
Was ist CNC-Drehen und -Fräsen?
Vergleich grundlegender Konzepte
In der Fertigung zählen CNC-Drehen und CNC-Fräsen zu den wichtigsten und am häufigsten verwechselten Bearbeitungsverfahren. Der wesentliche Unterschied liegt nicht im Namen der Maschine, sondern in der Bewegungslogik der Materialabtragung.
CNC-Drehen
Das Werkstück rotiert, während das Schneidwerkzeug im Wesentlichen fixiert bleibt (oder nur einen einfachen Vorschub ausführt).
- Material durch Abschneiden des Außendurchmessers, der Innenbohrung usw. entfernen.
- Typische Ausrüstung: CNC-Drehmaschine
- Geeignet für: Wellen, Zylinder, symmetrische Teile
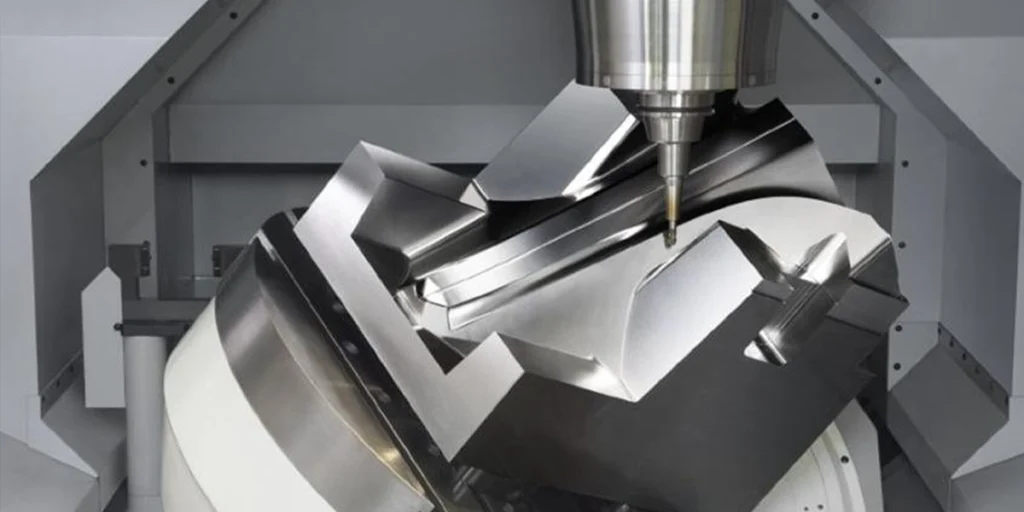
CNC-Fräsen
Das Schneidwerkzeug rotiert, während das Werkstück üblicherweise fixiert ist (oder in einem mehrachsigen Verbundsystem bewegt wird).
- Erzielung komplexer Formverarbeitung durch multidirektionale Bewegung
- Typische Ausstattung: 3-Achs-/5-Achs-CNC-Fräsmaschine
- Geeignet für: komplexe Geometrien und asymmetrische Teile

Worin besteht der Unterschied zwischen CNC-Fräsen und -Drehen?
Nachdem die grundlegenden Konzepte der beiden Verfahren verstanden wurden, sind es vor allem die Unterschiede in den Bewegungsmethoden, den anwendbaren Teiletypen sowie der Präzision und den Kostenstrukturen, die die Bearbeitungsentscheidungen beeinflussen. Diese Unterschiede bestimmen direkt, wie Ihre Teile gefertigt werden sollen, welche Ausrüstung zum Einsatz kommt und letztendlich, wie hoch die Kosten sind und wie lange die Lieferzeit ist.
Übung
Dies ist der grundlegendste Unterschied zwischen den beiden Prozessen.
Beim CNC-Drehen wird das Werkstück auf der Spindel eingespannt und rotiert mit hoher Geschwindigkeit, während das Werkzeug entlang einer festgelegten Bahn (üblicherweise linear) vorgeschoben wird. Der gesamte Bearbeitungsprozess läuft um eine zentrale Achse ab und eignet sich daher besonders für konzentrische Strukturen.
Beim CNC-Fräsen ist die Situation genau umgekehrt: Das Werkzeug rotiert mit hoher Geschwindigkeit, während das Werkstück in der Regel stationär bleibt (oder über ein Mehrachsensystem bewegt wird). Das Werkzeug kann in mehreren Richtungen (X, Y, Z) schneiden und sogar komplexe Winkelbearbeitungen simultan in einem 5-Achs-System durchführen.
Einfach ausgedrückt:
- Drehen → Rotierendes Werkstück
- Fräsen → Rotierendes Schneidwerkzeug
Die direkte Folge davon ist, dass Drehen zwar effizient ist, aber nur einen einzigen Pfad aufweist, während Fräsen flexibel ist, aber einen komplexen Pfad aufweist.
