
การกัด CNC กับการตัดด้วยเลเซอร์แตกต่างกันอย่างไร?
กระบวนการทั้งสองนี้มักถูกนำมาเปรียบเทียบกัน แต่แท้จริงแล้วเป็นกระบวนการผลิตที่แตกต่างกันอย่างสิ้นเชิง:
- การกัด CNC : การกำจัดวัสดุด้วยกลไก (การตัด)
- การตัดด้วยเลเซอร์: การใช้พลังงานความร้อนในการหลอม/ระเหยวัสดุ (กระบวนการทางความร้อน)
การเลือกส่วนประกอบที่ไม่ถูกต้องไม่ใช่แค่เรื่องของต้นทุนเท่านั้น แต่ยังอาจส่งผลโดยตรงให้ชิ้นส่วนนั้นไม่สามารถใช้งานได้ตามข้อกำหนด
หลักการประมวลผล
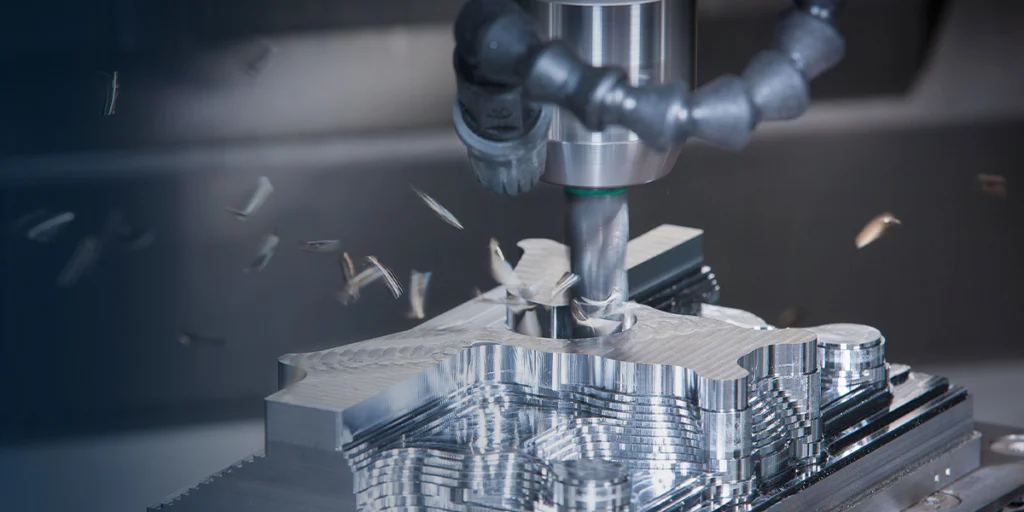
การกัด CNC
โดยการหมุนเครื่องมือตัดสัมพันธ์กับชิ้นงาน วัสดุจะถูกตัดออกทีละชั้น:
- จัดอยู่ในกลุ่ม “การผลิตแบบลดวัสดุ”
- สามารถสร้างโครงสร้างสามมิติที่ซับซ้อนได้
- รองรับการตัดเฉือนหลายด้านและหลายมุม (โดยเฉพาะแบบ 5 แกน)
คุณสมบัติ:
- แรงตัดเฉือนมีอยู่จริง (ซึ่งจะก่อให้เกิดแรงตัด)
- ข้อกำหนดที่เข้มงวดสำหรับอุปกรณ์ยึดและความแข็งแรง
- ควบคุมได้ดีเยี่ยม เหมาะสำหรับชิ้นส่วนที่มีความแม่นยำสูง
การตัดด้วยเลเซอร์
การใช้ลำแสงเลเซอร์พลังงานสูงให้ความร้อนเฉพาะจุดแก่วัสดุ ทำให้เกิดปฏิกิริยาดังต่อไปนี้:
- การหลอมละลาย
- การเผาไหม้
- หรือทำให้ระเหยโดยตรง
จากนั้น วัสดุหลอมเหลวจะถูกเป่าออกไปโดยใช้แก๊สเสริมเพื่อสร้างรอยตัด
คุณสมบัติ:
- การประมวลผลแบบไม่สัมผัส (ไม่มีแรงทางกล)
- ส่วนใหญ่ใช้สำหรับการตัดชิ้นงานสองมิติหรือแผ่นบาง
- ความเร็วในการตัดสูง เหมาะอย่างยิ่งสำหรับการตัดแต่งรูปทรง
ความเหมาะสมของวัสดุ
ทั้งสองกระบวนการสามารถใช้แปรรูปโลหะและอโลหะบางชนิดได้ แต่การใช้งานแตกต่างกัน
วัสดุที่เหมาะสมสำหรับการกัดขึ้นรูปด้วยเครื่อง CNC
มีขอบเขตการใช้งานที่กว้างขวาง โดยเฉพาะอย่างยิ่งในส่วนประกอบโครงสร้างและส่วนประกอบเชิงฟังก์ชัน:
- โลหะผสมอลูมิเนียม
- เหล็กกล้าไร้สนิม
