
การกลึงและการกัดด้วยเครื่อง CNC คืออะไร?
การเปรียบเทียบแนวคิดพื้นฐาน
ในกระบวนการผลิตจริงการกลึง CNC และการกัด CNC เป็นสองวิธีการตัดเฉือนที่สำคัญและมักทำให้เกิดความสับสนได้ง่าย ความแตกต่างที่สำคัญไม่ได้อยู่ที่ “ชื่ออุปกรณ์” แต่ขึ้นอยู่กับตรรกะการเคลื่อนที่ของการกำจัดวัสดุ
การกลึง CNC
ชิ้นงานจะหมุน ในขณะที่เครื่องมือตัดจะอยู่กับที่ (หรือทำการป้อนชิ้นงานแบบง่ายๆ)
- กำจัดวัสดุโดยการตัดเส้นผ่านศูนย์กลางภายนอก รูภายใน ฯลฯ
- อุปกรณ์ทั่วไป: เครื่องกลึง CNC
- เหมาะสำหรับ: เพลา, กระบอกสูบ, ชิ้นส่วนสมมาตร
การกัด CNC
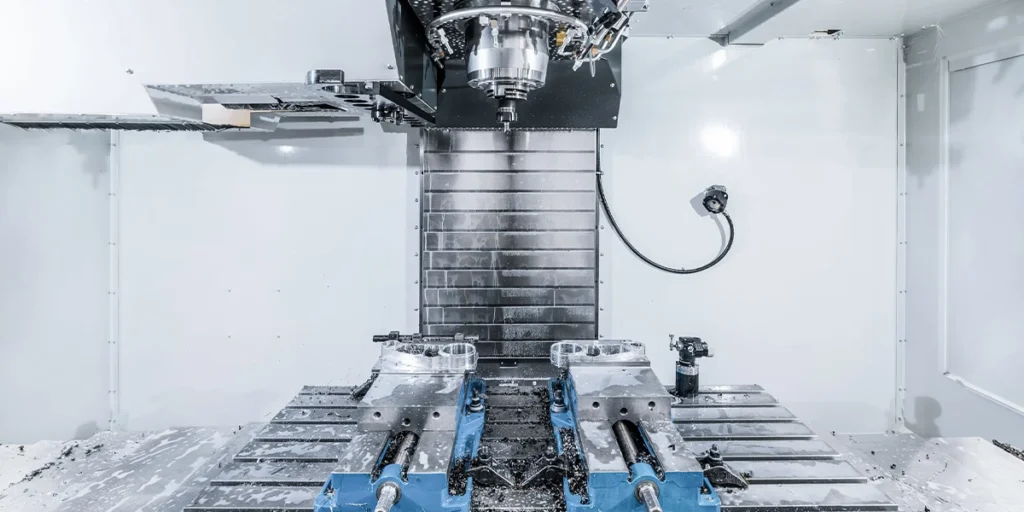
เครื่องมือตัดจะหมุน ในขณะที่ชิ้นงานมักจะอยู่กับที่ (หรือทำงานด้วยระบบเชื่อมโยงหลายแกน)
- การประมวลผลรูปทรงที่ซับซ้อนผ่านการเคลื่อนไหวหลายทิศทาง
- อุปกรณ์ทั่วไป: เครื่องกัด CNC 3 แกน/5 แกน
- เหมาะสำหรับ: รูปทรงเรขาคณิตที่ซับซ้อนและชิ้นส่วนที่ไม่สมมาตร

การกัด CNC กับการกลึง CNC แตกต่างกันอย่างไร?
