ステンレス鋼は現代の製造業において最も一般的な工学材料の一つであり、医療機器、食品機器、自動化機器、航空宇宙機器、産業機械など幅広い分野で利用されている。
しかし、多くのメーカーにとって、ステンレス鋼は切断や過熱、加工上の問題を引き起こしやすい素材の一つでもある。
アルミニウム合金と比較して、ステンレス鋼は強度が高く、熱伝導率が低く、加工硬化特性がより顕著である。これは以下のことを意味する。
- 工具の摩耗が早くなる
- 熱を放散するのがより困難になる
- 表面品質の安定化はより困難である
- 処理パラメータに対する感度が高い
したがって、ステンレス鋼のフライス加工を成功させるには、設備だけでなく、加工経験、工具戦略、そして安定した加工制御も不可欠である。
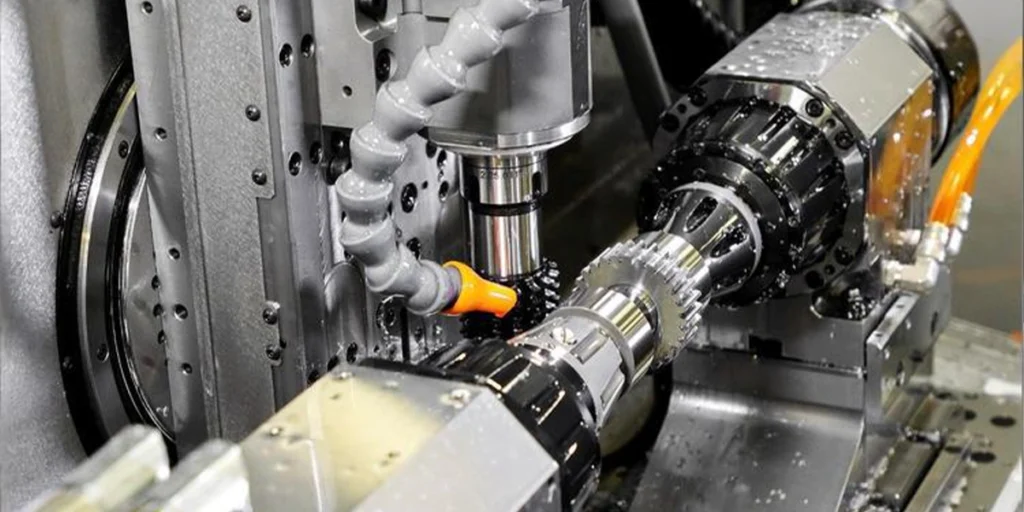
304、316、303、17-4PH、416などの材料を含むステンレス鋼のCNC加工サービスを世界中の顧客に提供しており、3軸および5軸の精密加工に対応し、ラピッドプロトタイピングから量産まで、さまざまなプロジェクトに適しています。
ステンレス鋼の加工が難しいのはなぜですか?
