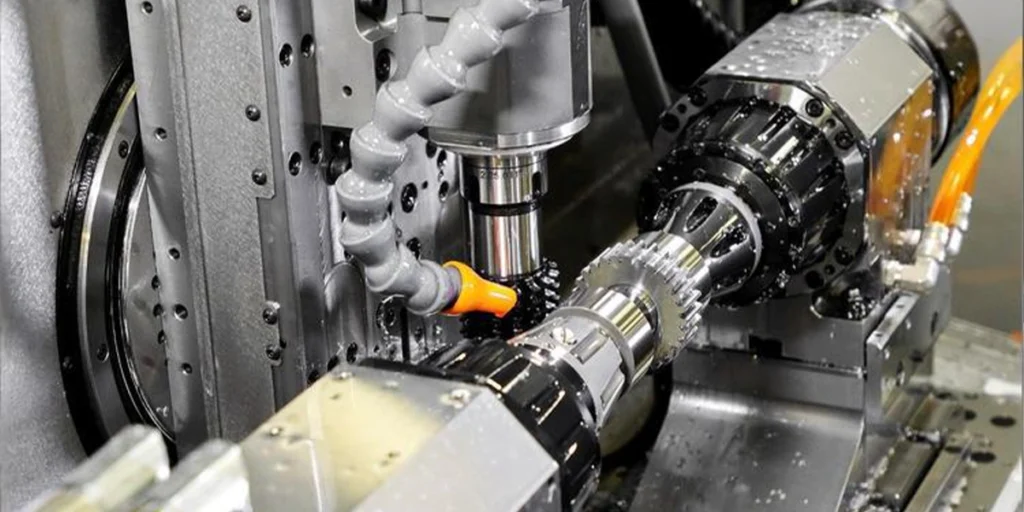
L’acier inoxydable est l’un des matériaux d’ingénierie les plus courants dans la fabrication moderne, et il est largement utilisé dans les domaines médical, des équipements alimentaires, de l’automatisation, de l’aérospatiale et des machines industrielles.
Cependant, pour de nombreux fabricants, l’acier inoxydable est aussi l’un des matériaux les plus susceptibles d’être coupés, de surchauffer et de provoquer des problèmes de traitement.
Comparé aux alliages d’aluminium, l’acier inoxydable présente une résistance plus élevée, une conductivité thermique plus faible et des propriétés d’écrouissage plus prononcées, ce qui signifie :
- Les outils s’usent plus vite
- Il est plus difficile de dissiper la chaleur
- La qualité de surface est plus difficile à stabiliser.
- Plus sensible aux paramètres de traitement
Par conséquent, la réussite du fraisage de l’acier inoxydable dépend non seulement de l’équipement, mais aussi de l’expérience du processus, de la stratégie d’outillage et d’un contrôle stable de l’usinage.
Services d’usinage CNC en acier inoxydable pour une clientèle mondiale, y compris des matériaux tels que 304, 316, 303, 17-4PH et 416, prenant en charge l’usinage de précision à 3 et 5 axes, adaptés à une variété de projets allant du prototypage rapide à la production en série.
Pourquoi l’acier inoxydable est-il difficile à travailler ?
Durcissement par travail significatif
L’un des problèmes les plus courants avec l’acier inoxydable est sa propension à l’écrouissage.
En clair : lorsque l’outil de coupe est instable, la surface du matériau durcit rapidement au lieu d’être enlevée normalement.
Cela entraînera :
- Les difficultés de coupe ultérieures augmentent
- Usure accrue des outils
- La qualité de la surface se détériore
- Précision dimensionnelle instable
Ce phénomène est particulièrement fréquent lors de la transformation des aciers inoxydables 304 et 316.
Par conséquent, le traitement de l’acier inoxydable nécessite généralement :
- Coupe stable et continue
- Taux d’alimentation raisonnable
- Évitez les frottements répétés de l’outil de coupe contre la surface de la pièce.
Pour les usines de traitement inexpérimentées, l’écrouissage entraîne souvent directement l’écaillage des outils ou la mise au rebut des pièces.
Faible conductivité thermique
Comparé aux alliages d’aluminium, l’acier inoxydable a une conductivité thermique inférieure.
Cela signifie qu’une grande quantité de chaleur générée pendant le processus de découpe ne peut pas être rapidement dissipée de la pièce à usiner.
Le résultat final est :
- La chaleur est concentrée à l’extrémité de la lame.
- La température de l’outil augmente rapidement
- La durée de vie des outils est considérablement réduite.
