
合金鋼は、その高い強度、耐摩耗性、優れた機械的特性から、航空宇宙、石油・ガス、自動車、産業機器、重機械など幅広い分野で利用されています。しかし、通常の炭素鋼と比較すると、合金鋼は加工がより難しく、加工技術、設備能力、エンジニアリング経験において、より厳格な基準が求められます。
購買担当者や製品エンジニアにとって、適切な合金鋼加工方法を選択することは、部品の精度や納期に影響を与えるだけでなく、製造コスト全体にも直接影響を与える。
合金鋼のCNC加工サービスを提供する専門業者として、お客様からよく同様の質問を受けます。
- 合金鋼は、CNC加工とレーザー切断のどちらに適しているでしょうか?
- 合金鋼は熱処理後も加工可能ですか?
- 複雑な構造部品には、どちらのプロセスがより適していますか?
- 合金鋼部品の加工コストを削減するにはどうすればよいでしょうか?
本稿では、一般的な合金鋼の加工方法と、それぞれの加工方法に適した応用事例を体系的に紹介する。
鋼合金加工方法の概要
合金鋼の機械加工は通常、単一の工程ではなく、複数の製造工程の組み合わせです。部品の構造、材料の硬度、公差要件、生産ロットなど、様々な要因が最終的な加工経路に影響を与えます。
現在、工業分野で一般的に用いられている合金鋼の加工方法には、以下のようなものがある。
- CNCフライス加工
- CNC旋盤加工
- 穴あけとねじ切り
- 研削
- レーザー切断
- キャスティングとポストプロセッシング
実際のプロジェクトでは、多くの高精度合金鋼部品の製造には、複数の工程を組み合わせる必要がある場合が多い。例えば、以下のような場合である。
- レーザー切断は材料の準備に用いられる。
- CNC荒加工は、材料を迅速に除去するために使用される。
- 精密研削は、最終的な寸法制御に用いられる。
- 表面処理は、耐食性を向上させるために用いられる。
したがって、プロの合金鋼加工サービス提供者は、設備能力だけでなく、プロセス全体の統合に関する経験も必要とする。
CNCフライス加工
CNCフライス加工は、合金鋼の加工方法として最も一般的なものの1つであり、複雑な構造部品、不規則な輪郭、多面体部品の加工に特に適しています。
合金鋼のCNC加工では、切削工具が高速で材料を切削し、以下のことを実現します。
- 平面加工
- 溝加工
- キャビティ加工
- 表面加工
- 多軸複雑構造の機械加工
4140、4340、8620などの一般的な合金鋼材の場合、CNCフライス加工は強度を確保しながら高い寸法精度を実現できる。
しかし、合金鋼は一般的に普通鋼よりも硬いため、加工時に問題が発生しやすい。
- 工具の摩耗の加速
- 切断熱の増加
- 振動の問題
- 不安定な表面粗さ