著しい加工硬化
ステンレス鋼の最も典型的な問題点の1つは、加工硬化を起こしやすいことである。
簡単に言うと、切削工具が不安定な場合、材料の表面は通常通りに除去されるのではなく、急速に硬化してしまう。
これは以下の結果につながります。
- その後の切断の難しさが増す
- 工具の摩耗増加
- 表面品質が劣化する
- 寸法精度が不安定
この現象は、304および316ステンレス鋼の加工において特に多く見られる。
したがって、ステンレス鋼の加工には通常、以下のものが必要となります。
- 安定した連続切断
- 適切な供給速度
- 切削工具と被削材表面との摩擦が繰り返されないようにする。
経験の浅い加工工場では、加工硬化が工具の欠けや加工物の不良に直結することが多い。
熱伝導率が低い
アルミニウム合金と比較すると、ステンレス鋼は熱伝導率が低い。
これは、切削加工中に発生する大量の熱が、加工対象物から速やかに放散されないことを意味する。
最終結果は以下の通りです。
- 熱は刃の先端に集中する。
- 工具の温度が急速に上昇する
- 工具寿命が大幅に短縮される
特に高速加工や深穴加工の際には、冷却不足によって以下のような問題が容易に発生する可能性があります。
- シャオダオ
- 加工物の変色
- 表面が粗い
- サイズ変化
したがって、ステンレス鋼の機械加工では、冷却液、切削条件、工具コーティングに対してより高い要求が課せられる。
高い材料強度
ステンレス鋼は一般的に高い機械的強度と靭性を備えている。
これにより耐久性は向上するが、同時に以下のことも意味する。
- 切断抵抗の向上
- スピンドル負荷が高い
- 振動を受けやすい
振動の問題は、薄肉部品や長い張り出し構造を加工する際に特に顕著に現れる。
そのため、高精度ステンレス鋼加工には通常、以下のものが必要となります。
- より安定した機器
- より剛性の高いクランプ
- より最適化されたツールパス
Zhuohua Hardwareでは、さまざまなステンレス鋼材や部品構造に基づいてツールパスとクランプ方式を最適化することで、振動リスクを低減し、加工安定性を向上させています。
工具の摩耗が早くなる。
ステンレス鋼に含まれるニッケルやクロムなどの元素は、切削工具の摩耗率を著しく増加させる可能性がある。
特に以下のような状況では:
- 高速加工
- 長期連続処理
- 深穴加工
- 小径切削工具による機械加工
誤った切削工具を選択すると、次のような問題が容易に発生する可能性があります。
- 切削工具の角が欠けている
- 最先端の鈍化
- 表面の裂け目
- バリの増加
したがって、ステンレス鋼の加工は、設備の能力だけでなく、加工経験も重要な要素となる。
ステンレス鋼部品の加工において長い実績を持つサプライヤーの場合、通常は成熟したシステムが確立されています。
- 工具寿命データベース
- パラメータ最適化の経験
- 加工安定性基準
これは、プロのステンレス鋼CNC加工工場と一般的な加工工場との重要な違いの一つでもあります。
包丁選びのヒント
超硬切削工具が推奨される。
ステンレス鋼の機械加工においては、現在、超硬工具が最も主流の選択肢となっている。
超硬合金製の切削工具は、高速鋼製の切削工具と比較して、以下のような利点があります。
- 硬度が高い
- 耐熱性の向上
- より安定した切断性能
- 工具寿命が長くなる
特に304および316ステンレス鋼の機械加工においては、超硬工具を使用することで、工具摩耗や加工硬化の問題を大幅に軽減できる。
高精度部品加工においては、通常、以下の点に基づいて判断します。
- 構成要素の構造
- 材料グレード
- 処理深度
- 表面粗さの要件
さまざまな種類の工具形状を選択してください。
工具のコーティングは非常に重要である
ステンレス鋼の機械加工では、切削領域に大量の熱が集中します。そのため、工具コーティングは工具寿命に影響を与えるだけでなく、加工の安定性にも直接影響を及ぼします。
一般的なコーティングには以下のようなものがあります。
- TiAlNコーティング:高速切削および高温環境に適しています。
- AlTiNコーティング:耐熱性が向上し、連続加工に適しています。
- DLCコーティング:高い表面品質が求められる一部の部品に適しています。
適切な工具コーティングは、以下の点で役立ちます。
- 摩擦を減らす
- 子宮筋腫を軽減する
- 表面品質を向上させる
- 工具の寿命を延ばす
切削工具においては、切れ味よりも剛性の方が重要である。
ステンレス鋼の機械加工には「非常に鋭利な」工具が必要だと考える人が多いが、実際には、ほとんどのステンレス鋼の機械加工においては、工具の剛性の方が鋭利さよりも重要な場合が多い。
その理由は、ステンレス鋼は比較的高い切削力を持つため、工具の剛性が不十分な場合、以下のような問題が発生しやすいからです。
- 振動ナイフ
- 折れた刃
- サイズの不安定性
特に長尺工具加工や深穴加工においては、以下のことが求められます。
