
CNC旋削加工の概要
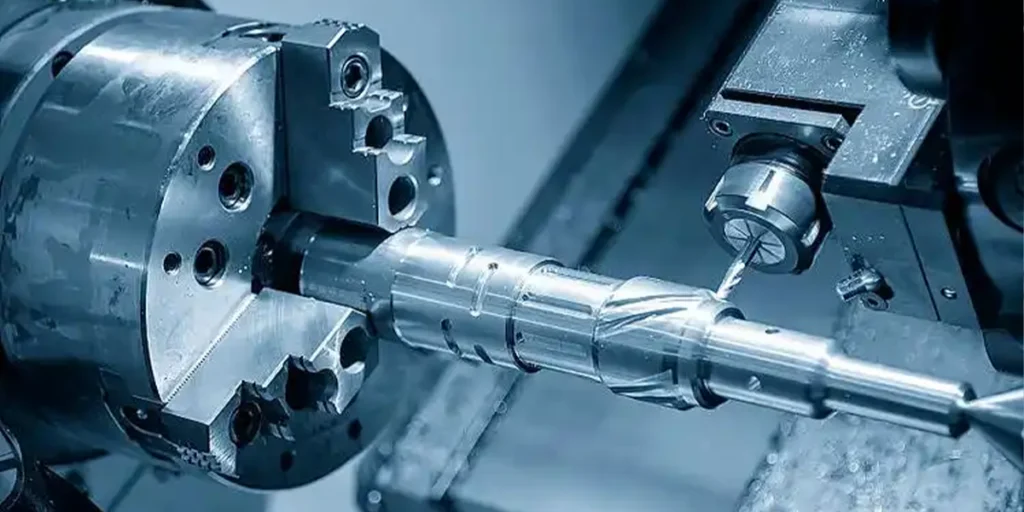
CNC旋削加工とは、コンピュータープログラムを用いて旋盤を制御し、回転するワークピースを切削加工する製造プロセスです。その基本原理は、ワークピースが回転し、切削工具が移動することで材料が徐々に除去され、最終的に目的の部品が形成されるというものです。
この技術は、様々な円形部品、軸部品、スリーブ部品、ねじ付き部品、および高精度同心部品の製造に広く用いられており、現代の精密製造における最も重要な基盤技術の一つである。
調達担当者にとって、CNC旋削加工プロセスを理解することは、サプライヤーの能力、納期の実現可能性、コスト構造、および品質リスクを評価する上で役立ちます。
CNC旋削加工に適した部品はどれですか?
一般的に、以下のような特性を持つ部品はCNC旋削加工に適しています。
- 外側の円形構造部品
- 内部構造部品
- 段付きシャフト部品
- ねじ込み式コネクタ
- 高同心度部品
- 金属製ケーシング部品
- 精密コネクタ部品
例えば:
- 自動車用ブッシュ
- 医療用コネクタ
- 油圧ジョイント
- ロボット駆動軸
- アルミニウム製電子機器ケース
- ステンレス鋼製精密部品
CNC旋削加工の主な技術的特徴
従来の機械加工方法と比較して、CNC旋削加工には以下の利点があります。
1. 安定した精度
プログラミングによる繰り返し加工の制御により、厳しい公差要件を確実に満たすことができます。卓華ハードウェアでは、標準的な加工精度は±0.02mmに達します。
2. 高い生産効率
サンプルから量産までの加工に適しており、特に棒状材料の連続加工において、効率が大幅に向上します。
3. 幅広い素材への適応性
サポート:
4. 高い一貫性
リピート注文や複数ロットの注文の場合でも、旋盤加工プロセスは安定した生産量を維持できる。
CNC旋削加工の主要構成要素
完全なCNC旋盤加工プロジェクトには、通常、以下の手順が含まれます。
- 図面評価
- プロセス分析
- プログラミング
- 材料の準備
- クランプと位置決め
- 粗加工
- 仕上げ
- 検査
- 表面処理(必要な場合)
- 梱包と発送
多くのお客様は旋削加工を単なる「機械加工」だと考えていますが、実際には、結果を左右するのは事前のエンジニアリング能力と工程管理です。
プロセスフローが重要な理由は何ですか?
