
CNC旋削加工とフライス加工とは何ですか?
基本概念の比較
実際の製造現場では、CNC旋削加工 とCNCフライス加工は 、最も基本的でありながら混同されやすい加工方法の2つです。本質的な違いは「装置名」にあるのではなく、材料除去の動作原理にあります。
CNC旋盤加工
加工対象物は回転するが、切削工具は基本的に固定されたまま(または単純な送り動作を行う)。
- 外径、内径などを切断して材料を除去します。
- 代表的な設備:CNC旋盤
- 適合対象:シャフト、シリンダー、対称部品
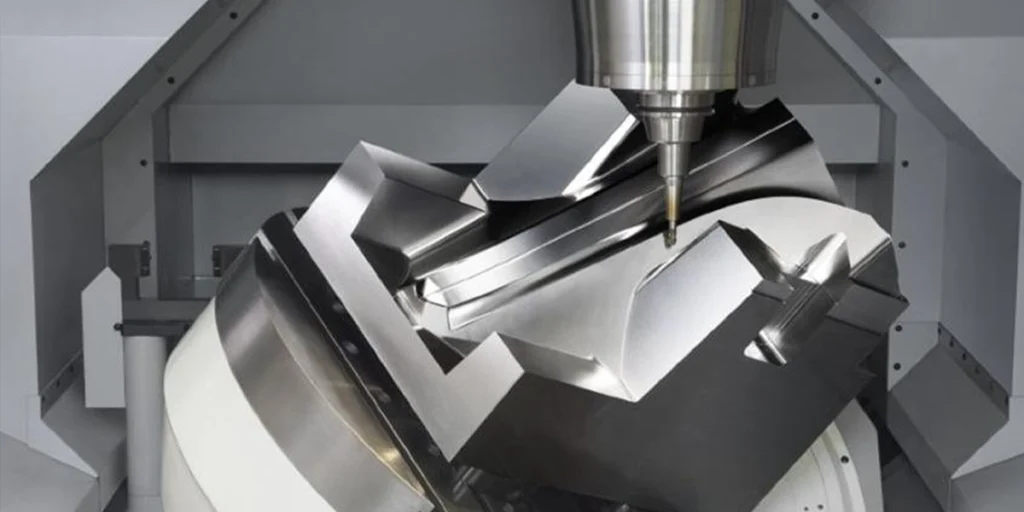
CNCフライス加工
切削工具は回転する一方、工作物は通常固定されている(または多軸連動機構で操作される)。
- 多方向の動きによる複雑な形状加工の実現
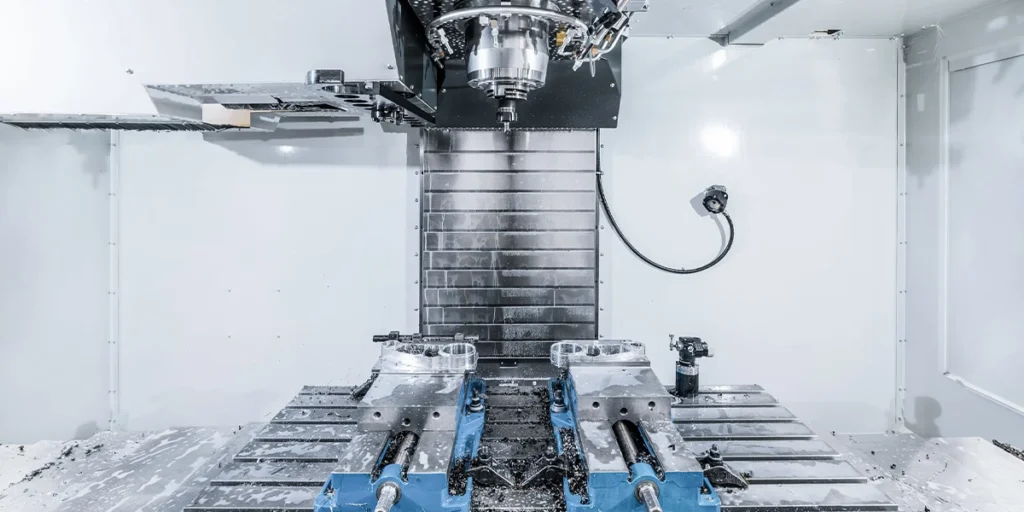
- 代表的な設備:3軸/5軸CNCフライス盤
- 用途:複雑な形状や非対称部品

CNCフライス加工と旋削加工の違いは何ですか?