- ブレード延長部の長さを短くする
- ツールホルダーの安定性を向上させる
- 加工時の振動を低減する
異なるプロセスには、異なるツール戦略が必要となる。
荒削り用と仕上げ削り用の切削工具の選択は、通常、全く異なる。
荒削り:
- 切りくず除去能力
- 除去効率
- 工具の強度
仕上げ:
- 表面品質
- 寸法安定性
- 少量の切断量制御
実際の生産工程では、通常、すべての工程を同じ工具で完了させることはありません。特に高精度ステンレス鋼部品の生産においては、工具を適切に分担することで、加工の安定性と歩留まりを大幅に向上させることができます。
回転速度(RPM)と送り速度の設定制御
パラメータ制御がなぜそれほど重要なのか
ステンレス鋼の機械加工においては、切削条件が装置そのものよりも重要になる場合が多い。
処理上の問題には、次のようなものが多数あります。
- 工具寿命が短い
- 表面が粗い
- ワークピースの加熱
- ひどいイガ
- サイズの不安定性
基本的に、これらはすべて回転速度(RPM)と送り速度の設定が不適切であることに起因しています。
ステンレス鋼は加工硬化を起こしやすい性質があるため、切削加工中は工具が材料表面に「擦れる」のではなく、安定した切削プロセスを維持する必要があります。
304および316ステンレス鋼の場合、回転速度が高すぎ、送り速度が低すぎると、切削工具の切削が軽く見えるかもしれませんが、実際には急速に熱が発生し、加工硬化を引き起こし、最終的に工具の摩耗が増加します。
回転数が高いほど必ずしも良いとは限らない。
多くの顧客は高速加工の方が必ずしも効率的だと考えているが、ステンレス鋼の加工においては、高速化はしばしば高温化を意味する。
特に以下の分野で:
- 深穴加工
- 小型工具加工
- 長期連続処理
熱が時間内に放散されない場合、次のような事態が発生する可能性があります。
- 工具の燃え尽き症候群
- 表面は青みがかった色をしている
- ワークピースの熱変形
- 工具の急速な摩耗
したがって、ステンレス鋼の加工においては、単に高速性を追求するよりも、安定性を重視する傾向がある。
専門の加工工場は通常、以下の点に基づいて操業を行っています。
- 材料グレード
- 工具径
- 切削深さ
- 工具コーティング
固定された基準値を用いるのではなく、パラメータを動的に調整する。
供給速度が低すぎると、実際にはより危険です
これは、多くの非専門的な処理プロセスにおいて最もよく見られる問題です。
多くの作業者は「切削工具を保護するため」に意図的に送り速度を落とすが、実際にはステンレス鋼は「軽い切削」でも損傷を受けやすい。
これは、切削厚さが不十分な場合、工具が材料を効果的に切断するよりも、材料表面に擦れることが多くなるためです。
結果は以下の通りです。
- より深刻な加工硬化
- 熱がより速く蓄積される
- 工具寿命が短い
したがって、ステンレス鋼の機械加工においては、適切な切削負荷が非常に重要となる。
卓華ハードウェアでは、さまざまなステンレス鋼材に対応するパラメータデータベースを構築し、粗加工と仕上げ加工のパラメータの組み合わせを最適化することで、加工効率と工具の安定性を向上させつつ、精度を確保しています。
荒削りと仕上げのパラメータは異なります。
粗加工工程では、一般的に材料除去効率に重点が置かれるため、以下の方法が用いられます。
- より深い切断が可能
- より高い飼料
- より安定した切りくず除去
最終段階では、以下の点に重点が置かれます。
- 表面粗さ
- 寸法精度
- エッジ品質
したがって、パラメータはより保守的なものとなる。
高精度ステンレス鋼部品の場合、熱変形を低減し寸法精度を向上させるため、通常は荒加工と仕上げ加工を完全に分離します。

冷却剤の重要性
ステンレス鋼の加工は、冷却に大きく依存している。
ステンレス鋼は熱伝導率が低いため、切削先端部に大量の熱が集中する。そのため、機械加工における冷却剤の役割は非常に重要である。
冷却液は冷却のためだけのものではありませんが、さらに重要なことに、
- 摩擦を減らす
- フケの除去効果を高めます
- 子宮筋腫を軽減する
- 表面品質を向上させる
- 工具の寿命を延ばす
特に316ステンレス鋼の機械加工においては、冷却が不十分な場合、工具寿命が著しく短くなる可能性がある。
冷却方法が加工安定性に影響を与える
処理シナリオが異なれば、通常は異なる冷却戦略が必要となる。
標準外部冷却
- 従来の輪郭処理
- 屋外での加工
コストは低いが、空洞深部における冷却効果は限定的である。
高圧冷却
- 深穴加工
- 深穴加工
- 高速加工
熱や切削屑をより効果的に除去できます。
内部冷却ツール
高精度ステンレス鋼加工において、ますます一般的になりつつある。
特に、小さくて深い穴の加工においては、内部冷却によって安定性を大幅に向上させることができる。
冷却不足によってどのような問題が発生する可能性がありますか?