En particulier lors de l’usinage à grande vitesse ou de l’usinage de cavités profondes, un refroidissement insuffisant peut facilement entraîner les problèmes suivants :
- Shaodao
- décoloration de la pièce
- Surface rugueuse
- Dérive de taille
Par conséquent, l’usinage de l’acier inoxydable impose des exigences plus élevées en matière de liquide de refroidissement, de paramètres de coupe et de revêtement des outils.
haute résistance des matériaux
L’acier inoxydable possède généralement une résistance mécanique et une ténacité élevées.
Si cela se traduit par une meilleure durabilité, cela signifie aussi :
- résistance à la coupe accrue
- Charge de broche plus élevée
- Plus sujet aux vibrations
Le problème d’oscillation est particulièrement perceptible lors de l’usinage de pièces à parois minces ou de longues structures en porte-à-faux.
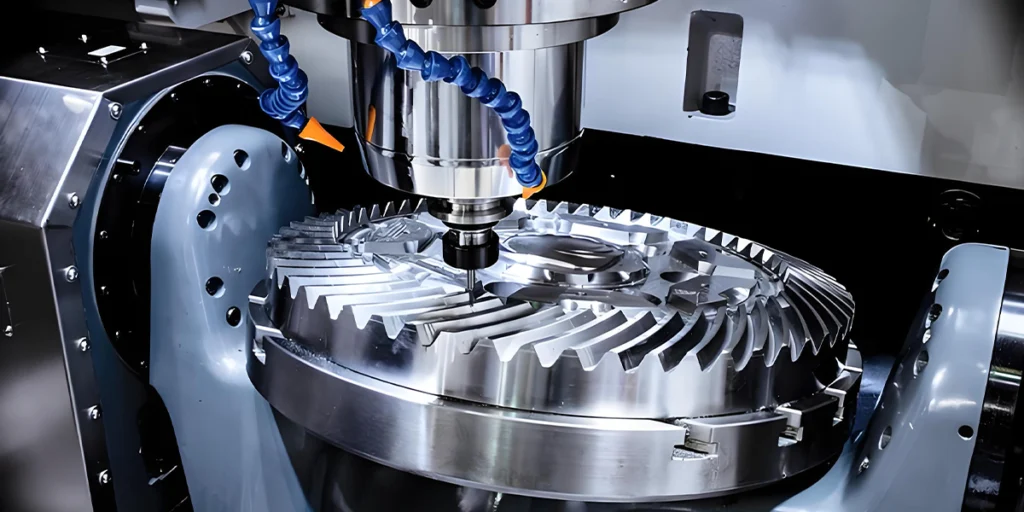
C’est pourquoi l’usinage de haute précision de l’acier inoxydable nécessite généralement :
- Équipement plus stable
- Pinces à rigidité supérieure
- Trajectoires d’outils plus optimisées
Chez Zhuohua Hardware, nous optimisons les trajectoires d’outils et les systèmes de serrage en fonction des différents matériaux en acier inoxydable et des structures de pièces afin de réduire les risques de vibrations et d’améliorer la stabilité d’usinage.
L’outil s’use plus vite.
Des éléments tels que le nickel et le chrome présents dans l’acier inoxydable peuvent augmenter considérablement le taux d’usure des outils de coupe.
Notamment dans les situations suivantes :
- Usinage à grande vitesse
- Traitement continu à long terme
- Usinage de cavités profondes
- Usinage avec des outils de coupe de petit diamètre
Si l’on choisit un outil de coupe inadapté, les problèmes suivants peuvent facilement survenir :
- Coins ébréchés de l’outil de coupe
- émoussement de pointe
- Déchirure superficielle
- bavures accrues
Par conséquent, la transformation de l’acier inoxydable ne dépend pas seulement des capacités de l’équipement, mais aussi de l’expérience acquise dans le processus.
Pour les fournisseurs ayant une longue expérience dans la transformation de pièces en acier inoxydable, un système éprouvé est généralement mis en place :
- Base de données sur la durée de vie des outils
- Expérience d’optimisation des paramètres
- normes de stabilité des procédés
C’est également l’une des principales différences entre les usines d’usinage CNC professionnelles pour l’acier inoxydable et les usines d’usinage ordinaires.
Conseils pour choisir un couteau
Les outils de coupe en carbure sont préférés.
Dans l’usinage de l’acier inoxydable, les outils en carbure sont actuellement le choix le plus courant.