Geeignete Teilearten
Wenn wir es in einem Satz zusammenfassen wollten: Drehen eignet sich für „runde“ Formen, und Fräsen eignet sich für „komplexe“ Formen, aber die tatsächliche Situation ist viel differenzierter.
Typische CNC-Drehteile:
- Wellenartige Bauteile (Antriebswellen, Bolzen)
- Hülsen, Buchsen
- Gewindeteile
- Zylindrische Außenhülle
Diese Teile haben eines gemeinsam: Sie sind symmetrisch um eine zentrale Achse.
Typisches CNC-Fräsen von Teilen:
- Strukturbauteile mit Flächen, Schlitzen und Löchern
- Komplexe Formen (unregelmäßig geformte Teile)
- Mehrseitig bearbeitete Teile
- Formen und Strukturbauteile
Insbesondere bei Geräten mit 3 oder mehr Achsen kann es Folgendes bewältigen:
- Schräge Fläche
- Gekrümmte Oberfläche
- Tiefe Hohlraumstruktur
Das sind Dinge, die man durch Drehen nicht erreichen kann.
Unterschied zwischen Genauigkeit und Kosten
Dies ist der Aspekt, der dem Einkauf die größten Sorgen bereitet, und gleichzeitig derjenige, der am leichtesten falsch eingeschätzt wird.
Aus Sicht der Genauigkeit:
- Das Drehen bietet einen natürlichen Vorteil hinsichtlich Rundheit und Koaxialität.
- Das Fräsen bietet Vorteile hinsichtlich Positionsgenauigkeit und Kontrolle komplexer Zusammenhänge.
Wenn Ihre Teileanforderungen:
- Hohe Konzentrizität → Drehen priorisieren
- Hochpräzise Passform auf mehreren Oberflächen → Fräsen erforderlich
Aus Sicht der Kostenstruktur:
Der Grund für die niedrigen Drehkosten ist:
- Einfacher Verarbeitungspfad
- Einzelne Bewegung des Schneidwerkzeugs
Die meisten Bearbeitungsschritte können in einer einzigen Aufspannung abgeschlossen werden.
Das Fräsen ist teurer, in der Regel aus folgenden Gründen:
- Mehrfachklemmung
- Die Programmierung ist komplex (insbesondere bei 5-Achsen-Modellen).
- Längere Bearbeitungszeit
Wie man den geeigneten CNC-Fräsprozess auswählt
Die eigentliche Herausforderung besteht nicht darin, die Unterschiede zu verstehen, sondern sie in konkrete Entscheidungen umzusetzen. In realen Projekten bewerten Ingenieure und Einkäufer typischerweise drei Kernfragen: Ist die Struktur realisierbar? Sind die Kosten angemessen? Ist die Lieferzeit kontrollierbar?
Die folgenden zwei Punkte entscheiden im Wesentlichen darüber, ob Sie Fräsen oder Drehen wählen sollten.
Strukturelle Komplexität
Betrachten Sie zuerst die Struktur, nicht die Ausrüstung.
Bei typischen rotationssymmetrischen Bauteilen – wie Wellen, Hülsen oder Ringen – ist Drehen das bevorzugte Verfahren. Die Bearbeitung dieser Teile auf einer Drehmaschine ist einfach, effizient und erleichtert die Sicherstellung der Koaxialität.
Die Situation ändert sich jedoch, wenn die Teile folgende Eigenschaften aufweisen:
- Ebenen, Stufen, unregelmäßige Umrisse
- Seitliche Löcher, schräge Löcher
- Keilnuten und tiefe Rillen
- Vielschichtige Verarbeitungsanforderungen
An diesem Punkt ist das Drehen allein im Grunde unzureichend, das Fräsen muss eingeführt werden.
Manche Strukturen gehen sogar noch weiter, zum Beispiel:
- gekrümmte Oberflächenform
- Mehrwinkelbearbeitete Oberfläche
- Tiefer Hohlraumkomplexstruktur
In solchen Fällen ist in der Regel eine 3-Achs- oder höherachsige, oder sogar 5-Achs-Fräsbearbeitung erforderlich.
Losgröße und Budget
Die Struktur entscheidet darüber, „ob es möglich ist“, Losgröße und Budget hingegen darüber, „wie man es rationaler umsetzen kann“.
Kleinchargen-/Probenphase
In dieser Phase steht Flexibilität an erster Stelle.
- Das Fräsen ist aufgrund seiner Anpassungsfähigkeit verbreiteter.
- Auch runde Teile können direkt bearbeitet werden (wodurch die Umrüstkosten reduziert werden).