- เหล็กกล้าคาร์บอนต่ำ/เหล็กกล้าอัลลอย
- โลหะผสมไทเทเนียม
- ทองเหลือง / ทองแดง
- พลาสติกวิศวกรรม ( POM , ABS , ไนลอนฯลฯ)
ข้อดีมีดังนี้:
- สามารถแปรรูปวัสดุหนาได้
- สามารถสร้างโครงสร้างทางเรขาคณิตที่ซับซ้อนได้
- ช่วยให้สามารถควบคุมขนาดได้อย่างแม่นยำ
วัสดุที่เหมาะสมสำหรับการตัดด้วยเลเซอร์
มีแนวโน้มที่จะแปรรูปวัสดุแผ่นมากกว่า:
- แผ่นเหล็กกล้าคาร์บอน
- แผ่นสแตนเลส
- แผ่นอลูมิเนียม (จำกัดกำลังไฟ)
- อะคริลิก/ไม้ (ไม่ใช่โลหะ)
ข้อจำกัดคือ:
- ความหนาจำกัด (โดยเฉพาะสำหรับโลหะ)
- การแปรรูปวัสดุที่มีการสะท้อนแสงสูง (เช่น ทองแดงและอะลูมิเนียม) นั้นยากกว่า
- ไม่เหมาะสำหรับการประมวลผลโครงสร้างสามมิติ

การเปรียบเทียบความแม่นยำและคุณภาพพื้นผิว
ในการตัดสินใจจัดซื้อจัดจ้างจริง ๆ แล้ว คำถามที่ว่า “ทำได้หรือไม่” เป็นเพียงขั้นตอนแรกเท่านั้น คำถามที่สำคัญกว่ามักจะเป็น:
- ขนาดต่างๆ ตรงตามมาตรฐานอย่างสม่ำเสมอหรือไม่?
- พื้นผิวตรงตามข้อกำหนดด้านการประกอบหรือด้านรูปลักษณ์หรือไม่?
- จำเป็นต้องมีขั้นตอนเพิ่มเติมใด ๆ ในการแก้ไขหรือไม่?
ความแตกต่างระหว่างการกัด CNC และการตัดด้วยเลเซอร์ในสองด้านนี้ เป็นหนึ่งในปัจจัยหลักในการพิจารณาเลือกใช้
ความสามารถในการทนต่อความคลาดเคลื่อน
ทั้งสองกระบวนการสามารถให้ผลลัพธ์ที่ “ดูเหมือนแม่นยำ” ได้ แต่ความเสถียรและขีดจำกัดสูงสุดของความแม่นยำนั้นแตกต่างกันอย่างสิ้นเชิง
ความสามารถในการรับค่าความคลาดเคลื่อนของการกัด CNC
ความแม่นยำของการกัดขึ้นรูปด้วยเครื่อง CNC มาจากระบบควบคุมเชิงกล:
- ตำแหน่งควบคุมระบบเซอร์โว
- เส้นทางการตัดสามารถทำซ้ำได้อย่างแม่นยำ
- สามารถผ่านการแก้ไขและการประมวลผลหลายขั้นตอนได้
ภายใต้กระบวนการที่พัฒนาเต็มที่แล้ว ความสามารถทั่วไปประกอบด้วย:
- ค่าความคลาดเคลื่อนมาตรฐาน: ±0.02 มม.