これが、プロの合金鋼CNC加工業者が通常使用する理由です。
- 高剛性機器
- コーティングされた超硬切削工具
- 多軸加工センター
- 高圧冷却システム
処理の安定性を向上させるため。
Zhuohua Hardwareでは、3軸、3+2軸、5軸のCNCフライス加工に対応しており、様々な高強度合金鋼材の加工が可能で、試作品製作から量産まで、あらゆる製造ニーズに対応いたします。
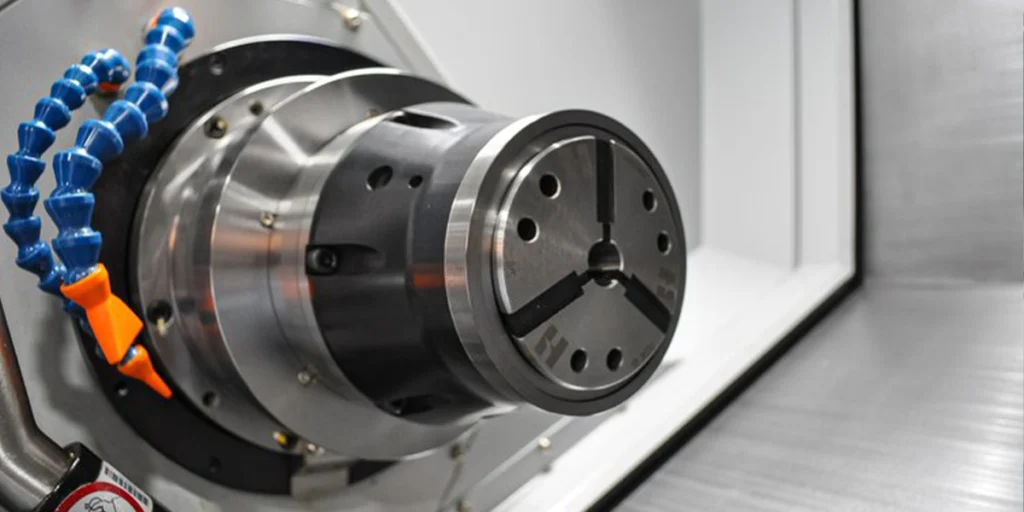
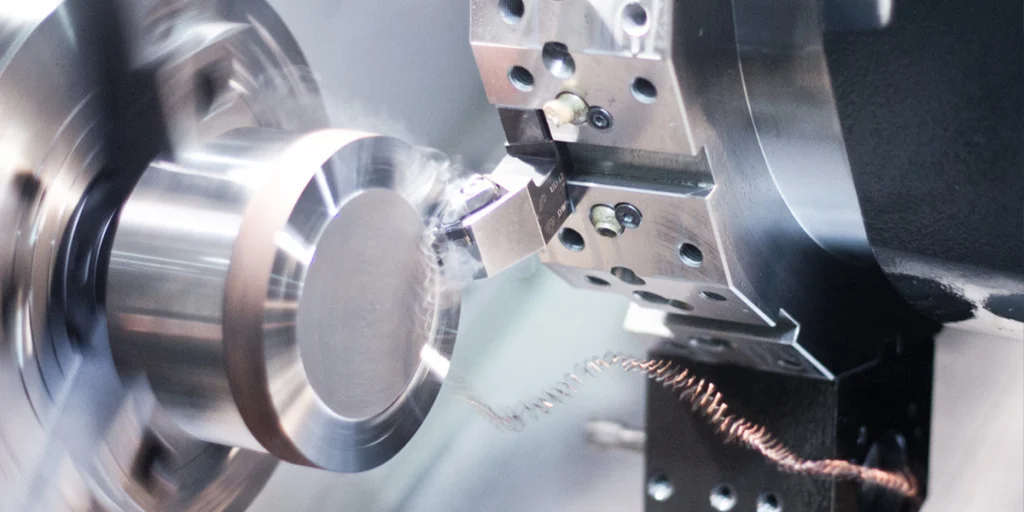
CNC旋盤加工
CNC旋削加工は主に円筒形の合金鋼部品の加工に使用されます。例えば、以下のような部品です。
- シャフトタイプの部品
- フランジ
- ブッシング
- コネクタ
- ねじ込み部品
CNCフライス加工とは異なり、旋削加工はワークピースを回転させる切削加工であるため、軸対称構造の加工により適している。
合金鋼材の場合、CNC旋削加工における主な課題は以下のとおりです。
- 硬度が高いと、工具寿命が短くなる。
- 長軸型の部品は振動しやすい。
- 熱処理後、材料はより切断しにくくなる。
特に焼入れ合金鋼の旋削加工においては、加工パラメータの制御が極めて重要となる。
切削速度、送り速度、または冷却方法が適切でない場合、次のような問題が発生する可能性があります。
- サイズの不安定性
- 表面的な火傷
- ナイフの刃先が欠けている
- ワークピースの変形
そのため、経験豊富な合金鋼CNC加工メーカーは、通常、さまざまな材料状態(焼きなまし、焼き戻し、焼き入れ)に応じて切削戦略を調整します。
当社のCNC旋削加工能力により、以下のことが可能になります。
- 最大旋削径:431mm
- 最大長さ990mm
- 精度 ±0.02mm
高精度合金鋼製のシャフトおよびコネクタの製造に適しています。
穴あけとねじ切り
穴あけとねじ切りは、多くの合金鋼部品、特に機械コネクタや産業機器部品にとって不可欠な機械加工工程である。
しかし、合金鋼は普通鋼よりも穴あけ加工が難しい。主な理由は以下のとおりである。
- 高い材料硬度
- 熱集中度を低減
- 破片の除去が困難
- ねじ切り工具はすぐに摩耗する
特に深穴加工においては、冷却不足は穴径のずれや工具破損を容易に引き起こす可能性がある。
加工安定性を向上させるため、プロの合金鋼加工サービスでは通常、以下の方法が採用されています。
- 内部冷却用ドリルビット
- 段階的なドリル作業
- 高圧冷却
- 特殊なタッピングツール
高精度ねじ部品の場合、ねじの精度と組み立ての一貫性を確保するために、後続の試験工程を組み合わせることも必要です。