冷却液の流量不足や噴射位置の不適切さによって引き起こされる一般的な問題には、以下のようなものがあります。
- 表面的な火傷
- 加工物の変色
- 工具の破損
- チップ詰まり
- サイズ変化
複雑なステンレス鋼部品の場合、これらの問題は歩留まりに直接影響します。
したがって、実績のあるステンレス鋼加工サプライヤーは、通常、異なる材料とプロセスに合わせて最適化を行っています。
- 冷却液の種類
- 濃度比
- ジェット機の方向
- 流量制御
単に均一な解決策を用いるのではなく。

工具の摩耗を軽減する方法
工具の摩耗は完全に避けることはできない。
ステンレス鋼の加工において、工具摩耗は正常な現象である。重要なのは「摩耗を完全に防ぐ」ことではなく、摩耗をより安定させ、制御可能にすることである。
真に成熟した処理技術には、通常、重要な制御措置が含まれています。
- 工具寿命の安定性
- バッチの一貫性
- 表面品質の安定性
不安定な工具摩耗は、通常の摩耗よりも危険な場合が多い。
安定した切削条件を維持する
工具の摩耗を軽減するための最も重要な方法の一つは、不安定な切削を避けることです。
- 頻繁な断続的な切断
- 工具の振動
- 負荷変動の抑制
どちらも工具の摩耗を早める。
したがって、実際の処理では、通常は次のように行います。
- ツールパスを最適化する
- 急カーブを減らす
- 切削深さを制御する
- 治具の安定性を向上させる
切断時の衝撃を軽減するため。
切りくず除去能力は極めて重要である
工具の故障の多くは、実際には切削加工そのものが原因ではなく、むしろ切りくずの問題が原因である。
チップを時間内に取り外せない場合、次のような問題が発生する可能性があります。
- 二次的な切断
- 切削工具の過熱
- 表面の傷
- ナイフの刃先が欠けている
特に深穴加工においては、切りくず排出能力が加工安定性に直接影響を与える。
したがって、ステンレス鋼の加工には通常、以下の方法が用いられる傾向があります。
- 大容量チップ溝切削工具
- より最適化されたツールパス
- 切粉除去用高圧冷却補助剤
ツール管理によってバッチの安定性が決まる
ステンレス鋼部品の大量生産においては、工具管理システムは非常に重要です。
専門加工工場は通常、以下のように設立されます。
- 工具寿命記録
- ツール変更規格
- パラメータデータベース
- 処理監視メカニズム
これにより、単一のツールの不具合によって製品バッチ全体の品質が影響を受けることを防ぐことができます。
卓華ハードウェアでは、医療、産業オートメーション、ロボットオートメーション分野のプロジェクト向けに、精密なステンレス鋼部品の加工において長年の実績があります。様々な材料や部品構造に対応するため、事前にDFM解析とプロセス最適化を実施し、加工リスクと製造コストを削減しながら、高い精度を確保できるようお客様をサポートいたします。