- ขนาดสำคัญในพื้นที่: สามารถปรับให้กระชับยิ่งขึ้นได้
ที่สำคัญกว่านั้นคือ ความแม่นยำสามารถควบคุมได้และทำซ้ำได้ ทำให้เหมาะสำหรับ:
- ชิ้นส่วนประกอบ
- ชิ้นส่วนที่ประกบกัน (เช่น การประกบกันของเพลาและรู)
- ส่วนประกอบโครงสร้างเชิงฟังก์ชัน
ความสามารถในการรับความคลาดเคลื่อนของการตัดด้วยเลเซอร์
ความแม่นยำของการตัดด้วยเลเซอร์ได้รับผลกระทบจากปัจจัยต่อไปนี้:
- เขตที่ได้รับผลกระทบจากความร้อน
- ความหนาของวัสดุ
- พลังงานและความเร็วของเลเซอร์
สถานการณ์ทั่วไป:
- แผ่นบางมีความแม่นยำสูง
- ความแม่นยำของแผ่นเหล็กหนาจะลดลงอย่างมาก
- อาจพบการหลอมละลายหรือการเรียวเล็กน้อยที่ขอบ
ในการใช้งานทั่วไป:
- ขนาดโครงร่างที่ควบคุมได้
- อย่างไรก็ตาม วิธีนี้ไม่เหมาะสำหรับงานประกอบที่ต้องการความแม่นยำสูง
ข้อกำหนดหลังการประมวลผล
นอกจากความแม่นยำแล้ว อีกประเด็นที่มักถูกมองข้ามคือ หลังจากที่ชิ้นส่วนได้รับการกลึงแล้ว จำเป็นต้องมีการประมวลผลเพิ่มเติมอีกหรือไม่? สิ่งนี้ส่งผลโดยตรงต่อต้นทุนรวมและเวลาในการส่งมอบ
สภาพหลังการกัดด้วยเครื่อง CNC
หลังจากกระบวนการกัด CNC เสร็จสิ้น ชิ้นส่วนมักจะมีลักษณะใกล้เคียงกับสภาพสุดท้ายแล้ว:
- ความหยาบของพื้นผิวสามารถควบคุมได้
- ขนาดต่างๆ เป็นไปตามข้อกำหนดด้านการออกแบบ
- เพียงแค่ลบคมเล็กน้อยหรือทำการปรับแต่งอย่างง่ายก็เพียงพอแล้ว
สำหรับชิ้นส่วนที่มีความต้องการสูง คุณสามารถไปที่:
- การขัดเงา
- การชุบอะโนไดซ์
- การปรับปรุงพื้นผิว เช่น การชุบด้วยไฟฟ้า
กระบวนการโดยรวมสามารถควบคุมและคาดการณ์ได้
สภาพหลังการตัดด้วยเลเซอร์
ขอบที่ได้จากการตัดด้วยเลเซอร์มักจะมีลักษณะดังนี้:
- ตะกรัน
- ไมโครเบอร์
- การเปลี่ยนสีหรือการแข็งตัวที่เกิดจากความร้อน
ดังนั้น วิธีการประมวลผลหลังการถ่ายภาพที่ใช้กันทั่วไป ได้แก่:
- การขัดเงา
- การลบคม
- กระบวนการแปรรูปขั้นที่สอง (เช่น การเจาะและการตอกเกลียว)
นั่นหมายความว่าการตัดด้วยเลเซอร์มักจะเป็นเพียง “ขั้นตอนแรก” มากกว่าจะเป็นขั้นตอนการผลิตขั้นสุดท้าย

ประสิทธิภาพด้านต้นทุนและการผลิต
หลายคนเข้าใจผิดว่าการตัดด้วยเลเซอร์นั้นถูกกว่าและเร็วกว่า แต่ข้อสรุปนี้เป็นจริงเฉพาะใน “เงื่อนไขเฉพาะ” เท่านั้น และสถานการณ์จะซับซ้อนมากขึ้นเมื่อคุณเริ่มลงมือทำโครงการจริง
หัวใจสำคัญไม่ได้อยู่ที่กระบวนการใดกระบวนการหนึ่ง แต่ขึ้นอยู่กับต้นทุนและเวลาโดยรวมของห่วงโซ่การผลิตทั้งหมด
การสร้างต้นแบบเทียบกับการผลิตจำนวนมาก
สถานการณ์การผลิตทั้งสองแบบนี้มีผลกระทบอย่างมากต่อการเลือกกระบวนการผลิต
ขั้นตอนการสร้างต้นแบบ
ในการผลิตจำนวนน้อยหรือแม้แต่การผลิตชิ้นเดียว ตรรกะในการตัดสินใจโดยทั่วไปจะเป็นดังนี้:
- สามารถตรวจสอบความถูกต้องของการออกแบบได้อย่างรวดเร็วหรือไม่?
- ควรลดเงินลงทุนเริ่มต้นลงหรือไม่?
