
Что такое токарная и фрезерная обработка на станках с ЧПУ?
Сравнение основных понятий
В реальном производстве токарная и фрезерная обработка на станках с ЧПУ — это два наиболее распространенных и часто путаемых метода обработки материалов. Основное различие заключается не в «названии оборудования», а в логике движения при удалении материала.
Токарная обработка на станках с ЧПУ
Заготовка вращается, в то время как режущий инструмент остается практически неподвижным (или осуществляет простую подачу).
- Удалите материал, отрезав наружный диаметр, внутреннее отверстие и т. д.
- Типичное оборудование: токарный станок с ЧПУ.
- Подходит для: валов, цилиндров, симметричных деталей.
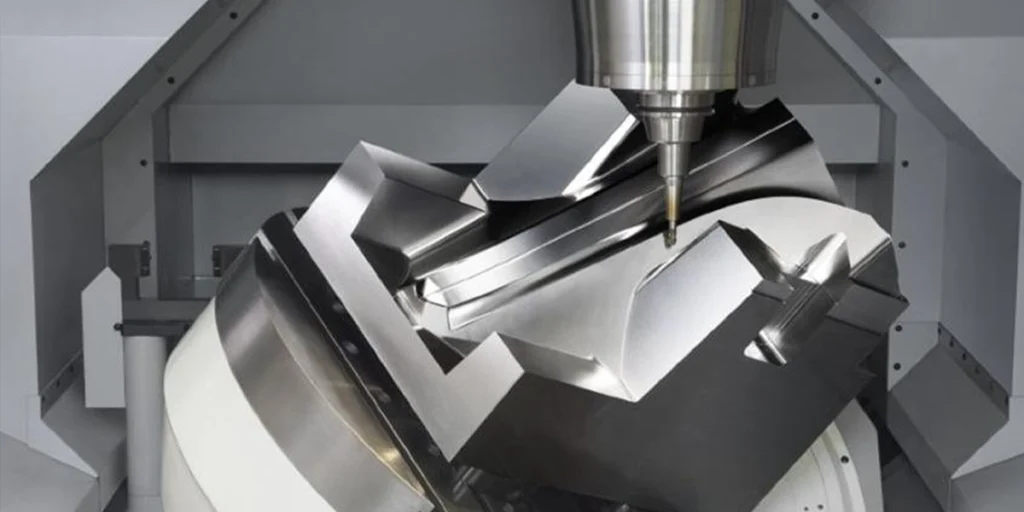
фрезерование на станках с ЧПУ
Режущий инструмент вращается, в то время как заготовка обычно неподвижна (или управляется с помощью многоосевого механизма).
- Достижение обработки сложных форм посредством многонаправленного движения.
- Типичное оборудование: 3-осевой/5-осевой фрезерный станок с ЧПУ.
- Подходит для: сложных геометрических форм и асимметричных деталей.

В чём разница между фрезерованием и токарным станком с ЧПУ?
После понимания основных концепций двух процессов, решающее значение при принятии решений о технологическом процессе имеют различия в методах перемещения, типах используемых деталей, а также в точности и структуре затрат. Эти различия напрямую определяют: как следует изготавливать детали, какое оборудование использовать и, в конечном итоге, сколько это будет стоить и сколько времени потребуется для доставки.
Упражнение
Это самое принципиальное различие между двумя процессами.
При токарной обработке на станках с ЧПУ заготовка зажимается на шпинделе и вращается с высокой скоростью, в то время как инструмент перемещается по фиксированной траектории (обычно линейному перемещению). Весь процесс обработки происходит вокруг центральной оси, что делает его естественным образом подходящим для «концентрических структур».
В фрезеровании с ЧПУ ситуация прямо противоположная — инструмент вращается с высокой скоростью, в то время как заготовка обычно остается неподвижной (или перемещается с помощью многоосевой системы). Инструмент может резать в нескольких направлениях (X, Y, Z) и даже выполнять сложную угловую одновременную обработку в 5-осевой системе.