หลังจากทำความเข้าใจแนวคิดพื้นฐานของกระบวนการทั้งสองแล้ว สิ่งที่มีอิทธิพลต่อการตัดสินใจในการผลิตอย่างแท้จริงคือความแตกต่างในวิธีการเคลื่อนที่ ประเภทชิ้นส่วนที่ใช้ได้ และโครงสร้างความแม่นยำและต้นทุน ความแตกต่างเหล่านี้จะกำหนดโดยตรงว่า ชิ้นส่วนของคุณควรผลิตอย่างไร ควรใช้อุปกรณ์อะไร และท้ายที่สุดแล้ว ต้นทุนจะอยู่ที่เท่าไรและใช้เวลานานเท่าใดในการส่งมอบ
ออกกำลังกาย
นี่คือความแตกต่างพื้นฐานที่สุดระหว่างกระบวนการทั้งสอง
ในการกลึง CNC ชิ้นงานจะถูกยึดไว้บนแกนหมุนและหมุนด้วยความเร็วสูง ในขณะที่เครื่องมือจะเคลื่อนที่ไปตามเส้นทางที่กำหนด (โดยปกติจะเป็นการเคลื่อนที่เชิงเส้น) กระบวนการกลึงทั้งหมดเกิดขึ้นรอบแกนกลาง ทำให้เหมาะอย่างยิ่งสำหรับ “โครงสร้างแบบวงกลม”
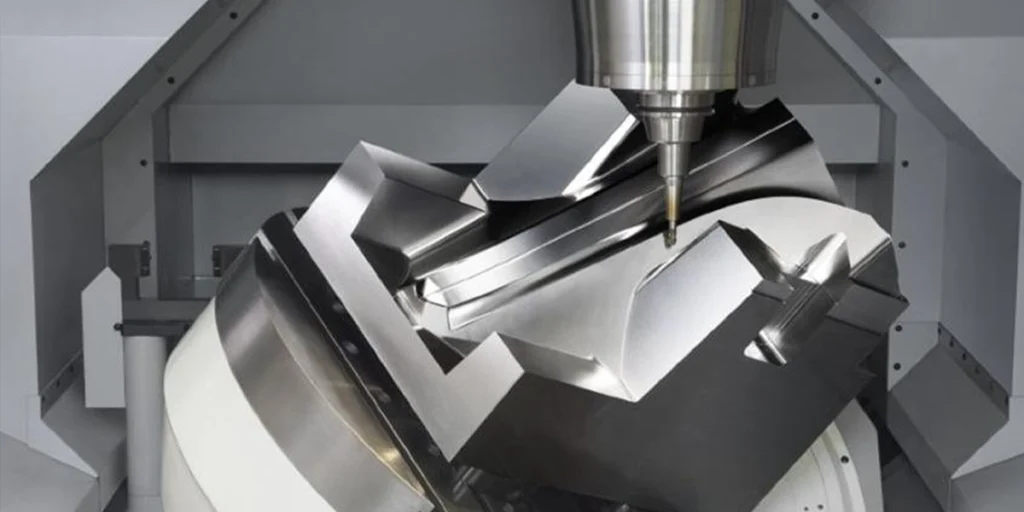
ในการกัดขึ้นรูปด้วยเครื่อง CNC สถานการณ์จะตรงกันข้ามโดยสิ้นเชิง เครื่องมือจะหมุนด้วยความเร็วสูง ในขณะที่ชิ้นงานมักจะอยู่กับที่ (หรือเคลื่อนที่ผ่านระบบหลายแกน) เครื่องมือสามารถตัดได้หลายทิศทาง (X, Y, Z) และยังสามารถทำการตัดเฉือนเชิงมุมที่ซับซ้อนพร้อมกันได้ในระบบ 5 แกน
กล่าวโดยสรุป:
- การหมุน → ชิ้นงานหมุน
- การกัด → เครื่องมือตัดแบบหมุน
ผลกระทบโดยตรงจากเรื่องนี้คือ การกลึงมีประสิทธิภาพแต่มีเส้นทางเดียว ในขณะที่การกัดมีความยืดหยุ่นแต่มีเส้นทางที่ซับซ้อน
ประเภทชิ้นส่วนที่เหมาะสม
หากจะสรุปเป็นประโยคเดียว การกลึงเหมาะสำหรับรูปทรง “กลม” และการกัดเหมาะสำหรับรูปทรง “ซับซ้อน” แต่ในความเป็นจริงแล้วสถานการณ์มีความซับซ้อนมากกว่านั้นมาก
ชิ้นส่วนกลึง CNC ทั่วไป:
- ชิ้นส่วนประเภทเพลา (เพลาขับ, สลัก)
- ปลอก, บูช
- ชิ้นส่วนเกลียว
- เปลือกนอกทรงกระบอก
ชิ้นส่วนเหล่านี้มีสิ่งหนึ่งที่เหมือนกัน คือ มีความสมมาตรเกี่ยวกับแกนกลาง