- ควรลดระยะเวลาการส่งมอบสินค้าหรือไม่?
ในบริบทนี้ ข้อดีของการตัดด้วยเลเซอร์มีดังนี้:
- ไม่จำเป็นต้องเขียนโปรแกรมที่ซับซ้อน
- ใช้เวลาเตรียมการสั้น
- เหมาะสำหรับการตัดตามโครงร่างง่ายๆ อย่างรวดเร็ว
- ต้นทุนต่ำกว่า (โดยเฉพาะชิ้นส่วน 2 มิติ)
อย่างไรก็ตาม ข้อสันนิษฐานนี้อยู่บนพื้นฐานที่ว่าชิ้นส่วนนั้นมีโครงสร้างที่เรียบง่ายและเกี่ยวข้องเฉพาะกับโครงร่างของแผ่นโลหะเท่านั้น
เมื่อชิ้นส่วนนั้นมีลักษณะดังต่อไปนี้:
- จำเป็นต้องมีความแม่นยำสูงในการกำหนดตำแหน่งรูเจาะ
- มีขั้นบันไดหรือโพรง
- จำเป็นต้องมีการตรวจสอบการประกอบ
การกัดขึ้นรูปด้วยเครื่อง CNC นั้นตรงไปตรงมามากกว่า:
- สร้างโครงสร้างขั้นสุดท้ายให้เสร็จสมบูรณ์ในขั้นตอนเดียว
- หลีกเลี่ยงกระบวนการแปรรูปขั้นที่สองในภายหลัง
- ใกล้เคียงกับการใช้งานจริงมากขึ้น
การผลิตจำนวนมาก (การผลิต)
เมื่อเริ่มขั้นตอนการผลิตเป็นล็อต การตัดสินใจก็จะเปลี่ยนแปลงไปอย่างสิ้นเชิง
จุดสนใจจึงเปลี่ยนไปเป็น:
- ต้นทุนต่อหน่วย
- ความเสถียร
- ความสม่ำเสมอ
ข้อดีของการตัดด้วยเลเซอร์ในการผลิตจำนวนมาก:
- ประสิทธิภาพสูงเป็นพิเศษสำหรับชิ้นส่วนโลหะแผ่นบาง
- ต้นทุนต่อหน่วยต่ำ
- ระบบอัตโนมัติระดับสูง
ใช้ได้กับ:
- ชิ้นส่วนโครงสร้างโลหะแผ่น
- ชิ้นส่วนแบบเปลือกหุ้ม
- การผลิตชิ้นส่วนโครงร่างในปริมาณมาก
ข้อดีของการใช้เครื่องกัด CNC ในการผลิตจำนวนมาก:
- โครงสร้างที่ซับซ้อนสามารถสร้างให้เสร็จได้ในครั้งเดียว
- ความแม่นยำคงที่และความสามารถในการทำซ้ำสูง
- ลดจำนวนขั้นตอน (ไม่จำเป็นต้องใช้การผสมผสานกระบวนการหลายแบบ)
โดยเฉพาะอย่างยิ่งจะเป็นประโยชน์ในสถานการณ์ต่อไปนี้:
- ชิ้นส่วนกลึงหลายเหลี่ยม
- ชิ้นส่วนประกบที่มีความแม่นยำสูง
- ส่วนประกอบหลักที่ใช้งานได้จริง
การเปรียบเทียบสถานการณ์การใช้งานจริง
การพิจารณาเฉพาะหลักการและพารามิเตอร์อาจนำไปสู่การเลือกที่ถูกต้องตามทฤษฎีแต่ไม่ถูกต้องในทางปฏิบัติได้ง่าย วิธีการที่มีประสิทธิภาพมากกว่าคือการเริ่มต้นโดยตรงจากสถานการณ์การใช้งาน กระบวนการต่างๆ ไม่ได้ขัดแย้งกันเอง แต่ละกระบวนการมีขอบเขตการใช้งานที่กำหนดไว้อย่างชัดเจน
1. สถานการณ์ทั่วไปที่เหมาะสมสำหรับการกัดขึ้นรูปด้วยเครื่อง CNC
เมื่อชิ้นส่วนมี “คุณสมบัติเชิงฟังก์ชัน” การกัดขึ้นรูปด้วยเครื่อง CNC มักจะเป็นตัวเลือกเริ่มต้นเสมอ