Проще говоря:
- Токарная обработка → Вращение заготовки
- Фрезерование → Вращающийся режущий инструмент
Непосредственным следствием этого является то, что токарная обработка эффективна, но имеет единственный путь выполнения, в то время как фрезерование является гибким, но имеет сложный путь выполнения.
Подходящие типы деталей
Если суммировать это в одном предложении: токарная обработка подходит для «круглых» форм, а фрезерование — для «сложных» форм, но на самом деле ситуация гораздо сложнее.
Типичные детали, изготавливаемые на станках с ЧПУ:
- Детали валового типа (приводные валы, штифты)
- Втулки, подшипники скольжения
- Резьбовые детали
- Цилиндрическая внешняя оболочка
Эти детали объединяет одно: они симметричны относительно центральной оси.
Типичный процесс фрезерования деталей на станках с ЧПУ:
- Конструкционные элементы с плоскостями, пазами и отверстиями.
- Сложные формы (детали неправильной формы)
- Многогранные обработанные детали
- Пресс-формы и конструктивные элементы
Особенно в оборудовании с 3 и более осями оно может выполнять следующие задачи:
- Наклонная поверхность
- Изогнутая поверхность
- Глубокая полостная структура
Этого невозможно достичь с помощью поворота.
Разница между точностью и стоимостью
Именно этот аспект вызывает наибольшее беспокойство у отдела закупок, и именно по нему чаще всего допускают ошибки.
С точки зрения точности:
- Токарная обработка обладает естественным преимуществом с точки зрения округлости и соосности.
- Фрезерование обладает преимуществами в точности позиционирования и контроле многогранных взаимосвязей.
Если вам необходимы следующие запчасти:
- Высокая концентричность → Приоритет при поворотах
- Высокоточная подгонка по нескольким поверхностям → Требуется фрезерование
С точки зрения структуры затрат:
Низкая стоимость токарной обработки объясняется следующим:
- Простой путь обработки
- Однократное движение режущего инструмента
Большинство операций механической обработки можно выполнить за одну установку.
Измельчение обходится дороже, как правило, по следующим причинам:
- Многократное зажимание
- Программирование — сложный процесс (особенно для 5-осевых моделей).
- Более длительное время обработки
Как выбрать подходящий процесс фрезерования на станке с ЧПУ
Настоящая сложность заключается не в «понимании различий», а в преобразовании этих различий в решения. В реальных проектах инженеры и специалисты по закупкам обычно оценивают три основных вопроса: является ли конструкция осуществимой? Является ли стоимость разумной? Можно ли контролировать сроки поставки?
Следующие два пункта в основном определят, какой способ обработки вам следует выбрать: фрезерование или токарную обработку.
Структурная сложность
В первую очередь обратите внимание на конструкцию, а не на оборудование.
Если деталь представляет собой типичную вращательно-симметричную конструкцию, такую как валы, втулки или кольца, то предпочтительным методом является токарная обработка. Обработка таких деталей на токарном станке проста, эффективна и облегчает обеспечение соосности.
Однако ситуация меняется, если детали обладают следующими характеристиками:
- Плоскости, ступени, неправильные очертания
- Боковые отверстия, косые отверстия
- Шпоночные пазы и глубокие канавки
- Многогранные требования к обработке
На данном этапе одной лишь токарной обработки, по сути, недостаточно, и необходимо ввести фрезерование.
Некоторые структуры идут еще дальше, например:
- Изогнутая форма поверхности
- Поверхность, обработанная под разными углами
- Глубокая полостная комплексная структура
В таких случаях обычно требуется фрезерование по трем или более осям, а то и по пяти осям.
Размер партии и бюджет
Структура определяет, «возможно ли это сделать», а размер партии и бюджет определяют, «как сделать это более рационально».
Этап мелкосерийного производства/отбора проб
На данном этапе приоритетом является гибкость.
