
Обзор процесса токарной обработки на станках с ЧПУ.
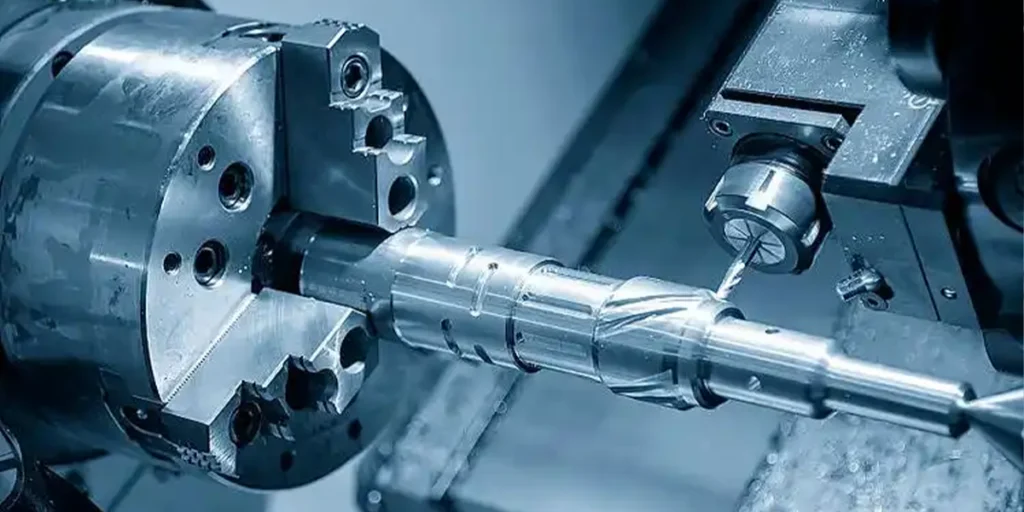
Токарная обработка на станках с ЧПУ — это производственный процесс, в котором компьютерные программы управляют токарным станком для резки и обработки вращающихся заготовок. Основной принцип заключается в следующем: заготовка вращается, режущий инструмент перемещается, и материал постепенно удаляется, в конечном итоге формируя целевую деталь.
Эта технология широко используется в производстве различных круглых, валовых, втулок, резьбовых и высококонцентричных деталей и является одной из важнейших базовых технологий в современном прецизионном производстве.
Для специалистов по закупкам понимание процесса токарной обработки на станках с ЧПУ помогает оценить возможности поставщиков, осуществимость поставок, структуру затрат и риски, связанные с качеством.
Какие детали подходят для токарной обработки на станках с ЧПУ?
Для токарной обработки на станках с ЧПУ подходят детали, которые обычно обладают следующими характеристиками:
- Внешние круглые конструктивные элементы
- Внутренние структурные компоненты
- Детали ступенчатого вала
- Резьбовые соединители
- Детали с высокой концентричностью
- Металлические детали корпуса
- Компоненты прецизионных разъемов
Например:
- Автомобильные втулки
- Медицинские соединители
- Гидравлический шарнир
- приводной вал робота
- Алюминиевый электронный корпус
- прецизионные компоненты из нержавеющей стали
Основные технологические характеристики токарной обработки на станках с ЧПУ.
По сравнению с традиционными методами механической обработки, токарная обработка на станках с ЧПУ имеет следующие преимущества:
1. Стабильная точность
Благодаря программному управлению повторяющимися процессами мы можем надежно обеспечивать соблюдение строгих требований к допускам. В компании Zhuohua Hardware наша стандартная точность обработки достигает ±0,02 мм.
2. Высокая эффективность производства
Подходит для обработки от образцов до массового производства, особенно для непрерывной обработки брусков со значительно улучшенной эффективностью.
3. Широкая применимость к различным материалам.
поддерживать:
- Алюминиевый сплав
- Нержавеющая сталь
- Латунь
- Низкоуглеродистая сталь
- Легированная сталь
- Титановый сплав
- Пластмассы, такие как полиоксиметилен (ПОМ) , нейлон и АБС- пластик.