Häufige Designänderungen und verfrühte Prozessoptimierung können tatsächlich Zeitverschwendung sein.
Produktion im mittleren bis großen Maßstab
An diesem Punkt kehrt sich die Logik um.
- Der Effizienzvorteil des Abbiegens wird allmählich deutlich.
- Die Stückkosten sind deutlich gesunken.
- In dedizierte Prozessrouten zu investieren, lohnt sich mehr.
Zum Beispiel ein Wellenteil:
- Prototyping-Phase: Diese kann mittels Fräsen und einfachen Vorrichtungen durchgeführt werden.
- Phase der Massenproduktion: Verlagert sich fast immer auf das Drehen (auch automatisiertes Drehen).
Budgetsensible Projekte
Um es deutlicher zu sagen: Die Wahl des falschen Verfahrens kann zu einem Kostenunterschied von 2 bis 5 Mal führen.
Häufige Missverständnisse sind:
- Bearbeitung einfacher zylindrischer Teile mittels 5-Achs-Fräsen
- Effizientere Abbiegelösungen ignorieren, um „Probleme zu vermeiden“
- Ignorieren Sie die versteckten Kosten, die mit der Anzahl der Setups verbunden sind.
Ein professionellerer Ansatz besteht darin, zu Beginn des Projekts Folgendes festzulegen:
- Ist die Mehrachsenbearbeitung notwendig?
- Lässt sich der Prozess in Teilschritte unterteilen, um die Kosten zu senken?
- Ist es für die Fräs-Dreh-Verbundbearbeitung geeignet?

Können runde Teile mittels CNC-Fräsen bearbeitet werden?
Ja, aber ob man das Fräsen einsetzt, hängt von den Konstruktionsdetails, den Präzisionsanforderungen und Ihrem akzeptablen Kosten- und Lieferzeitrahmen ab.
Machbarkeitsanalyse
Hinsichtlich der Bearbeitungsmöglichkeiten kann das CNC-Fräsen vollständig kreisförmige oder nahezu kreisförmige Strukturen herstellen.
Bei der 3-Achs-Fräsbearbeitung kann die Bearbeitung von Außenkreisen oder Innenbohrungen durch Interpolation (Kreisbögen/Konturpfade) erreicht werden; bei höheren Konfigurationen (wie 4-Achs- und 5-Achs-Maschinen) kann durch Drehachsenkopplung eine Bearbeitungsmethode erreicht werden, die dem Drehen näher kommt.
Mit anderen Worten:
- Äußerer Kreis → kann durch Konturfräsen erreicht werden
- Löcher → können durch Bohren + Ausdrehen/Fräsen hergestellt werden.
- Schritte → Kann durch schichtweises Schneiden erreicht werden.
Aus der Perspektive der Machbarkeit besteht kein Problem. Das Problem liegt jedoch darin, ob die Effizienz und das Ergebnis den Aufwand wert sind.
Bei einem einfachen Zylinder bedeutet Fräsen typischerweise:
- Das Schneidwerkzeug muss sich wiederholt entlang des Umfangs bewegen.
- Die Bearbeitungszeit hat sich deutlich verlängert.
- Die Oberflächenqualität hängt von der Werkzeugwegstrategie ab.
Beim Drehen kann die gleiche Struktur mit nur einem durchgehenden Schnitt hergestellt werden, was effizienter und gleichmäßiger ist.
Wann sollte man sich für die Kurve entscheiden?
Wenn ein Bauteil die folgenden Eigenschaften aufweist, ist Drehen fast immer die Standardmethode:
- Vollständig oder hochgradig rotationssymmetrisch
- Hohe Anforderungen an Rundheit und Koaxialität
- Bei großen Losgrößen ist eine Kontrolle der Stückkosten erforderlich.
Diese Art von Teilen kann durch Fräsen hergestellt werden, dies ist jedoch in der Regel eine unwirtschaftliche Option.
Es gibt jedoch einige typische Szenarien, in denen Fräsen eine sinnvolle oder sogar bessere Lösung darstellt:
1. Kreisförmige Gestalt + komplexe Merkmale (am häufigsten)
Zum Beispiel:
- Zylindrische Form + seitliche Löcher
- Kreisscheibe + unregelmäßig geformte Nut
- Runde Teile + vielseitige Bearbeitung
Wenn für all diese Bearbeitungsvorgänge das Drehen verwendet wird, ergeben sich erhebliche Einschränkungen; das Fräsen hingegen ist zwar etwas weniger effizient, ermöglicht aber die Bearbeitung von mehr Strukturen auf einmal und reduziert Spannfehler.