- Измельчение более распространено благодаря своей универсальности.
- Даже круглые детали можно обрабатывать напрямую (что снижает затраты на переналадку).
Частые изменения в конструкции и преждевременная оптимизация процесса могут фактически привести к потере времени.
Производство в средних и крупных масштабах
В этот момент логика меняется на противоположную.
- Преимущества поворота с точки зрения эффективности начинают проявляться.
- Себестоимость единицы продукции значительно снизилась.
- Вложение средств в специализированные технологические маршруты более оправдано.
Например, деталь в виде вала:
- Этап прототипирования: Он может быть выполнен с использованием фрезерования и простых приспособлений.
- Этап массового производства: почти всегда происходит переход к токарной обработке (даже автоматизированной).
Проекты, требующие оперативного управления бюджетом
Говоря проще: выбор неправильного процесса может привести к разнице в затратах в 2–5 раз.
К числу распространенных заблуждений относятся:
- Обработка простых цилиндрических деталей с помощью 5-осевого фрезерования.
- Игнорирование более эффективных решений для поворота с целью «избежать проблем»
- Не обращайте внимания на скрытые затраты, связанные с количеством настроек.
Более профессиональный подход заключается в том, чтобы определить следующие моменты в начале проекта:
- Необходимо ли использовать многоосевую обработку?
- Можно ли разбить процесс на этапы, чтобы снизить затраты?
- Подходит ли он для токарно-фрезерной обработки композитных материалов?

Можно ли обрабатывать круглые детали с помощью фрезерного станка с ЧПУ?
Да, но целесообразность использования фрезерования зависит от конструктивных особенностей, требований к точности, а также от приемлемого для вас диапазона стоимости и сроков поставки.
Анализ осуществимости
С точки зрения возможностей обработки, фрезерный станок с ЧПУ позволяет изготавливать полностью круглые или почти круглые конструкции.
При 3-осевом фрезеровании обработка внешних окружностей или внутренних отверстий может осуществляться с помощью интерполяции (дуг окружности/контурных траекторий); в более сложных конфигурациях (таких как 4-осевое и 5-осевое оборудование) метод обработки, более близкий к токарной обработке, может быть достигнут с помощью вращательной осевой связи.
Другими словами:
- Внешний круг → может быть получен с помощью контурного фрезерования.
- Отверстия → можно выполнить путем сверления + расточки/фрезерования.
- Этапы → Может быть достигнуто путем послойной резки.
С точки зрения «возможно ли это сделать», проблемы нет. Проблема заключается в том, оправдывают ли себя эффективность и результат.
Для простого цилиндра фрезерование обычно означает следующее:
- Режущий инструмент должен многократно перемещаться по окружности.
- Время обработки значительно увеличилось.
- Качество поверхности зависит от стратегии траектории движения инструмента.
При токарной обработке одну и ту же конструкцию можно изготовить одним непрерывным пропилом, что более эффективно и обеспечивает более равномерный результат.
В каких случаях следует выбирать поворот?
Если деталь обладает следующими характеристиками, то токарная обработка практически всегда является предпочтительным методом:
- Полностью или с высокой степенью вращательной симметрии
- Высокие требования к округлости и соосности.
- Большие объемы партий требуют контроля себестоимости единицы продукции.
Детали такого типа можно изготавливать фрезерным методом, но это, как правило, нерентабельный вариант.
Однако существуют типичные сценарии, когда измельчение является разумным или даже лучшим решением:
1. Круглая форма + сложные особенности (наиболее распространенный вариант)
Например:
- Цилиндрическая форма + боковые отверстия
- Круглый диск + канавка неправильной формы
- Круглые детали + многогранная механическая обработка
Если для всех этих операций использовать токарную обработку, возникнут существенные ограничения; в то время как фрезерование, хотя и несколько менее эффективно, позволяет обрабатывать больше конструкций за один раз и уменьшить ошибки при зажиме.