同じ設計図でも、異なるサプライヤーからは全く異なる結果が生じる可能性がある。これは通常、設備の違いではなく、サプライヤーのプロセス管理能力の違いによるものだ。
例えば:
- 粗削りな部分を先に作ってから、仕上げていくべきでしょうか?
- 熱変形が制御されているかどうか
- 2回目のバリ取り作業を行うべきでしょうか?
- 表面処理費用は計上されていますか?
- 検査対象となる重要な寸法はありますか?
これらの詳細によって、最終部品が安定していて品質基準を満たしているかどうかが決まります。

図面作成から完成品までの全工程
顧客が目にするのは完成品ですが、エンジニアリングの観点から見ると、図面から納品可能な製品へと部品を加工するには、いくつかの重要なステップが必要です。各ステップが正しく実行されればプロジェクトは順調に進みますが、いずれかのステップに不備があると、遅延、手戻り、予算超過が発生する可能性があります。
以下は、標準的なCNC旋盤加工プロジェクトの完全なワークフローです。
ステップ1:図面を受け取り、要件を確認する
顧客は通常、以下の情報を提供します。
- 2D図面(PDF)
- 3Dモデル(STEP / STP / IGS)
- サンプル
- 材料要件
- 表面処理要件
- 数量要件
- 配達時間目標
この段階で最も重要なのは確認です。
- どの側面が重要な側面なのか?
- 許容誤差基準とは何ですか?
- 外見に関する規定はありますか?
- この部品の目的は何ですか?
経験豊富なサプライヤーは、この段階では直接見積もりを提示するのではなく、最適化のための提案を行うでしょう。
ステップ2:プロジェクトの評価と見積もり
エンジニアリングチームは以下を分析します。
- 旋削加工に適していますか?
- 複合加工機は必要ですか?
- 材料は入手しやすいですか?
- 許容誤差は妥当ですか?
- 生産能力は納期に見合っていますか?
次に、以下の内容を含む正式な見積書が作成されます。
- 単価
- 校正料金(該当する場合)
- 納期
- プロセスの説明
卓華ハードウェアでは、お客様が後々の問題を軽減できるよう、製造性に関するアドバイス(DFM)も提供しています。
ステップ3:プログラミングとプロセス設計
注文を確認後、エンジニアは処理計画の策定に着手した。
- どのデバイスを使用するか
- どのナイフを使えばいいですか?
- 処理順序はどのように構成すべきでしょうか?
- クランプ作業は一度に完了しましたか?
- 二次的な工程は必要ですか?
次にCNCプログラム(Gコード)が生成され、最初の部品の検証が行われます。
ステップ4:材料の準備と生産準備
図面の要件に従って原材料を準備します。例:
- アルミ棒
- ステンレス鋼丸棒
- 真鍮棒
- エンジニアリングプラスチックロッド
同時に準備する:
- チャッククランプ
- 特殊な固定具(必要な場合)
- 測定機器
ステップ5:正式な処理
装置が量産を開始する。一般的な工程は以下のとおりである。
- 外旋
- 端面加工