ตัวอย่างทั่วไปของการกัดขึ้นรูปชิ้นส่วนด้วยเครื่อง CNC:
- ส่วนประกอบโครงสร้างที่มีระนาบ ร่อง และรู
- รูปทรงที่ซับซ้อน (ชิ้นส่วนที่มีรูปทรงไม่สม่ำเสมอ)
- ชิ้นส่วนกลึงหลายเหลี่ยม
- แม่พิมพ์และชิ้นส่วนโครงสร้าง
โดยเฉพาะอย่างยิ่งในอุปกรณ์ที่มีแกนหมุน 3 แกนขึ้นไป สามารถรองรับการทำงานได้ดังนี้:
- พื้นผิวเอียง
- พื้นผิวโค้ง
- โครงสร้างโพรงลึก
สิ่งเหล่านี้เป็นสิ่งที่การหมุนไม่สามารถทำได้
ความแตกต่างระหว่างความแม่นยำและต้นทุน
นี่คือส่วนที่ฝ่ายจัดซื้อให้ความสำคัญมากที่สุด และเป็นส่วนที่มักถูกประเมินผิดพลาดได้ง่ายที่สุดเช่นกัน
จากมุมมองด้านความถูกต้อง:
- การกลึงมีข้อได้เปรียบโดยธรรมชาติในแง่ของความกลมและความสมมาตรของแกน
- การกัดขึ้นรูปมีข้อดีในด้านความแม่นยำในการกำหนดตำแหน่งและการควบคุมความสัมพันธ์ที่ซับซ้อนหลายด้าน
หากคุณต้องการชิ้นส่วนอะไหล่:
- ความแม่นยำสูง → ให้ความสำคัญกับการกลึง
- การประกอบที่แม่นยำสูงบนพื้นผิวหลายประเภท → จำเป็นต้องใช้การกัดขึ้นรูป
จากมุมมองของโครงสร้างต้นทุน:
สาเหตุที่ต้นทุนการกลึงต่ำคือ:
- เส้นทางการประมวลผลแบบง่าย
- การเคลื่อนที่เพียงครั้งเดียวของเครื่องมือตัด
ชิ้นส่วนเครื่องจักรส่วนใหญ่สามารถผลิตเสร็จได้ในขั้นตอนเดียว
การสีข้าวมีราคาแพงกว่า โดยปกติเป็นเพราะ:
- การหนีบหลายจุด
- การเขียนโปรแกรมมีความซับซ้อน (โดยเฉพาะสำหรับโมเดล 5 แกน)
- ระยะเวลาการประมวลผลนานขึ้น
วิธีการเลือกกระบวนการกัด CNC ที่เหมาะสม
ความท้าทายที่แท้จริงไม่ได้อยู่ที่ “การเข้าใจความแตกต่าง” แต่在于การแปลงความแตกต่างเหล่านั้นให้เป็นการตัดสินใจ ในโครงการจริง วิศวกรและเจ้าหน้าที่จัดซื้อจัดจ้างมักประเมินคำถามหลักสามข้อ ได้แก่ โครงสร้างนั้นเป็นไปได้หรือไม่? ต้นทุนสมเหตุสมผลหรือไม่? และระยะเวลาการส่งมอบสามารถควบคุมได้หรือไม่?