2. Этап мелкосерийного производства или отбора проб.
На этапе разработки образцов следует отдавать приоритет следующим задачам:
- скорость
- Гибкость
- затраты на модификацию
Даже круглые детали можно фрезеровать напрямую, что позволяет избежать временных затрат, связанных с заменой оборудования или перепрограммированием.
3. Ограничения оборудования
В некоторых случаях:
- Подходящего токарного станка не было.
- Размер детали/способ зажима не подходит для токарной обработки.
В таком случае измельчение становится жизнеспособной альтернативой.
Как мы можем одновременно предоставлять услуги фрезерования и токарной обработки?
Проблема для большинства поставщиков заключается не в том, могут ли они «обработать» детали, а в том, что они могут предложить только один технологический процесс. Если деталь имеет сложную конструкцию, ее приходится передавать на аутсорсинг или обрабатывать в несколько этапов, и в результате обычно получается следующее:
- Многократные операции зажима → Накопленная погрешность точности
- Сбой в процессе → Увеличение срока доставки
- Разница в ответственности → Сложности в отслеживании качества
Наш подход заключается в устранении этих проблем с самого начала.
Интегрированная технологическая инфраструктура (токарная и фрезерная обработка).
Мы располагаем развитыми возможностями для токарной и фрезерной обработки на станках с ЧПУ и поддерживаем различные комбинации операций обработки:
- Основная конструкция (вал, втулка, наружный диаметр) дорабатывается методом токарной обработки.
- Фрезерование завершает формирование функциональных элементов (отверстий, пазов, неровных поверхностей).
- Для сокращения количества переналадок используйте фрезерование и токарную обработку по мере необходимости.
Это означает, что вам не нужно координировать действия между разными поставщиками; одна команда может справиться со всем процессом, от сырья до готовой продукции.
Уменьшение зажима = повышение точности и стабильности
В случае с прецизионными деталями ошибки часто возникают не из-за оборудования, а из-за процесса зажима. Каждая дополнительная операция зажима добавляет еще один уровень риска.
- Смещение коаксиальности
- Накопленная ошибка позиционирования
- Несогласованные контрольные показатели
Благодаря интеграции процессов токарной и фрезерной обработки мы можем:
- Сведите к минимуму количество операций зажима.
- Полный набор ключевых функций в рамках одного эталонного показателя.
- Повышение точности размеров и выхода годной продукции.
Для высокоточных деталей (например, с точностью до ±0,02 мм) это не оптимизация, а необходимое условие.
Контроль затрат — это не «снижение цен», а оптимизация процессов.
Многие клиенты сравнивают цены напрямую, но упускают из виду сам производственный процесс. Мы же, в свою очередь, учитываем это на этапе составления коммерческого предложения:
- Следует ли отдавать приоритет токарной обработке перед фрезерной?
- Можно ли сократить временные затраты за счет интеграции процессов?
- Обязательно ли использовать 5-осевую схему, или же более целесообразно использовать 3-осевую схему с простым приспособлением?
Некоторые детали могут быть изготовлены путем корректировки производственного процесса:
- Время обработки сокращено более чем на 30%.
- Себестоимость единицы продукции значительно снизилась.
- Более стабильные сроки доставки
Такой тип оптимизации не отразится на чертежах, а лишь отразится на опыте поставщика.
Непрерывная работа от прототипирования до массового производства.
Проблема многих проектов заключается в том, что:
- Найдите компанию, которая изготовит образец.
- При оптовых закупках перейдите к другому поставщику.
В результате возникают непоследовательные процессы, иногда требующие повторной проверки.
Наша модель:
- Прототипирование небольшими партиями → Быстрая проверка конструкции
- Производство средних партий → Оптимизация технологического процесса
- Крупномасштабное производство → Стабильные поставки и контроль затрат
Для предотвращения повторных проб и ошибок используется одна и та же логика процесса на всех этапах.