
低炭素鋼と高炭素鋼は、工業製造において最も一般的に使用される2種類の炭素鋼材料です。購買担当者、製品エンジニア、機械設計チームにとって、適切な鋼材を選択することは、部品の性能に影響を与えるだけでなく、CNC加工コスト、納期、そしてその後の表面処理方法にも直接影響を及ぼします。
実際のCNC加工プロジェクトにおいて、多くのお客様は材料選定段階で「強度」に重点を置きがちで、「加工性」が製造コスト全体に与える影響を見落としていることが分かりました。特にバッチCNC加工においては、材料の硬度、切削安定性、工具摩耗といった要素が最終的な見積もりに大きく影響します。
当社は長年にわたり低炭素鋼のCNC加工サービスを提供してきたメーカーとして、部品の用途、構造の複雑さ、およびロット要件に基づいて、お客様が低炭素鋼、中炭素鋼、高炭素鋼の中からより合理的な選択を行えるようサポートしています。

高炭素鋼、中炭素鋼、低炭素鋼のうち、どれが最も加工しやすいですか?
CNC加工の観点から言えば、低炭素鋼は通常、3種類の中で最も加工しやすい鋼材である。
低炭素鋼は炭素含有量が低く、一般的に0.05%~0.25%に抑えられているため、材料硬度が比較的低く、切削時の安定性が高い。CNC旋削、フライス加工、穴あけ、ねじ切りなどの加工において、低炭素鋼は切削精度を高め、工具摩耗を低減する。
それに対し、中炭素鋼は強度が高いものの、切削抵抗も著しく高くなります。高炭素鋼は硬度が高いため、加工中に発熱や工具摩耗が発生しやすく、そのため一般的には低速切削とより安定した加工条件が必要となります。
部品の大量生産において、加工難易度の上昇は次のような意味を持つ。
- 工具コストの上昇
- 処理時間が長くなります
- 工具交換の頻度が増える
- スクラップのリスクが高い
そのため、多くの産業用構造部品、支持部品、および一般的な機械部品では、1018、1117、または12L15などの低炭素鋼材が優先的に使用されています。
実際の低炭素鋼CNC加工プロジェクトにおいて、低炭素鋼は特に以下の用途に適しています。
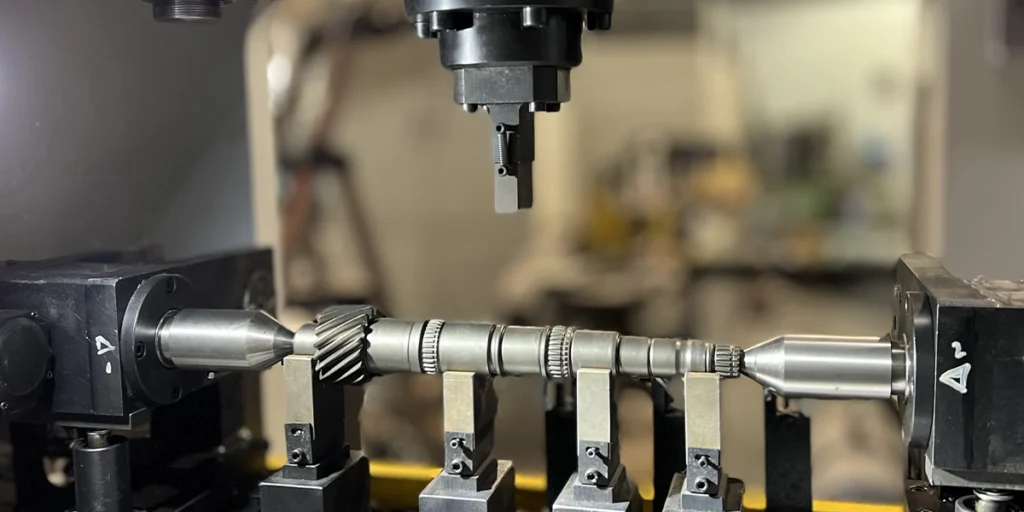
- CNC旋削部品
- 精密シャフト部品
- ねじ込み式アセンブリ
- 自動化機器の構造部品
- 大量生産OEM処理プロジェクト
コスト、加工効率、構造強度をバランスよく考慮する必要があるプロジェクトにおいては、低炭素鋼が通常、最もバランスの取れた選択肢となる。
高炭素鋼と低炭素鋼の違いは何ですか?