Comparativement aux outils de coupe en acier rapide, les outils en carbure cémenté présentent les avantages suivants :
- Dureté plus élevée
- résistance à la chaleur améliorée
- Performances de coupe plus stables
- Durée de vie des outils prolongée
En particulier lors de l’usinage de l’acier inoxydable 304 et 316, les outils en carbure peuvent réduire considérablement l’usure des outils et les problèmes d’écrouissage.
Pour l’usinage de pièces de haute précision, nous basons généralement nos décisions sur :
- Structure des composants
- Qualité du matériau
- Profondeur de traitement
- exigences en matière de rugosité de surface
Choisissez différents types de géométries d’outils.
Le revêtement des outils est très important
Lors de l’usinage de l’acier inoxydable, une grande quantité de chaleur se concentre dans la zone de coupe. Par conséquent, le revêtement de l’outil influe non seulement sur sa durée de vie, mais aussi directement sur la stabilité de l’usinage.
Les revêtements courants comprennent :
- Revêtement TiAlN : convient à la découpe à grande vitesse et aux environnements à haute température.
- Revêtement AlTiN : résistance thermique améliorée, adapté au traitement en continu.
- Revêtement DLC : Convient à certaines pièces exigeant une qualité de surface élevée.
Un revêtement d’outil approprié peut aider :
- Réduire le frottement
- Réduit les fibromes
- Améliorer la qualité de surface
- Prolongez la durée de vie des outils
La rigidité est plus importante que le tranchant pour les outils de coupe.
Beaucoup pensent que l’usinage de l’acier inoxydable nécessite des outils « extrêmement tranchants », mais en réalité, pour la plupart des opérations d’usinage de l’acier inoxydable, la rigidité de l’outil est souvent plus importante qu’un tranchant extrême.
La raison en est que l’acier inoxydable possède une force de coupe relativement élevée, et si la rigidité de l’outil est insuffisante, il est sujet aux problèmes suivants :
- Couteau vibrant
- Lame brisée
- Instabilité de taille
Notamment pour l’usinage d’outils longs ou l’usinage de cavités profondes, les éléments suivants sont requis :
- Réduire la longueur de la rallonge de lame
- Améliorer la stabilité du porte-outil
- Réduire les vibrations d’usinage
Des procédés différents nécessitent des stratégies d’outillage différentes.
Le choix des outils de coupe pour l’ébauche et la finition est généralement complètement différent.
ébauche :
- capacité d’extraction de la puce
- efficacité d’élimination
- Force de l’outil
finition:
- Qualité de surface
- Stabilité dimensionnelle
- contrôle de la quantité de coupes de petite taille
En production, on n’utilise généralement pas le même outil pour toutes les opérations. Notamment pour la fabrication de pièces de haute précision en acier inoxydable, une répartition judicieuse des tâches d’usinage permet d’améliorer significativement la stabilité et le rendement.
Réglage de la vitesse de rotation (tr/min) et de la vitesse d’avance
Pourquoi le contrôle des paramètres est si important
Dans l’usinage de l’acier inoxydable, les paramètres de coupe sont souvent plus importants que l’équipement lui-même.
De nombreux problèmes de traitement, tels que :
- Durée de vie des outils courte
- Surface rugueuse
- Chauffage de la pièce
- bavures importantes
- Instabilité de taille
Essentiellement, ils sont tous liés à des réglages inappropriés de la vitesse de rotation (RPM) et de la vitesse d’avance.
L’acier inoxydable étant sujet à l’écrouissage, il est nécessaire de maintenir un processus de coupe stable pendant l’usinage, plutôt que de laisser l’outil « frotter » contre la surface du matériau.
Pour l’acier inoxydable 304 et 316, si la vitesse de rotation est trop élevée et la vitesse d’avance trop faible, même si l’outil de coupe semble couper plus légèrement, il générera en fait rapidement de la chaleur et provoquera un écrouissage, ce qui augmentera finalement l’usure de l’outil.
Un régime moteur plus élevé n’est pas forcément meilleur.
De nombreux clients pensent que l’usinage à grande vitesse est nécessairement plus efficace, mais dans l’usinage de l’acier inoxydable, une vitesse élevée signifie souvent une température plus élevée.
Surtout dans :
- Usinage de cavités profondes
- Traitement des petits outils
- Traitement continu à long terme
Si la chaleur ne peut être dissipée à temps, les conséquences suivantes peuvent se produire :
- épuisement des outils
- La surface présente une teinte bleutée.