สองประเด็นต่อไปนี้จะเป็นตัวกำหนดหลักว่าคุณควรเลือกใช้การกัดหรือการกลึง
ความซับซ้อนเชิงโครงสร้าง
พิจารณาโครงสร้างก่อน อย่าไปสนใจอุปกรณ์
หากชิ้นส่วนนั้นมีโครงสร้างสมมาตรแบบหมุนทั่วไป เช่น เพลา ปลอก หรือวงแหวน การกลึงจะเป็นวิธีการที่เหมาะสมกว่า การกลึงชิ้นส่วนเหล่านี้บนเครื่องกลึงนั้นง่าย มีประสิทธิภาพ และช่วยให้มั่นใจได้ถึงความตรงแนวแกนได้ง่ายขึ้น
อย่างไรก็ตาม สถานการณ์จะเปลี่ยนไปหากชิ้นส่วนเหล่านั้นมีลักษณะดังต่อไปนี้:
- ระนาบ ขั้นบันได รูปทรงไม่สม่ำเสมอ
- รูด้านข้าง, รูเฉียง
- ร่องลิ่มและร่องลึก
- ข้อกำหนดการประมวลผลที่หลากหลาย
ในขั้นตอนนี้ การกลึงอย่างเดียวไม่เพียงพอ และจำเป็นต้องใช้การกัดร่วมด้วย
โครงสร้างบางอย่างไปไกลกว่านั้นอีก ตัวอย่างเช่น:
- รูปทรงพื้นผิวโค้ง
- พื้นผิวที่ผ่านการกลึงหลายมุม
- โครงสร้างเชิงซ้อนโพรงลึก
ในกรณีเช่นนี้ โดยทั่วไปแล้วจำเป็นต้องใช้เครื่องกัดแบบ 3 แกนขึ้นไป หรือแม้กระทั่ง 5 แกน
ขนาดชุดการผลิตและงบประมาณ
โครงสร้างเป็นตัวกำหนดว่า “สามารถทำได้หรือไม่” แต่ขนาดของงานและงบประมาณเป็นตัวกำหนดว่า “จะทำอย่างไรให้มีประสิทธิภาพมากขึ้น”
ขั้นตอนการผลิตจำนวนน้อย/การสุ่มตัวอย่าง
ในขั้นตอนนี้ ความยืดหยุ่นคือสิ่งสำคัญที่สุด
- การกัดขึ้นรูปเป็นวิธีที่พบได้บ่อยกว่า เนื่องจากสามารถปรับใช้ได้หลากหลาย
- แม้แต่ชิ้นส่วนทรงกลมก็สามารถขึ้นรูปได้โดยตรง (ช่วยลดต้นทุนการเปลี่ยนชิ้นงาน)
การปรับเปลี่ยนการออกแบบบ่อยครั้งและการปรับปรุงกระบวนการก่อนเวลาอันควร อาจทำให้เสียเวลาโดยเปล่าประโยชน์
การผลิตขนาดกลางถึงขนาดใหญ่
ณ จุดนี้ ตรรกะกลับตรงกันข้าม
- ข้อได้เปรียบด้านประสิทธิภาพของการเลี้ยวเริ่มปรากฏให้เห็นชัดเจนขึ้นแล้ว
- ต้นทุนต่อหน่วยลดลงอย่างมาก
- การลงทุนในเส้นทางกระบวนการเฉพาะนั้นคุ้มค่ากว่า
ตัวอย่างเช่น ชิ้นส่วนประเภทเพลา:
- ขั้นตอนการสร้างต้นแบบ: ขั้นตอนนี้สามารถดำเนินการได้โดยใช้การกัดขึ้นรูปและอุปกรณ์จับยึดแบบง่ายๆ
- ขั้นตอนการผลิตจำนวนมาก: เกือบทุกครั้งจะเปลี่ยนไปใช้การกลึง (แม้กระทั่งการกลึงอัตโนมัติ)
โครงการที่คำนึงถึงงบประมาณ
พูดให้ตรงกว่านั้นก็คือ การเลือกกระบวนการที่ไม่ถูกต้องอาจส่งผลให้ต้นทุนแตกต่างกันถึง 2-5 เท่า
ความเข้าใจผิดที่พบบ่อย ได้แก่:
- การขึ้นรูปชิ้นส่วนทรงกระบอกอย่างง่ายโดยใช้เครื่องกัด 5 แกน
- ละเลยวิธีการเลี้ยวที่ประหยัดพลังงานกว่าเพื่อ “ประหยัดเวลา”
- อย่าไปสนใจต้นทุนแฝงที่เกี่ยวข้องกับจำนวนการตั้งค่า
แนวทางที่เป็นมืออาชีพมากกว่าคือการกำหนดสิ่งต่อไปนี้ตั้งแต่เริ่มต้นโครงการ:
- จำเป็นต้องใช้การตัดเฉือนหลายแกนหรือไม่?