研削
研削加工は、一般的に合金鋼部品の最終仕上げ工程で用いられる。
部品が熱処理を受けると、材料の硬度が著しく増加するため、従来の切削加工方法では表面品質や寸法精度に関する要求を満たせない場合がある。
研削によって以下のことが可能になります。
- より高い次元精度
- 表面粗さの低減
- より優れた平坦性
- より安定した適合精度
したがって、以下の地域では非常に一般的です。
- 精密シャフト
- 金型部品
- 高精度嵌合部品
- ベアリング部品
しかし、研削は一般的に効率が低いため、大量の材料を除去する工程というよりは、最終仕上げ工程として適している。
高精度合金鋼部品のプロジェクトでは、通常、以下の要素を組み合わせます。
- CNC荒加工
- 熱処理
- 精密研削
完全な製造プロセスが確立され、それによって部品の性能を確保しつつコストを抑制することが可能になる。
合金鋼レーザー切断サービス
従来型のCNC加工に加え、近年では合金鋼のレーザー切断がますます一般的になってきている。特に板金部品、構造部品、大型形状切断の分野では、レーザー切断は加工効率を大幅に向上させ、初期製造コストを削減することができる。
多くの産業プロジェクトにおいて、レーザー切断とCNC加工は競合するものではなく、相互補完的な関係にあります。複雑な合金鋼部品を使用する多くのプロジェクトでは、ブランキング加工にレーザー切断、仕上げ加工にCNC加工を組み合わせて採用しています。これにより、材料利用効率が向上し、加工時間も短縮されます。
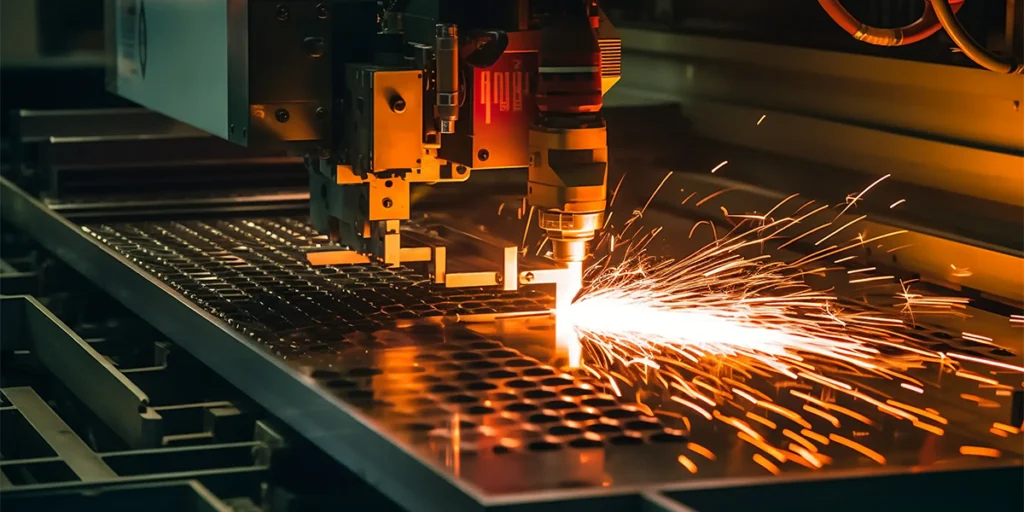
合金鋼のレーザー切断原理
レーザー切断とは、高エネルギーのレーザー光線を用いて材料を急速に溶融させ、その後補助ガスを用いて切断を完了させる加工方法である。
従来の機械切断と比較して、合金鋼のレーザー切断には以下の利点があります。
- 高速切断速度
- 型は不要です
- 高い柔軟性
- 複雑な形状にも適しています
特に薄板や中薄板の合金鋼板の加工においては、レーザー切断の効率は従来の方法よりもはるかに高いのが一般的です。
現在一般的に用いられているレーザー切断方法には、以下のようなものがある。
- ファイバーレーザー切断
- CO₂レーザー切断
- 高出力レーザー切断
中でも、ファイバーレーザーは産業分野における主流のソリューションとなっている。
レーザー切断に適した部品はどれですか?
合金鋼のレーザー切断は主に以下の用途に適しています。
- 板金構造部品
- ケーシング部品
- ブラケット部品
- フランジブランク
- 産業機器用板金部品
広範囲にわたる二次元輪郭切断を必要とするプロジェクトでは、レーザー切断によって加工コストを大幅に削減できる場合が多い。