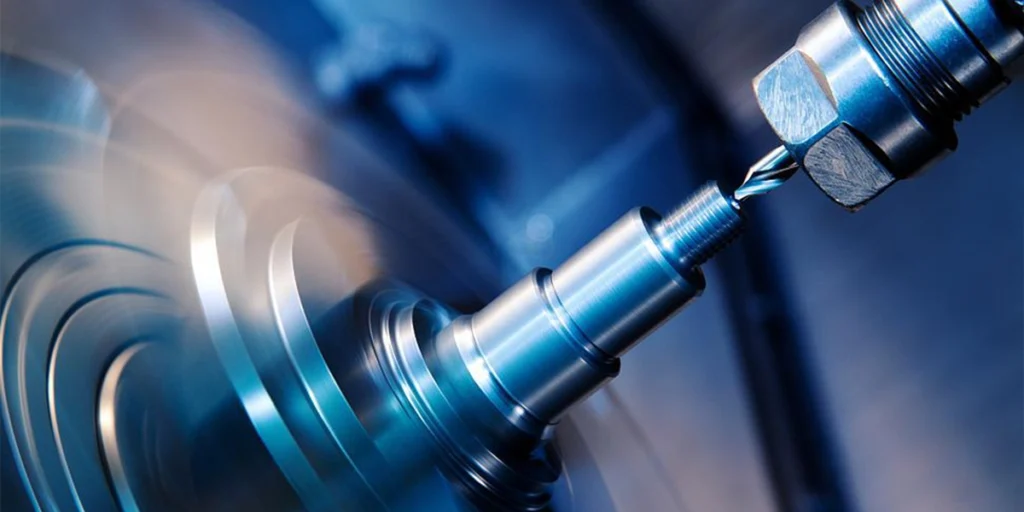
- 掘削
- ボーリング孔
- グルーヴ
- ねじ加工
- 切り落とす
パワータレットを使用すれば、平面加工や側面穴加工といった複合加工も完了できる。
ステップ6:後処理とバリ取り
機械加工後、部品は通常次のようになります。
- バリ取り
- クリーニング
- 面取りと仕上げ
- 表面処理前の準備
お客様のご要望があれば、以下の手配も可能です。
- 陽極酸化処理
- 電気めっき
- サンドブラスト
- 研磨
- 熱処理
ステップ7:最終検査と出荷のための梱包
出荷前:
- サイズ検査
- 目視検査
- 数量確認済み
- 包装保護
- タグ管理
輸出プロジェクトでは、通常、防錆、衝撃保護、およびロット追跡に特に重点が置かれる。
Zhuohua Hardwareがプロジェクトの成功率を向上させる方法
当社は、標準化されたプロセスを通じてお客様のリスク軽減を支援します。
- 迅速な見積もり対応
- 予備設計図
- 設備の生産能力を安定させる
- 厳格な工程検査
- 表面処理の共同管理
- グローバル配送サポート
顧客にとって本当に重要なのは見積もり金額ではなく、プロジェクトが期日通りに、かつ高い水準で完了できるかどうかである。
旋削加工における荒削りと仕上げ
顧客は完成品を見ると、最終寸法が基準を満たしているかどうかだけに注目しがちです。しかし、製造の観点から見ると、高品質の機械加工部品は通常、一度の切削で完成するのではなく、荒加工と仕上げ加工という2つの主要な工程を経て作られます。
これら二つの段階はそれぞれ異なる目標を持っており、適切な連携があって初めて両方の目標を達成できる。
- 処理効率
- 寸法精度
- 表面品質
- 工具寿命
- バッチ安定性
工程が適切に設定されていない場合、効率の低下、寸法ずれ、表面粗さ、さらには再加工や不良品の発生といった結果が一般的に発生します。
粗加工とは何ですか?
荒削りの目的は明確だ。余分な材料を素早く除去し、部品を最終形状に近づけることである。
例えば、直径50mmの棒材から最終的に外径32mmの部品を作る必要がある場合、初期段階で大きな余裕を持たせた粗加工を行うことが一般的です。
粗加工の特徴:
- 大容量の切断が可能
- 高速送り速度
- 高い処理効率
- 表面粗さの要求は高くない
- 仕上げ手当
一般的なプロセスには以下が含まれます。
- 外径の急速な回転
- 端面の初期処理
- 大きな穴の事前ドリル加工
- 手順の概要はすでに作成済みです。
なぜ粗加工だけで最終寸法を直接得ることができないのか?
大規模な切断加工では、以下のような問題が発生する傾向があるためです。
- 加熱すると材料が膨張する
- ワークピースの応力除去
- 工具の摩耗の加速
- 表面粗さが大きい
- サイズ変動の増加
粗加工を最終製品サイズに直接行うと、通常、ロットの安定性が不十分になります。そのため、専門工場では仕上げ工程に進む前に、適切な余裕を持たせています。
終了とは何ですか?