- สามารถแบ่งกระบวนการออกเป็นส่วนย่อยๆ เพื่อลดต้นทุนได้หรือไม่?
- เหมาะสำหรับการกลึงขึ้นรูปวัสดุคอมโพสิตหรือไม่?

ชิ้นส่วนทรงกลมสามารถขึ้นรูปด้วยเครื่องกัด CNC ได้หรือไม่?
ใช่ แต่การจะใช้การกัดขึ้นรูปหรือไม่นั้นขึ้นอยู่กับรายละเอียดโครงสร้าง ความแม่นยำที่ต้องการ และช่วงราคาและระยะเวลาในการส่งมอบที่คุณยอมรับได้
การวิเคราะห์ความเป็นไปได้
ในแง่ของความสามารถในการขึ้นรูปชิ้นงาน เครื่องกัด CNC สามารถผลิตโครงสร้างทรงกลมหรือเกือบเป็นทรงกลมได้อย่างสมบูรณ์
ในการกัดขึ้นรูป 3 แกน การขึ้นรูปวงกลมด้านนอกหรือรูด้านในสามารถทำได้โดยใช้การประมาณค่าในช่วง (ส่วนโค้งวงกลม/เส้นทางตามรูปทรง) ในการกำหนดค่าที่ซับซ้อนกว่า (เช่น อุปกรณ์ 4 แกนและ 5 แกน) สามารถใช้วิธีการขึ้นรูปที่ใกล้เคียงกับการกลึงได้โดยการเชื่อมโยงแกนหมุน
กล่าวอีกนัยหนึ่งคือ:
- วงกลมด้านนอก → สามารถทำได้โดยการกัดขึ้นรูปตามรูปทรง
- รู → สามารถเจาะให้เสร็จสมบูรณ์ได้โดยการเจาะ + การคว้าน/กัด
- ขั้นตอน → สามารถทำได้โดยการตัดเป็นชั้นๆ
จากมุมมองที่ว่า “ทำได้หรือไม่” นั้น ไม่มีปัญหา แต่ปัญหาอยู่ที่ว่าประสิทธิภาพและผลลัพธ์ที่ได้นั้นคุ้มค่าหรือไม่
สำหรับการกลึงทรงกระบอกแบบง่าย โดยทั่วไปหมายถึง:
- เครื่องมือตัดจะต้องเคลื่อนที่ไปตามเส้นรอบวงซ้ำๆ
- เวลาในการประมวลผลเพิ่มขึ้นอย่างมาก
- คุณภาพของพื้นผิวขึ้นอยู่กับกลยุทธ์การกำหนดเส้นทางการตัดเฉือน
ในงานกลึง โครงสร้างเดียวกันสามารถสร้างเสร็จได้ด้วยการตัดต่อเนื่องเพียงครั้งเดียว ซึ่งมีประสิทธิภาพและสม่ำเสมอกว่า
ควรเลือกวิธีการเลี้ยวเมื่อใด?