4. Высокая стабильность
При повторных заказах и заказах, выполняемых несколькими партиями, процесс обработки может поддерживать стабильный объем производства.
Основные компоненты процесса токарной обработки на станках с ЧПУ.
Полный проект токарной обработки на станке с ЧПУ обычно включает следующие этапы:
- Оценка чертежа
- Анализ процесса
- программирование
- Подготовка материалов
- Зажим и позиционирование
- Черновая обработка
- Завершение
- Проверка
- Обработка поверхности (при необходимости)
- Упаковка и доставка
Многие клиенты считают, что токарная обработка — это всего лишь «механическая обработка», но на самом деле результат определяется возможностями предварительного проектирования и контролем процесса.
Почему технологический процесс важен?
Один и тот же проект может давать совершенно разные результаты от разных поставщиков, как правило, не из-за оборудования, а из-за их возможностей в области управления производственными процессами.
Например:
- Следует ли сначала начать с черновых работ, а затем дорабатывать их?
- Контролируется ли термическая деформация
- Следует ли организовать вторую процедуру удаления заусенцев?
- Предусмотрен ли лимит на обработку поверхности?
- Проверяются ли какие-либо критически важные параметры?
Эти детали определяют, является ли конечная деталь стабильной и соответствующей требованиям.

Полный цикл производства от чертежей до готового изделия.
Заказчики видят готовые детали, но с инженерной точки зрения преобразование детали из чертежа в готовый продукт требует нескольких ключевых этапов. Если каждый этап выполнен правильно, проект будет продвигаться гладко; если же какой-либо этап является слабым звеном, могут возникнуть задержки, доработки или превышение бюджета.
Ниже представлен полный рабочий процесс стандартного проекта токарной обработки на станке с ЧПУ:
Шаг 1: Получение чертежей и подтверждение требований.
Обычно клиенты предоставляют:
- Чертежи в 2D (PDF)
- 3D-модели (STEP / STP / IGS)
- Образец
- Требования к материалам
- Требования к обработке поверхности
- Требования к количеству
- Целевой срок доставки
На данном этапе самое важное — подтверждение:
- Какие параметры являются критическими?
- Что такое стандарты допустимых отклонений?
- Есть ли какие-либо требования к внешнему виду?
- Каково назначение этой детали?
На этом этапе опытные поставщики предложат варианты оптимизации, а не предоставят прямую смету.
Шаг 2: Оценка проекта и составление сметы.
Инженерная группа проведет анализ:
- Подходит ли он для токарной обработки?
- Необходим ли токарно-фрезерный обрабатывающий центр?
- Легко ли достать необходимые материалы?
- Допустимые отклонения являются разумными?
- Соответствует ли производственная мощность графику поставок?
Затем формируется официальное коммерческое предложение, включающее в себя:
- Цена за единицу товара
- Плата за корректуру (если применимо)
- Срок поставки
- Описание процесса
В компании Zhuohua Hardware мы также предоставляем консультации по технологичности производства (DFM), чтобы помочь клиентам избежать проблем в дальнейшем.
Шаг 3: Программирование и проектирование процессов
После подтверждения заказа инженер приступил к разработке плана обработки:
- Какое устройство использовать?
- Какие ножи использовать?
- Как следует организовать последовательность обработки?
- Была ли операция по зажиму завершена за один раз?
- Требуется ли дополнительный процесс?
Затем генерируется программа для станка с ЧПУ (G-код) и выполняется проверка первой детали.
Шаг 4: Подготовка материалов и организация производства.
Подготовьте сырье в соответствии с требованиями чертежа, например:
- Алюминиевые стержни
- Круглый пруток из нержавеющей стали
- Латунные прутки
- Стержни из инженерного пластика
Одновременно подготовьте:
- Зажим патрона
- Специализированное оборудование (при необходимости)
- Измерительные приборы
Шаг 5: Формальная обработка
Оборудование запускается в серийное производство; к типичным процессам относятся:
- Внешнее вращение
- Обработка торцевой поверхности
- Бурение
- Скважина
- Нарезка канавок
- Резьбообработка
- Отрезать
При использовании поворотной головки с электроприводом можно также выполнять такие сложные процессы, как фрезерование плоскостей и боковых отверстий.