しかし、部品が存在する場合:
- 深い空洞構造
- 高精度な嵌合面
- 多面的な処理要件
- 高い同軸度要求
その後、仕上げ工程を完了させるために、CNC加工を組み合わせる必要がある。
レーザー切断 vs. CNC加工
プロジェクト開始時に多くのお客様から「合金鋼部品の加工には、レーザー切断とCNC加工のどちらを選ぶべきでしょうか?」というご質問をいただきます。実際には、この2つの加工方法はそれぞれ異なる状況に適しています。
レーザー切断は以下のような用途に最適です。
- 板金の高速加工
- 中・低精度構造部品
- 2D輪郭切断の量産
CNC加工は以下のような用途に最適です。
- 高精度部品
- 三次元複合構造
- 精密組立部品
- 高い公差要件を持つ部品
多くの産業プロジェクトにおいて、最適な解決策は二者択一ではなく、複数のプロセスを組み合わせることであることが多い。
例えば:
- レーザー切断は、迅速な材料加工に用いられる。
- CNCフライス加工は、重要な構造物の加工に使用されます。
- 研削加工は最終的な精度管理に用いられる。
このプロセス統合アプローチは、以下の点を効果的にバランスさせることができます。
- 料金
- 正確さ
- 納期
- 材料利用率
そのため、単一工程のサプライヤーではなく、総合的な加工能力を備えた合金鋼加工サービスプロバイダーを選ぶ顧客が増えているのです。

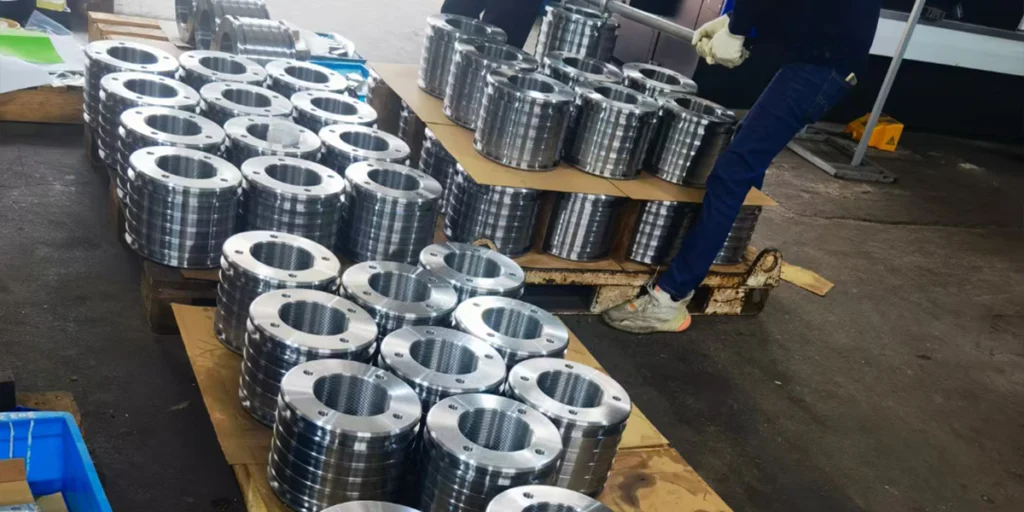
合金鋼の鋳造および深加工
大型で高強度、あるいは複雑な形状の合金鋼部品の場合、CNC加工だけに頼るのは必ずしも最も経済的な解決策とは言えません。多くの工業プロジェクトでは、まず鋳造によって部品の基本形状を成形し、その後、機械加工によって主要寸法と精密な構造を完成させます。これは、合金鋼の深加工においても非常に一般的な製造プロセスです。
鋳造は、単一の材料から直接切削加工する場合と比較して、材料の無駄を大幅に削減できるため、大型フランジ、バルブ本体、ポンプ本体、機械構造部品などの複雑な部品の製造に特に適しています。
合金鋼鋳造プロセス
合金鋼の鋳造では、一般的に溶融金属を鋳型に注入して最終製品を成形します。部品の構造や精度要件に応じて、一般的なプロセスには以下のようなものがあります。
- 砂型鋳造
- 精密鋳造
- インベストメント鋳造
- 遠心鋳造
用途によって、適した鋳造プロセスは異なります。例えば、大型の工業用構造部品は通常、砂型鋳造で製造されますが、高精度で複雑な部品は精密鋳造の方が適しています。