คุณลักษณะทั่วไปได้แก่:
- โครงสร้างสามมิติ (ขั้นบันได โพรง พื้นผิวโค้ง)
- ข้อกำหนดการประมวลผลที่หลากหลาย
- ค่าความคลาดเคลื่อนที่เข้มงวด (สำหรับชิ้นส่วนที่ประกบกัน)
- ต้องมีการประกอบเพิ่มเติมหรือทำหน้าที่รับน้ำหนักในภายหลัง
ตัวอย่างการใช้งาน:
- ส่วนประกอบโครงสร้างเชิงกล (ตัวยึด ตัวเชื่อมต่อ ฐาน)
- ชิ้นส่วนหุ่นยนต์ (ตัวเรือนข้อต่อ, แผ่นยึด)
- ชิ้นส่วนอุปกรณ์ทางการแพทย์ (ชิ้นส่วนที่มีความแม่นยำสูง)
- ชิ้นส่วนอากาศยาน (โครงสร้างซับซ้อนน้ำหนักเบา)
ชิ้นส่วนเหล่านี้มีลักษณะร่วมกัน ได้แก่ ความซับซ้อนทางเรขาคณิต ความไวต่อความแม่นยำ และการมุ่งเน้นการใช้งาน
ในสถานการณ์เช่นนี้ การตัดด้วยเลเซอร์ไม่สามารถทดแทนได้ และสามารถใช้เป็นวิธีการตัดวัสดุเสริมเท่านั้น
2. สถานการณ์ทั่วไปที่เหมาะสมสำหรับการตัดด้วยเลเซอร์
การตัดด้วยเลเซอร์เหมาะสมกว่าสำหรับชิ้นส่วนที่ “รูปทรงเป็นสิ่งสำคัญ”
ลักษณะทั่วไป:
- โดยส่วนใหญ่แล้วจะอิงตามโครงร่างสองมิติ
- บาง
- ไม่เกี่ยวข้องกับโครงสร้างสามมิติที่ซับซ้อน
- ข้อกำหนดด้านความถูกต้องค่อนข้างผ่อนปรน
ตัวอย่างการใช้งาน:
- ปลอกโลหะแผ่น
- แผง/ส่วนประกอบตกแต่ง
- แผ่นรองรับ, แผ่นยึด
- ป้าย, แผงโครงสร้าง
ข้อกำหนดหลักของแอปพลิเคชันเหล่านี้คือ:
- การสร้างต้นแบบอย่างรวดเร็ว
- การควบคุมต้นทุน
- ความสม่ำเสมอของชุดการผลิต
3. สถานการณ์ที่ใช้กระบวนการทั้งสองร่วมกัน
ในโครงการจริงหลายๆ โครงการ ไม่ใช่เรื่องของการเลือกอย่างใดอย่างหนึ่ง แต่เป็นการใช้ทั้งสองอย่างร่วมกัน
ตัวอย่างเช่น:
- ขั้นแรก ใช้เครื่องตัดเลเซอร์ตัดตามขอบของแผ่นวัสดุให้เรียบร้อย
- จากนั้นทำการตกแต่งขั้นสุดท้ายโดยใช้เครื่องจักร CNC (เจาะรู, ทำพื้นผิวสำหรับร่องลิ่ม)
การผสมผสานนี้มักพบได้บ่อยในสถานการณ์ต่อไปนี้:
- โครงสร้างที่มีความซับซ้อนปานกลาง
- คำนึงถึงต้นทุน แต่ยังคงต้องการความแม่นยำในระดับหนึ่ง
- ล็อตใหญ่
4. วิธีการตัดสินเชิงปฏิบัติ
ในขั้นตอนเริ่มต้นของโครงการ สามารถใช้คำถามต่อไปนี้เพื่อตรวจสอบสิ่งต่อไปนี้ได้อย่างรวดเร็ว:
- ชิ้นส่วนนี้มีส่วนร่วมในการประกอบหรือไม่?
- มีข้อกำหนดเรื่องความคลาดเคลื่อนหรือไม่?
- มันมีหลายแง่มุมหรือมีโครงสร้างภายในหรือไม่?