仕上げ工程の主な目的は、最終的な寸法、公差、および表面仕上げの要件を満たすことである。
荒削りが完了すると、工具はより小さな切削深さとより安定したパラメータで仕上げられます。
仕上げのための主要な管理ポイント:
- 最終外径寸法
- 内穴サイズ
- 同心
- 円形ジャンプ
- 表面粗さ
- 面取りの詳細
この工程は、顧客が受け取る部品の品質を直接左右する。
仕上げの一般的な適用シナリオ
例えば:
- シャフトタイプの部品には±0.02mmの精度が求められます。
- 嵌合穴は安定して組み立てられる必要がある。
- 外装部品には良好な表面仕上げが求められる。
- 正確なねじ山寸法が必要です。
- 医療機器部品には高い一貫性が求められる。
これらのプロジェクトはすべて、安定した仕上げ能力に依存している。
粗加工と仕上げ加工は価格にどのような影響を与えるのか?
お客様からよく聞かれる質問です。「こんなにシンプルな構造なのに、なぜこの部品は高価なのですか?」その理由は、構造の複雑さというよりも、加工工程における高い精度要求にあることが多いのです。
例えば:
- 公差が厳しくなるほど、仕上げ時間は長くなる。
- 表面が細かいほど、研磨回数が多く必要となる。
- 高い同軸度要件を満たすには、より慎重な製造工程が必要となる。
- 高いバッチ一貫性要件を満たすには、より高いテスト頻度が必要となる。
したがって、コストに真に影響を与えるのは、見た目だけでなく、品質基準でもある。
試験および品質管理
加工の完了はプロジェクトの終わりを意味するものではありません。専門的な製造プロジェクトにおける真の納品基準は、部品が寸法および外観基準を満たし、量産が安定しており、部品が正常に組み立てられることです。
そのためには、単にいくつかの寸法を無作為にチェックするのではなく、包括的な検査および品質管理システムが必要となる。
調達における多くの問題は、処理能力の不足によるものではなく、むしろ品質管理の不備によるものである。
- 最初のロットは問題なかったが、その後のロットには問題があった。
- 外側の傷
- ネジ山の嵌合が悪い
- 開口偏差
- 同軸性は不安定である
旋削加工における一般的な検査項目は何ですか?
部品の用途に応じて、一般的な試験項目には以下が含まれます。
- サイズ検査
- 外径
- 内径
- 長さ
- 段差寸法
- スロット幅
幾何公差検査
- 同心
- 円形ジャンプ
- 垂直性
- 並列構造
ねじ山検査
- 合否ゲージの検査
- コラボレーションテスト
外観検査
- バリ
- 傷
- へこみ
- 酸化による色の違い
検出は通常、どの段階で行われますか?
プロのサプライヤーは通常、「仕上げてからチェックする」だけではなく、プロセス全体を管理します。
- 初回品検査
最初の製品が製造された後、量産開始前に寸法が正しいことを確認します。 - 工程検査
バッチ処理中に定期的に抜き取り検査を実施し、工具の摩耗による寸法ずれを防ぎます。 - 最終出荷検査
出荷前に、数量、サイズ、外観を総合的に確認します。
大量注文の場合、品質管理がさらに重要になるのはなぜでしょうか?