เมื่อชิ้นส่วนมีลักษณะดังต่อไปนี้ การกลึงมักเป็นทางเลือกเริ่มต้นเสมอ:
- สมมาตรแบบสมบูรณ์หรือสมมาตรแบบหมุนสูง
- ข้อกำหนดที่เข้มงวดสำหรับความกลมและความตรงของแกน
- การผลิตในปริมาณมากจำเป็นต้องควบคุมต้นทุนต่อหน่วย
ชิ้นส่วนประเภทนี้สามารถผลิตได้โดยการกัดขึ้นรูป แต่โดยทั่วไปแล้วเป็นวิธีที่ไม่คุ้มค่าทางเศรษฐกิจ
อย่างไรก็ตาม มีสถานการณ์ทั่วไปบางอย่างที่การกัดขึ้นรูปเป็นวิธีแก้ปัญหาที่เหมาะสมหรือดีกว่าด้วยซ้ำ:
1. รูปทรงกลม + ลักษณะซับซ้อน (พบได้บ่อยที่สุด)
ตัวอย่างเช่น:
- รูปทรงกระบอก + รูด้านข้าง
- แผ่นดิสก์ทรงกลม + ร่องรูปทรงไม่สม่ำเสมอ
- ชิ้นส่วนทรงกลม + การกลึงหลายเหลี่ยม
หากใช้การกลึงในการดำเนินการทั้งหมดเหล่านี้ จะมีข้อจำกัดที่สำคัญ ในขณะที่การกัด แม้จะมีประสิทธิภาพน้อยกว่าเล็กน้อย แต่สามารถดำเนินการโครงสร้างได้มากขึ้นในคราวเดียวและลดข้อผิดพลาดในการจับยึดได้
2. ขั้นตอนการผลิตในปริมาณน้อยหรือการสุ่มตัวอย่าง
ในระหว่างขั้นตอนการพัฒนาตัวอย่าง ควรให้ความสำคัญกับสิ่งต่อไปนี้เป็นอันดับแรก:
- ความเร็ว
- ความยืดหยุ่น
- ค่าใช้จ่ายในการดัดแปลง
แม้แต่ชิ้นส่วนทรงกลมก็สามารถกัดขึ้นรูปได้โดยตรงเพื่อหลีกเลี่ยงค่าใช้จ่ายด้านเวลาที่เกี่ยวข้องกับการเปลี่ยนอุปกรณ์หรือการตั้งโปรแกรมใหม่
3. ข้อจำกัดของอุปกรณ์
ในบางกรณี:
- ไม่มีเครื่องกลึงที่เหมาะสม
- ขนาดชิ้นส่วน/วิธีการจับยึดไม่เหมาะสมสำหรับการกลึง
ดังนั้น การสีข้าวจึงกลายเป็นทางเลือกที่เหมาะสม
เราจะให้บริการทั้งงานกัดและงานกลึงไปพร้อมกันได้อย่างไร?
ปัญหาสำหรับซัพพลายเออร์ส่วนใหญ่ไม่ได้อยู่ที่ว่าพวกเขา “สามารถแปรรูป” ชิ้นส่วนนั้นได้หรือไม่ แต่เป็นเพราะพวกเขาสามารถให้บริการได้เพียงกระบวนการเดียวเท่านั้น เมื่อชิ้นส่วนมีโครงสร้างที่ซับซ้อน จะต้องจ้างผลิตจากภายนอกหรือแปรรูปเป็นขั้นตอนแยกต่างหาก และผลลัพธ์ที่ได้มักจะเป็น:
- การจับยึดหลายครั้ง → ข้อผิดพลาดด้านความแม่นยำสะสม
- กระบวนการหยุดชะงัก → ระยะเวลาจัดส่งนานขึ้น
- ความแตกต่างของความรับผิดชอบ → ความยากลำบากในการตรวจสอบคุณภาพ
แนวทางของเราคือการกำจัดปัญหาเหล่านี้ตั้งแต่เริ่มต้น
ความสามารถในการทำงานแบบครบวงจร (การกลึง + การกัด)
เรามีขีดความสามารถด้านการกลึง CNC และการกัด CNC ที่ครบวงจร และรองรับการใช้งานเครื่องจักรหลายรูปแบบ:
- โครงสร้างหลัก (เพลา ปลอก เส้นผ่านศูนย์กลางภายนอก) ผลิตขึ้นโดยวิธีการกลึง
- การกัดขึ้นรูปช่วยเติมเต็มคุณสมบัติการใช้งาน (รู ร่อง พื้นผิวที่ไม่เรียบ)