高炭素鋼と低炭素鋼はどちらも炭素鋼に分類されますが、硬度、被削性、用途において大きく異なります。これらの違いを理解することは、機械部品の製造において非常に重要であり、エンジニアリングチームがより正確な材料選定を行い、不必要な加工コストを回避するのに役立ちます。
硬度
高炭素鋼は一般的に炭素含有量が0.6%を超え、その結果、硬度と強度が高くなります。この種の材料は熱処理後に優れた耐摩耗性を発揮するため、切削工具、金型、高荷重を受ける部品などに広く使用されています。
低炭素鋼は、より柔らかく強度も比較的低いが、延性と加工安定性に優れている。
CNC加工において、硬度が高いということは次のことを意味します。
- 切断抵抗が高い
- 工具の摩耗が速くなる
- より厳格な処理パラメータ要件
したがって、高炭素鋼は通常、製造コスト全体を増加させる。
切断性能
低炭素鋼は、高炭素鋼に比べて被削性が大幅に優れています。CNC旋削加工やフライス加工において、低炭素鋼はより安定した切削環境を提供し、構成刃先や加工振動を低減します。そのため、多くの自動旋盤加工プロジェクトでは、12L15などの快削性低炭素鋼が採用されています。
高炭素鋼は硬度が高く、高速加工時に発熱しやすい。特に複雑な輪郭加工や深溝加工では、装置の剛性や工具性能に対する要求が高まる。
加工コストの削減と納期短縮を目指す顧客にとって、低炭素鋼は一般的に大量精密加工により適している。
低炭素鋼向けのプロフェッショナルなCNC加工サービスプロバイダーとして、当社は通常、部品構造、寸法公差、年間調達量に基づいて最適な材料ソリューションをお客様に提供し、製造コスト全体の削減を支援しています。
耐摩耗性
高炭素鋼の最大の利点の1つは、その耐摩耗性です。高炭素鋼製の部品は、長時間の摩擦、高負荷、または衝撃条件下でも、一般的に長寿命です。そのため、歯車、切削工具、その他の摩耗の激しい工業部品には、高炭素鋼がますます多く使用されるようになっています。
低炭素鋼は耐摩耗性が低いものの、表面硬化、浸炭、コーティングなどの後処理工程によって表面特性を改善することができる。
多くの工業部品において、部品全体に高炭素鋼を使用する必要はありません。より一般的で経済的な解決策は次のとおりです。
- 本体加工には低炭素鋼を使用する
- さらなる表面処理により、耐摩耗性が向上する。
このアプローチは通常、両方の目標を同時に達成できる。
- CNC加工効率
- 部品コスト
- 構造強度
- 耐用年数
これは、現代のOEM機械部品製造において非常に一般的な加工方法でもある。
炭素鋼とステンレス鋼、どちらが良いでしょうか?
機械部品の製造において、炭素鋼とステンレス鋼はどちらもCNC加工プロジェクトで広く使用されています。しかし、調達チームにとって「どちらが良いか」という明確な答えはありません。重要な要素は、部品の実際の使用環境、予算、そして性能要件です。
多くの産業プロジェクトにおいて、当社はお客様が低炭素鋼とステンレス鋼のどちらを選ぶべきかを判断するお手伝いをしています。なぜなら、この2つの鋼材は以下のような直接的な影響を与えるからです。
- CNC加工コスト
- 納期
- 表面処理ソリューション
- 耐用年数
- 大量生産の安定性
コスト比較