10個のサンプルを作るのは簡単ですが、真の能力は、大量生産で10,000個の良質なサンプルを安定して生産できるかどうかにかかっています。バッチプロジェクトにおける一般的なリスク:
- 夜勤の人数変動
- 異なるデバイス間の違い
- 材料バッチの変更
- 工具寿命は寸法に影響を与える
したがって、個人的な経験ではなく、標準化された品質管理プロセスに頼る必要がある。
卓華ハードウェアの品質管理方法
当社はCNC旋盤加工プロジェクトにおいて厳格な品質管理プロセスを実施しており、プロジェクトの要件に応じて検査サポートを提供できます。
主なポイントは以下のとおりです。
- 最初のアイテムが確定しました
- 工程検査
- 最終検査
- 主要な寸法と公差は厳密に管理されています。
- 出荷前の梱包検査
高い要求水準が求められるプロジェクトの場合、寸法報告書や品質関連文書を提供することで、お客様をサポートいたします。
配送時間を短縮し、コストを抑える方法
ほとんどの調達プロジェクトにおいて、顧客は通常、2つの主要な問題に注目します。それは、納品までどれくらいの時間がかかるか、そして価格をもっとリーズナブルにできるか、ということです。
実際には、納期とコストは互いに影響し合うことが多い。納期を急ぐとコストが増加する傾向があり、一方で、過度な価格圧力は安定した納期に悪影響を及ぼす可能性がある。
真にプロフェッショナルなサプライヤーは、単に最低価格を提示したり、極めて短い納期を約束したりするだけでなく、エンジニアリングの最適化と生産管理を通じて、妥当な範囲内で価格と納期の両方を改善します。
1. 設計段階で部品構造を最適化する。
多くの部品が高価なのは、材料費が高いからではなく、その構造上、加工が難しいためである。
よくある質問は以下のとおりです。
- 公差が過度に厳しく設定されている
- 穴が深すぎる
- 不必要に複雑なアウトライン
- 複数の特殊スレッド
- 面取り寸法が多様すぎる
これらの要因はすべて、処理時間と検査コストを増加させます。DFM(製造性最適化)をプロジェクトの初期段階で導入すれば、多くの場合、単価を大幅に削減し、生産サイクル時間を短縮できます。
2. 最も高価なものだけでなく、適切な素材を選びましょう。
材料の選択は、以下の点に直接的な影響を与えます。
- 原材料費
- 処理効率
- 工具の摩耗
- 表面処理費用
3.バッチ生産計画は、単価を大幅に削減できる。
よくある顧客の状況:
- 今日は50個のアイテムを作りましょう。
- 来月にはさらに300点の商品が追加されます。
- 来月にはさらに500点の商品が追加されます。
このような分散型の調達は、通常、総コストの増加につながる。
理由としては以下のようなものがある。
- 複数回のケーブル交換
- 複数のプログラミング準備
- 複数の材料準備
- 複数の物流コスト
サプライヤーは、年間または四半期ごとの需要を事前に計画することで、生産能力をより効率的に配分し、単位コストを削減することができる。
4. 安定した生産能力を持つ工場を選ぶ。
一部の工場は低価格を提示しているが、設備が限られていたり、生産スケジュールが詰まっていたりするため、納期が繰り返し遅れることになる。
配送時間に真に影響を与える重要な要素は次のとおりです。
- デバイスの数
- 定員
- 技術的成熟度
- 材料の応答速度
- 社内コラボレーションの効率性
Zhuohua Hardwareには以下の特徴があります。
- 約100台のCNC旋盤
- 300台以上のCNCフライス盤
- 試作品製作と量産を並行して実施できる能力
- 5営業日以内に配送サポートを提供
このタイプの生産能力構造は、長期的な顧客との協力関係により適している。
5. サプライチェーンの拠点を削減する
部品を別々に配置する必要がある場合:
- 旋回プラント
- 製粉工場
- 表面処理プラント
- 組立工場
配送時間が延長され、通信コストも増加します。
ワンストップサプライヤーは通常、以下のコストを削減できます。
- 往復移動時間
- 複数の関係者間のコミュニケーションにおけるエラー
- 待ち時間
また、責任の統一的な管理も容易になります。
6.自分の本当のニーズを事前に伝えましょう。
多くのプロジェクトが遅延するのは、製造能力の問題ではなく、需要情報が不十分なためである。
- 図面は何度も修正された。
- 表面処理の一時的な追加
- 数量の一時的な変化
- 梱包要件は後日提出してください。
お客様には、お問い合わせの際にニーズを明確にしていただくことをお勧めします。そうすることで、全体のサイクルを大幅に短縮できます。
Zhuohua Hardwareが顧客のコスト削減と効率向上をどのように支援するか
当社は長年にわたり、エンジニアリングおよびサプライチェーンにおける能力を通じて、お客様が以下の目標を達成できるよう支援してまいりました。
- より合理的な処理計画
- より迅速なサンプル配送
- より安定したバルク単価
- マルチプロセス統合製造
- グローバル配送サポート
既に図面をお持ちの場合は、コスト最適化の可能性と納品の実現可能性を直接評価できます。