
What is the difference between CNC milling and laser cutting?
These two processes are often compared, but they belong to completely different manufacturing logics:
- CNC milling: Mechanical removal of material (cutting)
- Laser cutting: using thermal energy to melt/vaporize materials (thermal processing)
Choosing the wrong component is not just a matter of cost; it can directly lead to parts failing to meet functional requirements.
Processing principle
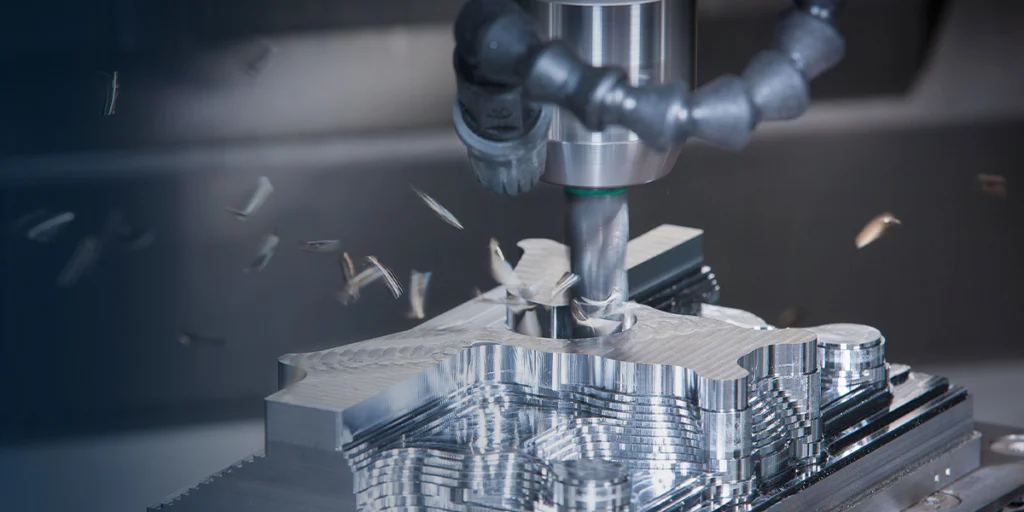
CNC Milling
By rotating the cutting tool relative to the workpiece, the material is cut away layer by layer:
- Belongs to “subtractive manufacturing”
- Can realize complex three-dimensional structures
- Supports multi-faceted and multi-angle machining (especially 5-axis).
Features:
- Machining force exists (which will generate cutting force).
- High requirements for fixtures and rigidity
- Highly controllable, suitable for precision parts
Laser cutting
Using a high-energy laser beam to locally heat the material, causing it to:
- Melting
- Combustion
- Or directly vaporize
Then, the molten material is blown away with an auxiliary gas to form a cut.
Features:
- Non-contact processing (no mechanical stress)
- Primarily used for two-dimensional or thin plate cutting.
- High cutting speed, especially suitable for contour processing
Material applicability
Both processes can process metals and some non-metals, but their applications differ.
Materials suitable for CNC milling
It has a wider range of applications, especially in structural and functional components:
- Aluminum alloy
- Stainless steel
- Low carbon steel/alloy steel
- Titanium alloy
- Brass / Copper
- Engineering plastics (POM, ABS, nylon, etc.)
The advantages are:
- Can process thick materials
- Capable of realizing complex geometric structures
- Enables precise dimensional control
Materials suitable for laser cutting
More inclined towards processing sheet materials:
- Carbon steel plate
- Stainless steel sheet
- Aluminum plate (power limited)
- Acrylic/Wood (non-metallic)
The limitation is:
- Thickness is limited (especially for metals)
- Processing highly reflective materials (such as copper and aluminum) is more difficult.
- Not suitable for processing three-dimensional structures

Comparison of precision and surface quality
In actual procurement decisions, “whether it can be done” is only the first step. The more crucial question is usually:
- Can the dimensions consistently meet the standards?
- Does the surface meet assembly or appearance requirements?
- Is any additional procedure required for correction?
The differences between CNC milling and laser cutting in these two aspects are one of the core factors in determining the choice.
Tolerance capability
Both processes can achieve results that “appear to be precise,” but the stability and upper limit of that precision are completely different.
CNC milling tolerance capability
The precision of CNC milling comes from the mechanical control system:
- Servo system control position
- Toolpaths can be precisely repeated
- Can undergo multiple corrections and processing
Under mature processes, common capabilities include:
- Standard tolerance: ±0.02 mm
- Key local dimensions: can be further tightened
More importantly, its accuracy is controllable and repeatable, making it suitable for:
- Assembly parts
- Mating parts (such as shaft-hole mating)
- Functional structural components
Tolerance capability of laser cutting
The precision of laser cutting is affected by the following factors:
- Heat Affected Zone
- Material thickness
- Laser power and speed
Common situations:
- Thin plates have high precision.
- The accuracy of thick plates is significantly reduced
- Slight melting or taper may be present at the edges.
In typical applications:
- Controllable outline dimensions
- However, it is not suitable for high-precision assembly requirements.
Post-processing requirements
Besides precision, another often overlooked point is: after the parts are machined, is any additional processing required? This directly affects the total cost and delivery time.
The state after CNC milling
After CNC milling is completed, the part is usually close to its final state:
- Surface roughness is controllable
- The dimensions have met the design requirements.
- Only minor deburring or simple processing is required.
For high-requirement parts, you can also go directly to:
- Polishing
- Anodizing
- Surface treatments such as electroplating
The overall process is controllable and predictable.
State after laser cutting
The edges after laser cutting usually show:
- Slag
- Microburrs
- Discoloration or hardening caused by heat
Therefore, common post-processing methods include:
- Polishing
- Deburring
- Secondary processing (such as drilling and tapping)
This means that laser cutting is often just the “first step,” rather than the final manufacturing step.