しかし、鋳造合金鋼部品は、多くの重要な寸法、シール面、および嵌合構造を後続のCNC加工によって仕上げる必要があるため、通常は最終組立要件を直接満たすことはできません。
そのため、プロの合金鋼加工サービス提供業者は通常、以下のサービスを提供しています。
- 鋳造
- CNC加工
- 熱処理
- 表面処理
完全な製造能力を備えています。
合金鋼の深加工工程
合金鋼の深加工とは、通常、鋳造または鍛造後の二次的な精密加工を指し、その主な目的は、部品が最終的な組み立ておよび使用基準を満たすようにすることである。
一般的な全工程は、原材料の準備 → 鋳造/鍛造 → 熱処理 → CNC粗加工 → 半仕上げ → 仕上げ → 表面処理 → 検査、という流れになります。
高強度合金鋼部品の場合、熱処理後の変形制御は深加工における重要な課題です。多くの部品は焼入れや焼き戻し後に寸法変化を起こすため、適切な加工代を設定し、後処理による仕上げ加工で重要な寸法を復元する必要があります。
実際のプロジェクトでは、部品構造に基づいて事前にプロセスルートを最適化することがよくあります。例えば、次のようになります。
- 粗加工後、熱処理を行う。
- 段階的なストレス解消
- 複数回のクランプにより変形が軽減される
- 重要な寸法の最終処理
このプロセス経験は、特に大型の合金鋼部品にとって重要です。
精密鋳造合金鋼の機械加工
精密鋳造は、複雑な構造、高い寸法精度、および高い材料利用率が求められる合金鋼部品に適しています。従来の砂型鋳造と比較して、精密鋳造はより優れた表面品質と高い寸法精度を実現できます。
精密鋳造合金鋼部品は、例えば以下のような多くの産業で使用されています。
- 航空宇宙
- 食品加工機器
- 石油と天然ガス
- 工業用バルブ
- 自動化機器
ただし、精密鋳造であっても、最も重要な機能面のほとんどにはCNC仕上げが必要となることに留意すべきである。特に以下の面である。
- 交尾穴
- ねじ構造
- シール面
- 高精度組立エリア
したがって、部品の最終的な品質を真に決定づけるのは、鋳造そのものだけでなく、その後の総合的な加工能力であることが多い。
当社はプロの合金鋼CNC加工サービスプロバイダーとして、お客様のプロジェクトニーズに応じたサービスを提供いたします。
- 精密鋳造後加工
- 多軸CNC加工
- 熱処理装置
- 表面処理サポート
当社は、お客様がサプライチェーンの段階を削減し、製造全体の安定性を向上させるお手伝いをします。
加工に適した合金鋼の選び方
多くの購買担当者や製品エンジニアにとって、本当の難しさは加工業者を見つけることではなく、どの加工技術を選択すべきか迷うことにある。
異なるプロセスは直接的に以下に影響を与えるため:
- 部品コスト
- 処理サイクル
- 寸法精度