2. Kleinserien- oder Probenahmephase
Während der Probenentwicklungsphase sollte folgenden Punkten Priorität eingeräumt werden:
- Geschwindigkeit
- Flexibilität
- Änderungskosten
Auch runde Teile können direkt gefräst werden, um die mit dem Umrüsten von Maschinen oder dem Umprogrammieren verbundenen Zeitkosten zu vermeiden.
3. Gerätebeschränkungen
In einigen Fällen:
- Es gab keine geeignete Drehbank.
- Die Teilegröße/Spannmethode ist für das Drehen nicht geeignet.
Das Mahlen wird somit zu einer praktikablen Alternative.
Wie können wir Fräs- und Drehbearbeitung gleichzeitig anbieten?
Das Problem für die meisten Zulieferer liegt nicht darin, ob sie die Teile bearbeiten können, sondern darin, dass sie nur einen einzigen Bearbeitungsprozess anbieten können. Sobald ein Teil eine komplexe Struktur aufweist, muss die Bearbeitung ausgelagert oder in separaten Schritten durchgeführt werden, was in der Regel zu folgendem Ergebnis führt:
- Mehrfache Spannvorgänge → Kumulierter Genauigkeitsfehler
- Prozessstörung → Lieferzeit verlängert
- Unterschiedliche Verantwortlichkeiten → Schwierigkeiten bei der Qualitätsnachverfolgung
Unser Ansatz besteht darin, diese Probleme von vornherein zu beseitigen.
Integrierte Prozessfähigkeit (Drehen + Fräsen)
Wir verfügen über ausgereifte CNC-Dreh- und CNC-Fräskapazitäten und unterstützen verschiedene Bearbeitungskombinationen:
- Die Hauptstruktur (Welle, Hülse, Außendurchmesser) wird durch Drehen fertiggestellt.
- Durch Fräsen werden funktionale Merkmale (Löcher, Schlitze, unregelmäßige Oberflächen) hergestellt.
- Durch den Einsatz von Fräsen und Drehen nach Bedarf lässt sich die Anzahl der Aufspannungen reduzieren.
Das bedeutet, dass Sie sich nicht mit verschiedenen Lieferanten abstimmen müssen; ein Team kann den gesamten Prozess vom Rohmaterial bis zum fertigen Produkt abwickeln.
Reduzierte Klemmung = verbesserte Genauigkeit und Stabilität
Bei Präzisionsteilen entstehen Fehler oft nicht durch die Maschinen selbst, sondern durch den Spannvorgang. Jeder zusätzliche Spannvorgang erhöht das Fehlerrisiko.
- Koaxialitätsversatz
- Akkumulierter Positionsfehler
- Inkonsistente Benchmarks
Durch die Integration von Dreh- und Fräsprozessen können wir:
- Minimieren Sie die Anzahl der Spannvorgänge.
- Alle wichtigen Funktionen unter demselben Maßstab
- Verbesserung der Maßgenauigkeit und Ausbeute
Bei hochpräzisen Teilen (z. B. ±0,02 mm Genauigkeit) ist dies keine Optimierung, sondern eine Voraussetzung.
Bei der Kostenkontrolle geht es nicht um „Preissenkung“, sondern um Prozessoptimierung.
Viele Kunden vergleichen direkt die Preise, vernachlässigen dabei aber den zugrunde liegenden Herstellungsprozess. Wir bewerten diesen proaktiv bereits in der Angebotsphase:
- Sollte das Drehen Vorrang vor dem Fräsen haben?
- Können die Zeitkosten durch Prozessintegration reduziert werden?
- Ist ein 5-Achsen-System erforderlich oder ist ein 3-Achsen-System mit einer einfachen Vorrichtung sinnvoller?
Einige Teile können durch Anpassung des Herstellungsprozesses realisiert werden:
- Bearbeitungszeit um mehr als 30 % reduziert
- Die Stückkosten sind deutlich gesunken.
- Stabilere Lieferzeit
Diese Art der Optimierung spiegelt sich nicht in den Zeichnungen wider, sondern nur in der Erfahrung des Lieferanten.
Kontinuierliche Leistungsfähigkeit von der Prototypenentwicklung bis zur Serienproduktion
Das Problem bei vielen Projekten ist, dass:
- Finden Sie eine Firma, die ein Muster anfertigt.
- Wechseln Sie zu einem anderen Lieferanten für Großmengen.
Das Ergebnis sind inkonsistente Prozesse, die manchmal eine erneute Überprüfung erfordern.
Unser Modell ist:
- Prototypenfertigung in Kleinserien → Schnelle Designvalidierung
- Mittelserienfertigung → Prozesspfad optimieren
- Großserienproduktion → Stabile Lieferungen und Kostenkontrolle
Um wiederholtes Ausprobieren zu vermeiden, wird durchgehend die gleiche Prozesslogik angewendet.