- déformation thermique de la pièce
- émoussage rapide des outils
C’est pourquoi le traitement de l’acier inoxydable privilégie généralement la stabilité plutôt que la simple recherche de vitesses élevées.
Les usines de transformation professionnelles fondent généralement leur fonctionnement sur :
- Qualité du matériau
- Diamètre de l’outil
- Profondeur de coupe
- Revêtement d’outils
Ajuster les paramètres de manière dynamique, plutôt que d’utiliser des normes fixes.
Un taux d’alimentation trop faible est en réalité plus dangereux.
Il s’agit du problème le plus courant dans de nombreux processus de traitement non professionnels.
De nombreux opérateurs réduisent délibérément la vitesse d’avance pour « protéger l’outil de coupe », mais en réalité, l’acier inoxydable est plus sensible aux dommages causés par une « coupe légère ».
En effet, lorsque l’épaisseur de coupe est insuffisante, l’outil frotte davantage contre la surface du matériau qu’il ne le coupe efficacement.
Le résultat est :
- Durcissement au travail plus sévère
- La chaleur s’accumule plus rapidement
- Durée de vie des outils plus courte
Par conséquent, une charge de coupe raisonnable est très importante lors de l’usinage de l’acier inoxydable.
Chez Zhuohua Hardware, nous établissons des bases de données de paramètres correspondantes pour différents matériaux en acier inoxydable et optimisons la combinaison des paramètres d’ébauche et de finition afin d’améliorer l’efficacité d’usinage et la stabilité des outils tout en garantissant la précision.
Les paramètres d’ébauche et de finition sont différents.
L’étape d’ébauche se concentre généralement davantage sur l’efficacité de l’enlèvement de matière et utilise donc les méthodes suivantes :
- Profondeur de coupe accrue
- Alimentation plus élevée
- Élimination des copeaux plus stable
La phase finale se concentre davantage sur :
- rugosité de surface
- Précision dimensionnelle
- Qualité du bord
Par conséquent, les paramètres seront plus conservateurs.
Pour les pièces en acier inoxydable de haute précision, nous séparons généralement complètement les processus d’ébauche et de finition afin de réduire la déformation thermique et d’améliorer la régularité dimensionnelle.

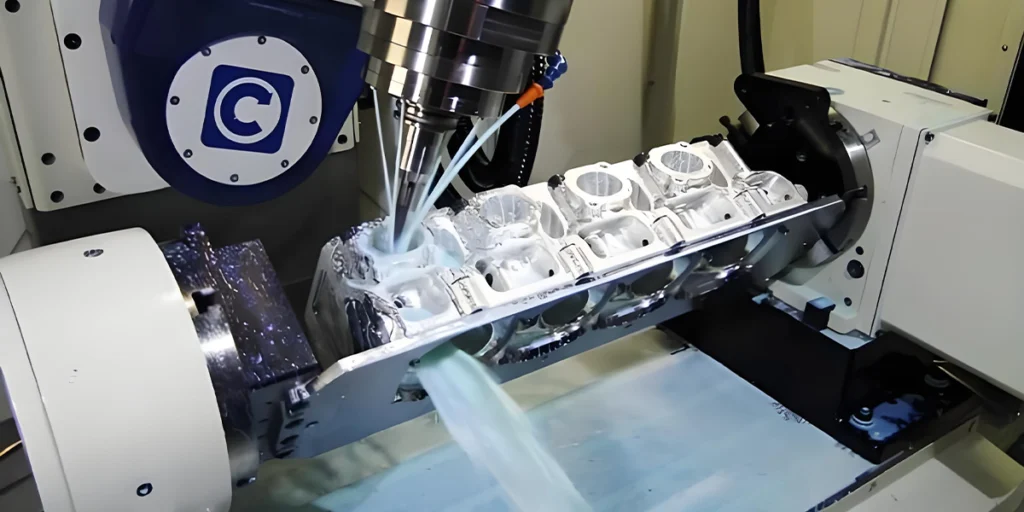
L’importance du liquide de refroidissement
Le traitement de l’acier inoxydable dépend fortement du refroidissement.
L’acier inoxydable ayant une faible conductivité thermique, une grande quantité de chaleur se concentre au niveau de la pointe de coupe ; le rôle du liquide de refroidissement lors de l’usinage est donc primordial.
Le liquide de refroidissement ne sert pas uniquement au refroidissement, mais surtout à :
- Réduire le frottement
- Améliore l’élimination des pellicules
- Réduit les fibromes
- Améliorer la qualité de surface
- Prolongez la durée de vie des outils
En particulier lors de l’usinage de l’acier inoxydable 316, si le refroidissement est insuffisant, la durée de vie de l’outil peut être considérablement réduite.