Шаг 6: Постобработка и удаление заусенцев
После механической обработки детали обычно имеют следующую структуру:
- Удаление заусенцев
- Уборка
- Снятие фаски и чистовая обработка
- Подготовка перед обработкой поверхности
По просьбе клиента мы также можем организовать следующее:
- Анодирование
- Гальваническое покрытие
- Пескоструйная обработка
- Полировка
- Термическая обработка
Шаг 7: Окончательная проверка и упаковка для отправки.
Перед отправкой:
- Проверка размеров
- Визуальный осмотр
- Количество подтверждено
- Защита упаковки
- Управление тегами
В экспортных проектах обычно особое внимание уделяется предотвращению коррозии, защите от ударов и отслеживаемости партий продукции.
Как компания Zhuohua Hardware повышает процент успешности проектов
Мы помогаем нашим клиентам снижать риски за счет стандартизированных процессов:
- Быстрый ответ на запрос цены
- Предварительные инженерные чертежи
- Стабилизация производственных мощностей оборудования
- Строгий контроль технологических процессов
- Совместное управление обработкой поверхностей
- Глобальная поддержка доставки
Для клиентов действительно важна не смета, а то, сможет ли проект быть завершен в срок и на высоком уровне.
Черновая и чистовая обработка при токарной обработке
Когда клиенты видят готовые детали, они обращают внимание только на соответствие окончательных размеров стандартам. Однако с точки зрения производства, высококачественная обработанная деталь обычно не изготавливается за один проход, а проходит два основных этапа: черновую и чистовую обработку.
Эти два этапа преследуют разные цели, и достичь обеих можно только при надлежащей координации:
- Эффективность обработки
- Точность размеров
- Качество поверхности
- Срок службы инструмента
- Стабильность партии
Если технологический процесс организован неправильно, к типичным последствиям относятся: низкая эффективность, изменение размеров, шероховатая поверхность, а также необходимость доработки и брака.
Что такое черновая обработка?
Цель черновой обработки ясна: быстро удалить излишки материала и приблизить деталь к ее окончательной форме.
Например, если для прутка диаметром 50 мм требуется получить готовую деталь с наружным диаметром 32 мм, то на начальном этапе обычно выполняется большой припуск путем черновой обработки.
Характеристики черновой обработки:
- Большой объем резки
- Высокая скорость подачи
- Высокая эффективность обработки
- Требования к шероховатости поверхности невысоки.
- Допуск на отделку
К распространенным процессам относятся:
- Быстрое вращение внешнего диаметра
- Первичная обработка торцевой поверхности
- Предварительное сверление больших отверстий
- Первоначальный план действий уже сформирован.
Почему черновая обработка не позволяет напрямую получить окончательные размеры?
Поскольку в процессе крупномасштабной резки часто возникают следующие проблемы:
- Материал расширяется при нагревании.
- снятие напряжений с заготовки
- Ускоренный износ инструмента
- Высокая шероховатость поверхности
- Увеличение колебаний размеров
Если черновая обработка производится непосредственно до размеров готового изделия, стабильность партии обычно недостаточна. Поэтому профессиональные заводы оставляют разумный запас прочности перед переходом к этапу чистовой обработки.
Что завершается?
Основная цель финишной обработки — достижение окончательных размеров, допусков и требований к поверхности.
После завершения черновой обработки инструмент будет подвергнут окончательной обработке с меньшей глубиной резания и более стабильными параметрами.
Ключевые контрольные точки для отделки:
- Окончательный внешний диаметр
- Размер внутреннего отверстия
- Концентричность
- Круговые прыжки
- Шероховатость поверхности
- Детали фаски
Этот этап напрямую определяет качество деталей, получаемых заказчиком.
Типичные сценарии применения отделочных работ
Например:
- Для деталей валообразного типа требуется ±0,02 мм
- Соединительные отверстия необходимо надежно закрепить при сборке.
- Для наружных деталей требуется качественная обработка поверхности.
- Требуются точные размеры направляющей резьбы.