2つのプロセスの基本概念を理解した上で、加工に関する意思決定に真に影響を与えるのは、動作方法、適用可能な部品の種類、精度、およびコスト構造の違いです。これらの違いによって、部品の製造方法、使用する設備、そして最終的にはコストと納期が直接的に決まります。
エクササイズ
これが、両プロセス間の最も根本的な違いである。
CNC旋削加工では、工作物はスピンドルに固定され高速回転し、工具は一定の経路(通常は直線運動)に沿って送り込まれます。加工プロセス全体が中心軸を中心に展開されるため、「同心構造」の加工に非常に適しています。
CNCフライス加工では、状況は全く逆で、工具が高速回転する一方、工作物は通常静止した状態(または多軸システムによって移動)に保たれます。工具は複数の方向(X、Y、Z)に沿って切削することができ、5軸システムでは複雑な角度での同時加工も可能です。
簡単に言うと:
- 旋削 → ワークピースの回転
- フライス加工 → 回転切削工具
このことから直接的に言えることは、旋削加工は効率的だが経路が一つしかないのに対し、フライス加工は柔軟性があるが経路が複雑になるということである。
適切な部品タイプ
一言でまとめるとすれば、旋削加工は「丸い」形状に適しており、フライス加工は「複雑な」形状に適している、ということになりますが、実際の状況はそれよりもはるかに複雑です。
代表的なCNC旋削加工部品:
- シャフト型部品(駆動軸、ピン)
- スリーブ、ブッシング
- ねじ込み部品
- 円筒形の外殻
これらの部品には共通点が一つある。それは、中心軸に対して対称であるということだ。
部品の典型的なCNCフライス加工:
- 平面、スロット、および穴を有する構造部品
- 複雑な形状(不規則な形状の部品)
- 多面加工部品
- 金型および構造部品
特に3軸以上の装置では、以下のことが可能です。
- 傾斜面
- 曲面
- 深い空洞構造
これらは、旋回するだけでは達成できないことだ。
精度とコストの違い
これは調達部門が最も懸念する部分であり、同時に最も判断を誤りやすい部分でもある。
正確性の観点から:
- 旋削加工は、真円度と同軸度という点で自然な利点がある。
- フライス加工は、位置精度と多面的な関係性の制御において利点がある。
部品要件が以下のとおりの場合:
- 高い同心度 → 旋削加工を優先する
- 複数の表面への高精度な嵌合 → フライス加工が必要
コスト構造の観点から:
旋削加工のコストが低い理由は以下のとおりです。
- シンプルな処理パス
- 切削工具の単一動作
ほとんどの機械加工は、一度の段取りで完了できる。
製粉は一般的にコストが高い。その理由は以下の通りである。
- 複数クランプ
- プログラミングは複雑です(特に5軸モデルの場合)。
- 処理時間が長くなります
適切なCNCフライス加工プロセスを選択する方法
真の課題は「違いを理解すること」ではなく、その違いを意思決定に反映させることにある。実際のプロジェクトでは、エンジニアや調達担当者は通常、次の3つの主要な質問を評価します。構造は実現可能か?コストは妥当か?納期は管理可能か?