หากคำตอบส่วนใหญ่เป็น “ใช่” ก็ควรให้ความสำคัญกับการกัดขึ้นรูปด้วยเครื่อง CNC เป็นลำดับแรก
หากคำตอบส่วนใหญ่เป็น “ไม่” และชิ้นส่วนนั้นเป็นเพียงโครงร่างแผ่นโลหะ การตัดด้วยเลเซอร์มักจะมีประสิทธิภาพมากกว่า

วิธีการเลือกซัพพลายเออร์ที่เหมาะสม
การเลือกกระบวนการที่เหมาะสมนั้นแก้ปัญหาได้เพียงครึ่งเดียวเท่านั้น สิ่งที่ส่งผลต่อผลลัพธ์อย่างแท้จริงคือความสามารถของซัพพลายเออร์ในการนำโซลูชันไปใช้งานได้อย่างน่าเชื่อถือ
คุณสามารถตัดสินได้โดยตรงจากสามมิติเหล่านี้:
1. มีคุณสมบัติในการประมวลผลหลายกระบวนการพร้อมกันหรือไม่?
หากซัพพลายเออร์สามารถดำเนินการได้เพียงกระบวนการเดียว โซลูชันนั้นมักจะ “มีข้อจำกัด”
แนวทางการทำงานของเราในโครงการจริงมีดังนี้:
- ให้บริการทั้งงานกัด CNC (3 แกน/5 แกน) และงานกลึง CNC
- เลือกกระบวนการที่เหมาะสมที่สุดโดยพิจารณาจากโครงสร้างของชิ้นส่วน แทนที่จะยึดตามเส้นทางที่ตายตัว
- สำหรับโครงการที่ซับซ้อน ควรให้ความสำคัญกับการลดขั้นตอนและลดต้นทุนโดยรวม
หมายความว่า:
- ไม่จำเป็นต้องประสานงานไปมาระหว่างซัพพลายเออร์หลายราย
- ห่วงโซ่การผลิตที่สั้นลง ควบคุมเวลาการจัดส่งได้ดียิ่งขึ้น
2. บริษัทมีศักยภาพด้านการสนับสนุนทางวิศวกรรมหรือไม่?
กระบวนการดำเนินการนั้นไม่ใช่ส่วนที่ยาก ส่วนที่ยากคือการประเมินเบื้องต้นต่างหาก
ขั้นตอนการดำเนินการของเรามีดังนี้:
- โปรดจัดทำรายงานการวิเคราะห์ DFM (การประเมินความเป็นไปได้ในการผลิต) ก่อนเสนอราคา
- ระบุความเสี่ยงที่อาจเกิดขึ้นในการออกแบบล่วงหน้า (เช่น ค่าความคลาดเคลื่อนที่แคบเกินไป หรือโครงสร้างที่ผลิตได้ยาก)
- เสนอแนะแนวทางการปรับปรุงที่สามารถนำไปปฏิบัติได้จริง (แทนที่จะชี้ให้เห็นปัญหาเพียงอย่างเดียว)
ในหลายๆ โครงการ ขั้นตอนนี้สามารถ:
- ลดต้นทุนการประมวลผลที่ไม่จำเป็น
- หลีกเลี่ยงการแก้ไขซ้ำในภายหลัง
- ป้องกันความเสี่ยงด้านคุณภาพ
3. บริษัทมีกำลังการผลิตและระบบคุณภาพที่มั่นคงหรือไม่?
การที่สามารถผลิตสินค้าได้เพียงชิ้นเดียวไม่ได้หมายความว่าจะสามารถผลิตสินค้าเป็นล็อตๆ ได้อย่างสม่ำเสมอ
โครงสร้างความจุจริงของเรา:
- เครื่องจักร CNC มากกว่า 300 เครื่อง (รองรับการผลิตจำนวนมาก)
- ความสามารถในการควบคุมความแม่นยำ: ±0.02 มม.
- ครอบคลุมโลหะและพลาสติกวิศวกรรมมากกว่า 50 ชนิด
- ขั้นตอนการตรวจสอบกระบวนการผลิตและการตรวจสอบขั้นสุดท้ายอย่างครบถ้วน
หัวใจสำคัญไม่ได้อยู่ที่เพียงแค่ “การบรรลุความแม่นยำตามที่ต้องการ” แต่คือ การบรรลุความแม่นยำตามที่ต้องการอย่างสม่ำเสมอและคงที่ในการผลิตจำนวนมาก
หากคุณต้องการควบคุมต้นทุนและเวลาในการส่งมอบ พร้อมทั้งรับประกันความถูกต้องแม่นยำ โปรดอัปโหลดแบบร่าง CAD ของคุณ แล้วเราจะจัดทำใบเสนอราคา ข้อเสนอแนะในการปรับปรุงกระบวนการ และแผนการส่งมอบภายใน 24 ชั่วโมง