- Для медицинских компонентов требуется высокая степень стабильности качества.
Все эти проекты зависят от стабильных возможностей отделки.
Как процессы черновой и чистовой обработки влияют на ценообразование?
Клиенты часто спрашивают: почему эта деталь, с её простой конструкцией, недешева? Причина часто кроется в высоких требованиях к точности процесса обработки, а не в сложности конструкции.
Например:
- Чем жестче допуск, тем дольше время финишной обработки.
- Чем тоньше поверхность, тем больше проходов требуется.
- Высокие требования к соосности обуславливают необходимость более тщательного производственного процесса.
- Высокие требования к стабильности качества партий требуют более частого проведения тестирования.
Следовательно, на стоимость действительно влияет не только внешний вид, но и стандарты качества.
Испытания и контроль качества
Завершение обработки не означает конец проекта. Для профессиональных производственных проектов истинным стандартом поставки является: детали соответствуют размерным и внешним стандартам, серийное производство стабильно, а детали могут быть нормально собраны.
Для этого необходима полноценная система тестирования и контроля качества, а не просто выборочная проверка нескольких параметров.
Многие проблемы с закупками возникают не из-за недостаточной производственной мощности, а из-за ненадлежащего контроля качества.
- Первая партия была в порядке, но в последующих партиях возникли проблемы.
- Внешние царапины
- Некачественная посадка резьбы
- Отклонение апертуры
- Соосность нестабильна
Какие типичные пункты контроля качества выполняются при токарных работах?
В зависимости от предполагаемого использования деталей, к числу распространенных методов тестирования относятся:
- Проверка размеров
- Внешний диаметр
- Внутренний диаметр
- длина
- Размеры шага
- Ширина паза
Контроль геометрических допусков
- Концентричность
- Круговые прыжки
- Вертикализация
- Параллелизм
осмотр резьбы
- Проверка проходных/непроходных измерительных приборов.
- Тестирование совместной работы
Осмотр внешнего вида
- Беррс
- Царапины
- Отступ
- Разница в цвете окисления
На каких этапах обычно происходит обнаружение?
Как правило, профессиональные поставщики не просто «завершают работу и проверяют», а контролируют весь процесс целиком.
- Первичная проверка образца.
После изготовления первого изделия проверяется соответствие его размеров перед началом серийного производства. - Контроль качества в процессе производства.
В ходе пакетной обработки регулярно проводятся выборочные проверки для предотвращения отклонения размеров, вызванного износом инструмента. - Окончательная проверка перед отгрузкой:
перед отгрузкой проводится всесторонняя проверка количества, размера и внешнего вида товара.
Почему контроль качества особенно важен для оптовых заказов?
Изготовить 10 образцов легко; истинный потенциал заключается в стабильном производстве 10 000 качественных образцов в массовом производстве. Типичные риски в серийных проектах:
- колебания численности ночной смены
- Различия между различными устройствами
- Изменения в партиях материалов
- Срок службы инструмента влияет на размеры.
Следовательно, необходимо полагаться на стандартизированные процессы обеспечения качества, а не на личный опыт.
Методы контроля качества компании Zhuohua Hardware
Мы внедряем строгие процессы контроля качества в проектах по токарной обработке на станках с ЧПУ и можем оказывать поддержку в проведении инспекций в соответствии с требованиями проекта.
Ключевые моменты включают:
- Первый пункт подтвержден
- Технологический контроль
- Заключительная проверка
- Ключевые размеры и допуски находятся под строгим контролем.
- Проверка упаковки перед отправкой
Для проектов с высокими требованиями мы можем помочь клиентам, предоставив отчеты о размерах или документы, подтверждающие качество.
Как сократить сроки доставки и контролировать затраты
В большинстве проектов по закупкам заказчики, как правило, сосредотачиваются на двух основных вопросах: сколько времени потребуется для поставки? И можно ли сделать цену более разумной?
В действительности, время доставки и стоимость часто влияют друг на друга. Спешка с доставкой обычно увеличивает затраты; с другой стороны, чрезмерное ценовое давление может легко нарушить стабильность доставки.