以下の2つの点が、基本的にフライス加工と旋削加工のどちらを選択すべきかを決定する要因となります。
構造的複雑性
設備ではなく、まず構造を見てください。
部品がシャフト、スリーブ、リングなどの典型的な回転対称構造である場合、旋削加工が最適な方法です。旋盤でこれらの部品を加工することは、簡単で効率的であり、同軸性を確保しやすくなります。
しかし、部品が以下の特性を示す場合は状況が変わります。
- 平面、階段、不規則な輪郭
- 側面の穴、斜めの穴
- キー溝と深い溝
- 多面的な処理要件
この段階では、旋削加工だけでは基本的に不十分であり、フライス加工を導入する必要がある。
さらに進んだ構造もあります。例えば:
- 曲面形状
- 多角度加工面
- 深空洞複合構造
このような場合、通常は3軸以上、あるいは5軸のフライス加工が必要となります。
バッチサイズと予算
構造は「それが可能かどうか」を決定するが、バッチサイズと予算は「より合理的に行う方法」を決定する。
小ロット生産/サンプリング段階
現段階では、柔軟性が最優先事項です。
- 粉砕加工は、その適応性の高さからより一般的に用いられている。
- 円形部品も直接加工できるため、段取り替えコストを削減できます。
頻繁な設計変更や時期尚早なプロセス最適化は、実際には時間の無駄につながる可能性がある。
中規模から大規模生産
この時点で、論理は逆転する。
- 旋削加工の効率性の高さが明らかになりつつある。
- 単位コストが大幅に低下しました
- 専用のプロセスルートに投資する方が、より価値がある。
例えば、シャフトタイプの部品:
- プロトタイプ製作段階:これは、フライス加工と簡単な治具を使用して完了できます。
- 量産段階:ほぼ必ず旋削加工(自動旋削加工を含む)に移行する。
予算に敏感なプロジェクト
もっと直接的に言うと、間違ったプロセスを選択すると、コストが2~5倍も変わってしまう可能性がある。
よくある誤解には以下のようなものがあります。
- 5軸フライス加工による単純な円筒形部品の加工
- 「手間を省く」ために、より効率的な旋削ソリューションを無視する
- セットアップ回数に関連する隠れたコストは無視してください
よりプロフェッショナルなアプローチとしては、プロジェクトの開始時に以下の点を明確に定義することが挙げられます。
- 多軸加工は必要でしょうか?
- コスト削減のために、プロセスを細分化することは可能でしょうか?
- 複合材の複合加工(ミルターン加工)に適していますか?

円形部品はCNCフライス加工で加工できますか?
はい、ただし、フライス加工を使用するかどうかは、構造の詳細、精度要件、および許容できるコストと納期の範囲によって異なります。
実現可能性分析
加工能力という点では、CNCフライス加工は円形またはほぼ円形の構造物を完全に製造することができる。
3軸フライス加工では、外円や内穴の加工は補間(円弧/輪郭パス)によって実現できます。より高度な構成(4軸や5軸装置など)では、回転軸の連動によって旋削加工に近い加工方法を実現できます。
言い換えると:
- 外円 → 輪郭フライス加工で実現可能
- 穴あけ加工は、ドリル加工とボーリング/フライス加工によって行うことができます。
- 手順 → 重ね切りによって実現できます。
「実現可能かどうか」という観点から見れば、問題はない。しかし、問題は、その効率性と結果がそれに見合うものかどうかにある。
単純な円筒の場合、フライス加工は通常、以下のことを意味します。
- 切削工具は円周に沿って繰り返し移動する必要がある。
- 処理時間が大幅に増加しました。
- 表面品質はツールパス戦略に依存する
旋削加工では、同じ構造を一度の連続切削で完成させることができ、より効率的で一貫性のある加工が可能となる。
旋回はどのような場合に選択すべきか?