Cost and production efficiency
Many people assume that laser cutting is cheaper and faster. This conclusion only holds true under “specific conditions,” and the situation becomes much more complex once you get into a real project.
The key is not in a single process, but in the total cost and time of the entire manufacturing chain.
Prototyping vs. Mass Production
These two production scenarios have a very significant impact on process selection.
Prototype stage
In small-batch or even single-piece production, the decision-making logic is usually:
- Can the design be validated quickly?
- Should initial investment be reduced?
- Should the delivery cycle be shortened?
In this context, the advantages of laser cutting are:
- No complex programming required.
- Short preparation time
- Suitable for quickly cutting simple outlines.
- Lower cost (especially for 2D parts)
However, this is on the premise that the part itself has a simple structure and only involves the outline of the sheet metal.
When a part involves the following characteristics:
- High hole position accuracy is required.
- Has steps or cavities
- Assembly verification is required.
CNC milling is more direct:
- Complete the final structure in one step
- Avoid subsequent secondary processing
- Closer to real-world usage
Mass production (Production)
Once the batch production phase begins, the decision-making logic will completely change.
The focus becomes:
- Unit cost
- Stability
- Consistency
Advantages of laser cutting in mass production:
- Extremely high efficiency for thin sheet metal parts
- Low unit cost
- High degree of automation
Applicable to:
- Sheet metal structural components
- Shell-type parts
- High-volume production of outline parts
Advantages of CNC milling in batch production:
- Complex structures can be completed in one go.
- Stable accuracy and high repeatability
- Reduced number of processes (no need for multiple process combinations)
It is especially advantageous in the following situations:
- Multi-faceted machined parts
- High-precision mating parts
- Functional key components
Comparison of real-world application scenarios
Looking only at principles and parameters can easily lead to choices that are theoretically correct but practically incorrect. A more effective approach is to start directly from the application scenario. Different processes are not mutually exclusive; rather, each has its own clearly defined applicable boundaries.
1. Typical scenarios suitable for CNC milling
When a part has “functional attributes”, CNC milling is almost always the default option.
Common features include:
- Three-dimensional structure (steps, cavities, curved surfaces)
- Multi-faceted processing requirements
- Strict tolerances (for mating parts)
- Requires subsequent assembly or load-bearing function
Typical applications:
- Mechanical structural components (brackets, connectors, bases)
- Robot components (joint housings, mounting plates)
- Medical device parts (high-precision components)
- Aerospace components (lightweight complex structures)
These parts share common characteristics: geometric complexity, precision sensitivity, and function orientation.
In this situation, laser cutting cannot be replaced and can only be used as an auxiliary material cutting method.
2. Typical scenarios suitable for laser cutting
Laser cutting is more suitable for parts where “shape is the priority”.
Common characteristics:
- Primarily based on two-dimensional outlines
- Thin
- Does not involve complex three-dimensional structures
- Relatively lenient requirements for accuracy
Typical applications:
- Sheet metal casing
- Panels/Decorative Components
- Support plate, mounting plate
- Signage, structural panels
The core requirement of these applications is:
- Rapid prototyping
- Cost control
- Batch consistency
3. Scenarios where the two processes are used in combination
In many real-world projects, it’s not a matter of choosing one or the other, but rather using a combination of both.
For example:
- First, use laser cutting to complete the outline of the sheet material.
- Then perform finishing using CNC machining (holes, key surfaces)
This combination is more common in the following situations:
- Medium complexity structure
- Cost-sensitive but still requires a certain level of accuracy
- Large batch
4. A practical judgment method
In the early stages of a project, the following questions can be used to quickly determine the following:
- Does this part participate in the assembly?
- Are there any tolerance requirements?
- Does it have multiple facets or an internal structure?
If the answer is mostly “yes”, then CNC milling should be given priority.
If the answer is mostly “no” and the part is a sheet metal outline, laser cutting is usually more efficient.

How to choose a suitable supplier
Choosing the right process only solves half the problem. What truly affects the outcome is the supplier’s ability to reliably implement the solution.
You can judge directly from these three dimensions:
1. Does it possess multi-process capabilities?
If a supplier can only perform a single process, the solution is often “limited”.
Our approach in actual projects is as follows:
- Offers both CNC milling (3-axis/5-axis) and CNC turning.
- Select the optimal process based on the part structure, rather than a fixed path.
- For complex projects, prioritize reducing processes and lowering total costs.
This means:
- No need to coordinate back and forth between multiple suppliers
- Shorter production chain, more controllable delivery time
2. Does the company have engineering support capabilities?
The processing itself is not the difficult part; the difficulty lies in the initial assessment.
Our process is as follows:
- Provide DFM (Manufacturability Assessment) analysis before providing a quote.
- Proactively identify potential risks in the design (such as excessively tight tolerances or difficult-to-manufacture structures).
- Provide actionable optimization suggestions (rather than just pointing out problems).
In many projects, this step can:
- Reduce unnecessary processing costs
- Avoid repeated revisions later
- Prevent quality risks
3. Does it possess a stable production capacity and quality system?
Being able to produce a single item does not guarantee stable production in batches.
Our actual capacity configuration:
- 300+ CNC machines (supporting mass production)
- Precision control capability: ±0.02 mm
- Covers 50+ metals and engineering plastics
- Complete process inspection and final inspection procedures
The key is not just “achieving the required accuracy,” but rather: consistently and stably achieving the required accuracy in mass production.
If you wish to control costs and delivery time while ensuring accuracy, upload your CAD drawings, and we will provide a quote, process optimization suggestions, and delivery plan within 24 hours.