Настоящий профессиональный поставщик не просто предлагает самую низкую цену или обещает чрезвычайно короткие сроки поставки, а улучшает оба показателя в разумных пределах за счет оптимизации инженерных решений и управления производством.
1. Оптимизация конструкции детали на этапе проектирования.
Многие детали стоят дорого не потому, что материалы дорогие, а потому, что их структура затрудняет обработку.
К числу часто задаваемых вопросов относятся:
- Допуски чрезмерно ужесточены.
- Яма слишком глубокая.
- Излишне сложные схемы
- Множество специальных нитей
- Размеры фаски слишком разнообразны.
Все эти факторы увеличивают время обработки и затраты на контроль качества. Если оптимизация технологичности производства (DFM) внедряется на ранних этапах проекта, это часто позволяет значительно снизить себестоимость единицы продукции и сократить время производственного цикла.
2. Выбирайте подходящие материалы, а не просто самые дорогие.
Выбор материалов оказывает прямое влияние на:
- затраты на сырье
- Эффективность обработки
- Износ инструмента
- Стоимость обработки поверхности
3. Планирование партий продукции может значительно снизить себестоимость единицы товара.
Типичные ситуации с клиентами:
- Изготовьте сегодня 50 изделий.
- В следующем месяце будет добавлено еще 300 товаров.
- В следующем месяце будет добавлено еще 500 товаров.
Подобная децентрализованная система закупок обычно приводит к увеличению общих затрат.
Причины включают в себя:
- Многократная смена кабелей
- Многократная подготовка к программированию
- Многокомпонентная подготовка материалов
- Многочисленные логистические затраты
Поставщики могут более эффективно распределять производственные мощности, планируя годовой или квартальный спрос заранее, что позволяет снизить себестоимость единицы продукции.
4. Выберите завод со стабильной производственной мощностью.
Некоторые заводы предлагают низкие цены, но у них ограниченное оборудование и плотный производственный график, что приводит к неоднократным задержкам в сроках поставки.
Ключевым фактором, действительно влияющим на время доставки, является:
- Количество устройств
- Запланированная пропускная способность
- Технологическая зрелость
- Скорость отклика материала
- эффективность внутреннего взаимодействия
Компания Zhuohua Hardware обладает следующими характеристиками:
- Примерно 100 токарных станков с ЧПУ.
- Более 300 фрезерных станков с ЧПУ
- Способность одновременно вести как прототипирование, так и серийное производство.
- Доставка осуществляется в течение 5 рабочих дней.
Такая структура производственных мощностей больше подходит для долгосрочного сотрудничества с клиентами.
5. Сокращение количества узлов в цепочке поставок.
Если детали необходимо найти по отдельности:
- Токарный завод
- Мельничный завод
- Установка для обработки поверхностей
- Сборочный завод
Сроки доставки увеличатся, а затраты на связь возрастут.
Поставщики, предлагающие комплексные решения, как правило, могут сократить следующие расходы:
- Время в пути туда и обратно
- Ошибки в коммуникации между несколькими сторонами
- Время ожидания в очереди
Это также способствует единому управлению обязанностями.
6. Заранее сообщите о своих истинных потребностях.
Многие проекты задерживаются не из-за производственных мощностей, а из-за неполной информации о спросе:
- Вариант чертежа неоднократно пересматривался.
- Временное добавление обработки поверхности.
- Временные изменения количества
- Требования к упаковке следует подать позже.
Мы рекомендуем клиентам уточнять свои потребности на этапе запроса, что может значительно сократить общий цикл.
Как компания Zhuohua Hardware помогает своим клиентам снижать затраты и повышать эффективность.
Благодаря нашим инженерным и логистическим возможностям мы уже давно помогаем нашим клиентам достигать следующих целей:
- Более разумная схема обработки
- Более быстрая доставка образцов
- Более стабильная оптовая цена за единицу товара
- Многопроцессное интегрированное производство
- Глобальная поддержка доставки
Если у вас уже есть чертежи, мы можем напрямую оценить потенциал для оптимизации затрат и целесообразность реализации проекта.