- 材料利用率
- その後の組み立ての安定性
特に合金鋼部品のプロジェクトでは、工程の選択を誤ると、手直しリスクと製造コストが増加することが多い。
部品構造によると
部品構造は通常、製造プロセスを決定する主要因です。その場合:
- 複雑な三次元構造
- 多面加工部品
- 高精度キャビティ
通常はCNCフライス加工に適しています。
の場合:
- シャフトタイプの部品
- 円筒構造
- ねじ込み式ファスナー
CNC旋盤加工により適しています。
二次元板金構造部品の場合、レーザー切断は多くの場合、より高い効率性をもたらします。
複雑な工業部品の多くは、実際には複数の工程を組み合わせて作られています。例えば、レーザー切断→溶接→CNC精密加工→研削といった具合です。
したがって、完全な製造能力を持つサプライヤーは、通常、全体的な品質と納期をより適切に管理できる。
精度要件に従って
異なるプロセスを用いることで、達成できる精度の範囲は異なる。
- レーザー切断は、中程度の精度を持つ構造部品の加工により適している。
- CNC加工は、高精度な機能部品の加工に適しています。
- 研削加工は、超高精度な表面加工に適しています。
部品が以下のものを含む場合:
- 高い同軸度
- 精密なフィット感
- 密閉構造
- 高い表面品質
精密なCNC加工、あるいは研削加工が通常必要となる。
高精度合金鋼部品の場合、単一の加工方法に頼るのではなく、材料の状態、熱処理条件、最終的な公差要件に基づいて、完全な加工工程を開発するのが一般的です。
バッチ要件に基づく
生産量も加工方法の選択に影響を与える。少量生産や試作品製作の場合、CNC加工は追加の金型が不要で、迅速な反復生産に適しているため、多くの場合、より柔軟性が高い。
大量生産プロジェクトの場合、鋳造または鍛造とそれに続く仕上げ加工を組み合わせることで、一般的にコスト面で優位性が得られます。例えば、次のようになります。
- 単一の複雑な部品は、5軸CNC加工により適している。
- 数千個もの繰り返し部品は、鋳造+CNC後加工の方が適している。
したがって、プロジェクトの開始時にDFM(製造性分析)を実施することは非常に重要です。
専門的な合金鋼加工サービスプロバイダーは、製造能力を提供するだけでなく、より重要なことに、顧客が製造ソリューションを最適化できるよう支援します。
Zhuohua Hardwareでは、以下のサポートを提供しています。
- 合金鋼のCNCフライス加工
- 合金鋼のCNC旋削加工
- 精密機械加工
- レーザー切断用アクセサリー
- 試作品から量産まで
部品の構造、精度、予算要件に基づいて、お客様にとってより合理的な合金鋼加工ソリューションをご提案いたします。