部品が以下の特性を持つ場合、旋削加工はほぼ常にデフォルトの選択肢となります。
- 完全または高度に回転対称
- 真円度と同軸度に対する高い要求
- 大量生産の場合、単位コストの管理が不可欠となる。
こうした部品はフライス加工で作ることも可能だが、通常は経済的ではない。
しかし、フライス加工が合理的、あるいはより良い解決策となる典型的なシナリオもいくつか存在する。
1. 円形+複雑な形状(最も一般的)
例えば:
- 円筒形+側面に穴
- 円盤+不規則な形状の溝
- 丸型部品+多面加工
これらの加工すべてに旋削加工を用いると、大きな制約が生じる。一方、フライス加工は効率はやや劣るものの、一度に多くの構造物を加工でき、クランプ誤差を低減できる。
2. 小ロット生産またはサンプリング段階
サンプル開発段階では、以下の点を優先的に考慮する必要があります。
- スピード
- 柔軟性
- 改造費用
円形部品であっても、装置の切り替えや再プログラミングに伴う時間的コストを回避するために、直接フライス加工を行うことができる。
3. 機器の制限
場合によっては:
- 適切な旋盤がなかった。
- 部品のサイズやクランプ方法は旋削加工には適していません。
そうなると、製粉は実行可能な代替手段となる。
フライス加工と旋削加工の両方のサービスを同時に提供するにはどうすればよいですか?
ほとんどのサプライヤーにとっての問題は、部品を「加工できるかどうか」ではなく、単一のプロセスしか提供できないことである。部品が複雑な構造を持つようになると、外部委託するか、複数の工程に分けて加工する必要があり、その結果は通常次のようになる。
- 複数回のクランプ操作 → 累積精度誤差
- プロセス分解 → 納期延長
- 責任の所在の相違 → 品質追跡の困難さ
私たちのやり方は、これらの問題を最初から排除することです。
統合加工能力(旋削加工+フライス加工)
当社は、高度なCNC旋削加工およびCNCフライス加工技術を有しており、様々な加工組み合わせに対応可能です。
- 主要構造(軸、スリーブ、外径)は旋削加工によって完成する。
- フライス加工により、機能的な形状(穴、溝、不規則な表面)が完成する。
- 必要に応じてフライス加工と旋削加工を併用し、段取り回数を減らしてください。
つまり、複数のサプライヤー間で何度も調整する必要はなく、1つのチームが原材料から完成品までの全工程を管理できるということです。
クランプ力の低減=精度と安定性の向上
精密部品の場合、誤差は装置自体ではなく、クランプ工程に起因することが多い。クランプ工程が増えるごとに、リスクも高まる。
- 同軸度オフセット
- 累積位置誤差
- 一貫性のないベンチマーク
旋削加工とフライス加工を統合することで、以下のことが可能になります。
- クランプ作業の回数を最小限に抑える。
- 同じベンチマークの下で主要機能をすべて網羅
- 寸法精度と歩留まりを向上させる
高精度部品(例えば、±0.02 mmレベル)の場合、これは最適化ではなく、必須条件です。
コスト管理とは「価格を下げること」ではなく、プロセスの最適化である。
多くのお客様は価格を直接比較しますが、その根底にある製造工程を見落としがちです。当社では、見積もり段階で積極的にこの点を評価します。
- 旋削加工はフライス加工よりも優先されるべきでしょうか?
- プロセス統合によって時間コストを削減できるか?
- 5軸加工システムを使う必要があるのか、それともシンプルな治具を使った3軸加工システムの方が合理的だろうか?
製造工程を調整することで実現可能な部分もあります。
- 処理時間が30%以上短縮されました
- 単位コストが大幅に低下しました
- より安定した配送時間
この種の最適化は図面には反映されず、サプライヤーの経験にのみ反映される。
試作品製作から量産まで、継続的な能力を提供
多くのプロジェクトにおける問題点は以下のとおりです。
- サンプルを作成してくれる会社を探してください。
- 一括で別のサプライヤーに切り替える
その結果、プロセスに一貫性がなくなり、場合によっては再検証が必要になる。
私たちのモデルは次のとおりです。
- 少量生産によるプロトタイピング → 迅速な設計検証
- 中規模バッチ生産 → プロセスパスの最適化
- 大量生産 → 安定した納期とコスト管理
試行錯誤を繰り返すことを避けるため、全体を通して同じ処理ロジックが使用されています。