート
- バッチトレーサビリティ

よくある間違いとリスク
実際には、問題は処理能力の不足からではなく、見落とされた細部から生じることが多い。これらのエラーは最初は目立たないかもしれないが、大量生産が始まると急速に拡大し、直接的に以下のような結果を招く。
- サイズの不安定性
- 表面品質が劣化する
- 大量廃棄
以下に、最も一般的でありながら、最も過小評価されやすい2種類の問題を示します。
不適切なツール選択
ナイフは万能ではありません。「切れる」ということは「よく切れる」という意味ではありません。
1. ツールタイプの不一致
材料や構造によって、切削工具に求められる要件は異なります。
- アルミニウム部品 → 通常、切れ味の良い切削工具が必要
- ステンレス鋼 → 耐摩耗性コーティングが必要な工具
- 曲面構造 → 一般的に使用されるボールエンドミル
間違った切削工具を選んだ場合によく見られる結果は以下のとおりです。
- 切断がスムーズではない(振動が発生する)
- 表面が粗い
- 極めて低い処理効率
2. 不適切な工具サイズの選択
工具サイズは加工安定性に直接影響する。
- 長すぎる切削工具 → 剛性が低く、振動しやすい
- 工具が小さすぎる → 加工時間が大幅に増加する
特に深い空洞や狭い溝構造の場合、工具の長さと直径が適切に一致していないと、次のような問題が容易に発生する可能性があります。
- サイドナイフ
- 寸法誤差
- 表面の質感が不均一
3. 工具の摩耗を無視する
切削工具は一定の状態にあるわけではありません。加工が進むにつれて:
- 道具は徐々に摩耗していく。
- 切削力が変化する
- サイズが変化し始める
監視メカニズムがない場合、典型的な問題が発生します。最初の数個の製品は検査に合格しますが、その後のロットは許容範囲を超えてしまいます。
成熟した処理手順には通常、以下が含まれます。
- 工具寿命管理の設定
- 切削工具は定期的に交換してください。
- 重要な側面を補償する
クランプの問題
切削工具に比べると、クランプは見落とされがちだが、その影響はより直接的である。
1. 不安定なクランプ
ワークピースがしっかりと固定されていない場合:
- 処理中にわずかな動きが発生します
- 寸法誤差を引き起こす
- 表面の質感
この種の問題は再現が難しい場合が多いが、テスト中に必ず明らかになる。
2. 不適切な締め付け力
締め付けは、きつく締めれば締めるほど良いというものではありません。
- クランプが緩すぎる → ワークピースが動く
- 締め付けが強すぎると、ワークピースが変形する。
特に:
- 薄肉部品
- 細長い構造
- 軽量設計部品
クランプ力が適切に制御されていない場合、加工後に応力が解放された後、寸法が変化する。
3. 参照文献の選択ミス
これは最も厄介で致命的な問題の一つです。加工基準が誤って選択されると、次のようになります。
- エラーはプロセスの各段階で蓄積される。
- 複数回のクランプ操作後に誤差が増幅される
表現形式は通常以下のとおりです。
- 寸法は一部正しいものの、全体のサイズが一致していない。
- 組み立て中に問題が発生しました
4. 複数回のクランプ操作による累積誤差
複雑な部品は、多くの場合、複数の反転プロセスを必要とします。統一された基準点や位置決め戦略がない場合:
- 位置変更のたびにずれが生じる。
- 最終次元連鎖が制御不能になった
最適化手法には以下が含まれます。
- 統合測位ベンチマーク
- 位置決めピンまたは専用クランプを使用してください。
- 段取り回数を減らす(例:5軸加工機を使用する)

部品加工を依頼する際に、なぜプロのCNCフライス加工メーカーを選ぶべきなのでしょうか?
当社のように長年CNCフライス加工に特化してきたメーカーにとって、実際に扱うプロジェクトの種類は非常に複雑です。単純な構造部品から、高精度で多面的な加工部品まで多岐にわたります。そのため、当社は最初から単に「加工」プロセスに関わるのではなく、まずはお客様の抱える問題を分解して分析することから始めます。
多くのお客様から図面をお送りいただいた際、まず最初に行うのは見積もりではなく、図面を拝見することです。
- この構造物を製造するもっと簡単な方法はありますか?
- クランプを減らしてコストを削減する余地はありますか?
- 許容誤差の設定は妥当ですか?
これらの調整は、機能自体には影響を与えない場合もあるが、価格や納期に大きな影響を与える可能性がある。
実際の製造段階において、私たちが重視するのは「安定性」です。それは、単一の良品を生産することではなく、すべての部品が同じ基準で生産されることを保証することです。
これは以下に依存します。
- 成熟したプロセス経路
- 合理的なクランプ戦略
- 処理中の継続的な監視
これらは設計図には載っていないものですが、最終的な結果に直接影響を与えます。
もう一つの実際的な問題はコストです。当社の最適化の取り組みは通常、価格を下げることではなく、以下の方法によって行われます。
- 不要な手順を減らす
- ツールパスを最適化する
- 初回通過歩留まりを向上させる
目標は、個々の品目の価格を安く見せることではなく、プロジェクト全体のコストを削減することである。
現在評価中の部品がある場合は、図面を直接お送りいただければ、まず弊社で試作品を確認させていただきます。
- より良い処理方法はあるのだろうか?
- コスト最適化の余地はあるだろうか?
- おおよその配送時間と精度の実現可能性
多くの場合、処理前に正しい方向性を選択することの方が、後から何度も調整するよりも重要である。