La méthode de refroidissement influe sur la stabilité du processus
Les différents scénarios de traitement nécessitent généralement des stratégies de refroidissement différentes.
Refroidissement externe standard
- Traitement de contour conventionnel
- Traitement en plein air
Son coût est moindre, mais l’effet de refroidissement dans la zone de cavité profonde est limité.
Refroidissement haute pression
- usinage de trous profonds
- Usinage de cavités profondes
- Usinage à grande vitesse
Il permet d’éliminer plus efficacement la chaleur et les copeaux.
outils de refroidissement interne
Son utilisation devient de plus en plus courante dans l’usinage de haute précision des aciers inoxydables.
Notamment lors de l’usinage de trous petits et profonds, le refroidissement interne peut améliorer considérablement la stabilité.
Quels problèmes peuvent survenir en cas de refroidissement insuffisant ?
Les problèmes courants causés par un débit de liquide de refroidissement insuffisant ou un positionnement incorrect du pulvérisateur comprennent :
- brûlures superficielles
- décoloration de la pièce
- Rupture d’outil
- Colmatage des copeaux
- Dérive de taille
Pour les pièces complexes en acier inoxydable, ces problèmes affectent directement le taux de rendement.
Par conséquent, les fournisseurs établis de transformation de l’acier inoxydable optimisent généralement leurs procédés et matériaux pour différents procédés :
- Type de liquide de refroidissement
- Rapport de concentration
- Direction du jet
- Contrôle du débit
Au lieu d’utiliser simplement une solution uniforme.

Comment réduire l’usure des outils
L’usure des outils ne peut être totalement évitée.
Dans le traitement de l’acier inoxydable, l’usure des outils est un phénomène normal. L’enjeu n’est pas de l’éliminer complètement, mais de la rendre plus stable et maîtrisable.
Les techniques de traitement véritablement abouties impliquent généralement des mesures de contrôle clés :
- stabilité de la durée de vie de l’outil
- Cohérence du lot
- stabilité de la qualité de surface
L’usure instable des outils est souvent plus dangereuse que l’usure normale.
Maintenir des conditions de coupe stables
L’une des méthodes les plus cruciales pour réduire l’usure des outils consiste à éviter les coupes instables :
- Coupes intermittentes fréquentes
- Vibrations de l’outil
- fluctuation de charge de coupe
Les deux accéléreront l’usure des outils.
Par conséquent, en pratique, nous procédons généralement comme suit :
- Optimiser la trajectoire d’outil
- Réduisez les virages serrés.
- Contrôlez la profondeur de coupe
- Améliorer la stabilité des fixations
Pour réduire l’impact de la coupe.
La capacité d’extraction des puces est cruciale.
De nombreuses défaillances d’outils ne sont pas dues au processus de coupe lui-même, mais plutôt à des problèmes d’écaillage.
Si les copeaux ne peuvent pas être retirés à temps, les problèmes suivants peuvent survenir :
- Coupe secondaire
- Surchauffe de l’outil de coupe
- Rayures superficielles
- Lame ébréchée du couteau
En particulier lors de l’usinage de cavités profondes, la capacité d’évacuation des copeaux influe directement sur la stabilité de l’usinage.
Par conséquent, le traitement de l’acier inoxydable a généralement tendance à utiliser :
- Outils de coupe à rainures de grande capacité
- Trajectoire d’outil optimisée
- Système de refroidissement haute pression pour l’extraction des puces
La gestion des outils détermine la stabilité des lots
Pour la production en série de pièces en acier inoxydable, un système de gestion des outils est essentiel.
Les usines de traitement spécialisées sont généralement établies comme suit :
- Durée de vie de l’outil
- normes de changement d’outils
- Base de données de paramètres
- mécanisme de surveillance du traitement
Cela permet d’éviter que la qualité de l’ensemble du lot de produits ne soit affectée par un seul outil défectueux.
Chez Zhuohua Hardware, nous possédons une longue expérience dans l’usinage de pièces de précision en acier inoxydable pour des projets dans les secteurs médical , de l’automatisation industrielle et de la robotique . Pour différents matériaux et structures de pièces, nous réalisons en amont une analyse de fabricabilité (DFM) et une optimisation des processus afin d’aider nos clients à réduire les risques d’usinage et les coûts de fabrication globaux, tout en garantissant la précision.