- ใช้การกัดและการกลึงตามความจำเป็นเพื่อลดจำนวนขั้นตอนการตั้งค่า
นั่นหมายความว่าคุณไม่จำเป็นต้องประสานงานไปมาระหว่างซัพพลายเออร์หลายราย ทีมงานเดียวสามารถจัดการกระบวนการทั้งหมดตั้งแต่การจัดหาวัตถุดิบจนถึงผลิตภัณฑ์สำเร็จรูปได้
การลดแรงยึด = ความแม่นยำและเสถียรภาพที่ดีขึ้น
ในชิ้นส่วนที่มีความแม่นยำสูง ข้อผิดพลาดมักไม่ได้เกิดจากตัวอุปกรณ์ แต่เกิดจากกระบวนการจับยึด การจับยึดแต่ละครั้งที่เพิ่มเข้ามาจะเพิ่มความเสี่ยงขึ้นอีกชั้นหนึ่ง
- การชดเชยความร่วมแกน
- ข้อผิดพลาดตำแหน่งสะสม
- เกณฑ์มาตรฐานที่ไม่สอดคล้องกัน
ด้วยการผสานรวมกระบวนการกลึงและการกัด เราสามารถ:
- ลดจำนวนขั้นตอนการจับยึดให้น้อยที่สุด
- คุณสมบัติหลักครบถ้วนภายใต้มาตรฐานเดียวกัน
- ปรับปรุงความสม่ำเสมอของขนาดและผลผลิต
สำหรับชิ้นส่วนที่มีความแม่นยำสูง (เช่น ระดับความคลาดเคลื่อน ±0.02 มม.) นี่ไม่ใช่การปรับปรุงให้เหมาะสมที่สุด แต่เป็นข้อกำหนดเบื้องต้น
การควบคุมต้นทุนไม่ได้หมายถึง “การลดราคา” แต่หมายถึงการปรับปรุงกระบวนการให้เหมาะสมที่สุด
ลูกค้าจำนวนมากเปรียบเทียบราคาโดยตรง แต่ละเลยกระบวนการผลิตที่อยู่เบื้องหลัง เราจึงประเมินเรื่องนี้อย่างรอบคอบตั้งแต่ขั้นตอนการเสนอราคา:
- ควรให้ความสำคัญกับการกลึงมากกว่าการกัดหรือไม่?
- การบูรณาการกระบวนการสามารถลดต้นทุนด้านเวลาได้หรือไม่?
- จำเป็นต้องใช้ระบบ 5 แกนหรือไม่ หรือระบบ 3 แกนพร้อมอุปกรณ์จับยึดแบบง่ายๆ จะเหมาะสมกว่า?
ชิ้นส่วนบางชิ้นสามารถผลิตได้โดยการปรับกระบวนการผลิต:
- ลดเวลาในการประมวลผลลงกว่า 30%
- ต้นทุนต่อหน่วยลดลงอย่างมาก
- ระยะเวลาการจัดส่งที่เสถียรยิ่งขึ้น
การปรับปรุงประสิทธิภาพในลักษณะนี้จะไม่ปรากฏในแบบร่าง แต่จะปรากฏเฉพาะในประสบการณ์ของผู้ผลิตเท่านั้น
ความสามารถอย่างต่อเนื่องตั้งแต่การสร้างต้นแบบจนถึงการผลิตจำนวนมาก
ปัญหาของหลายๆ โครงการก็คือ:
- หาบริษัทที่รับทำตัวอย่างสินค้า
- เปลี่ยนไปใช้ซัพพลายเออร์รายอื่นสำหรับการสั่งซื้อจำนวนมาก
ผลที่ได้คือกระบวนการที่ไม่สอดคล้องกัน บางครั้งจึงจำเป็นต้องตรวจสอบซ้ำอีกครั้ง
รูปแบบของเราคือ:
- การสร้างต้นแบบจำนวนน้อย → การตรวจสอบความถูกต้องของการออกแบบอย่างรวดเร็ว
- การผลิตแบบชุดขนาดกลาง → ปรับเส้นทางกระบวนการให้เหมาะสม
- การผลิตในปริมาณมาก → การส่งมอบที่เสถียรและการควบคุมต้นทุน
มีการใช้ตรรกะกระบวนการเดียวกันตลอดทั้งกระบวนการเพื่อหลีกเลี่ยงการลองผิดลองถูกซ้ำซ้อน