原材料の観点から見ると、低炭素鋼は一般的にステンレス鋼よりも経済的です。1018や1117といった一般的な低炭素鋼は、グローバルサプライチェーンにおいて安定した供給が確保されているため、非常に適しています。
- 機械部品の大量生産
- OEM CNC加工プロジェクト
- 工業用構造部品
- 自動化機器の構成部品
それに比べて、ステンレス鋼の原材料は高価であり、加工コストも高い。
これは、ステンレス鋼が一般的に以下の特性を持っているためです。
- 切断抵抗が高い
- 熱伝導率が低い
- 加工硬化がより顕著になる
これは以下の結果につながります。
- 工具寿命の低下
- 処理時間の増加
- 製造コスト全体が上昇した
長期間にわたって湿気や腐食性環境にさらされる必要のない多くの部品においては、低炭素鋼の方がコストパフォーマンスに優れている場合が多い。
そのため、多くの低炭素鋼のCNC加工プロジェクトにおいて、顧客は全体的なコスト削減のために、ステンレス鋼の代わりに亜鉛めっき、粉体塗装、黒色アルマイト処理などの表面処理を施すことを好む。
耐食性の比較
ステンレス鋼は、部品が長期間にわたって湿気、化学腐食、または屋外環境にさらされる必要がある場合に、一般的に大きな利点を提供する。
ステンレス鋼に含まれるクロムは、自然酸化皮膜を形成することで、材料の耐食性を向上させる。そのため、食品加工機器、医療機器、船舶機器などには、304または316ステンレス鋼がよく使用される。
低炭素鋼は錆びやすいという欠点があるものの、工業生産に適さないというわけではありません。多くの工業機器用途において、低炭素鋼は依然として最も一般的な材料の一つです。これは、以下のような後処理工程によって優れた防錆性を実現できるためです。
- 亜鉛メッキ
- 電気泳動
- 陽極酸化処理
- 粉体塗装
- ニッケルメッキ
屋内の産業環境や、長期暴露を伴わないシナリオにおいては、通常、このタイプのソリューションで十分です。
低炭素鋼加工のサプライヤーとして、当社は高価なステンレス鋼材を直接添加するのではなく、お客様の部品の実際の使用環境に基づいた、より合理的な表面処理ソリューションをご提案することがよくあります。
処理効率の比較
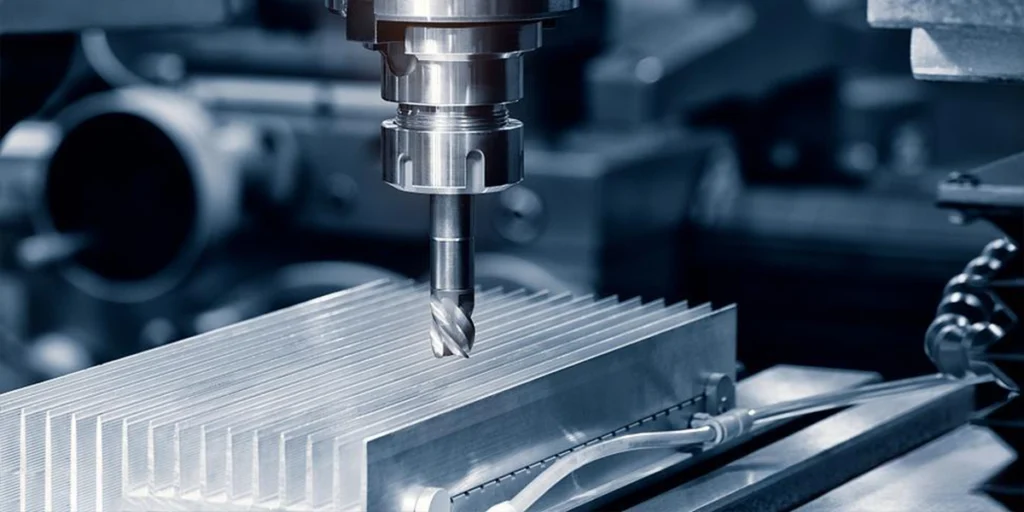
CNC加工効率の観点から見ると、一般的に低炭素鋼はステンレス鋼よりも優れています。低炭素鋼はより安定した切削特性を示し、以下のような用途に適しています。
- 高速旋回
- 自動バッチ処理
- 深穴加工
- ねじ加工
同時に、低炭素鋼製の工具は摩耗が少ないため、長期的な大量生産におけるコスト管理が容易になる。
ステンレス鋼は、この傾向が強い。
- 加工硬化
- 粘着ナイフ
- 高熱
- 表面の裂け目
したがって、ステンレス鋼の加工には通常、以下のものが必要となります。
- 高級ナイフ
- より厳格な切断パラメータ
- 処理速度が遅い
そのため、多くの顧客はOEM機械部品を購入する際に、低炭素鋼のCNC加工ソリューションを優先的に検討するのです。
加工効率とコスト管理を優先するプロジェクトにおいては、低炭素鋼の方がより現実的な選択肢となることが多い。

低炭素鋼の方が加工しやすいのはなぜですか?
低炭素鋼が最も一般的なCNC加工材料の一つとなった主な理由は、その優れた被削性にある。
実際の製造工程において、「加工性」とは、材料が容易に切削できることを意味するだけでなく、以下の要素も含まれます。
- 工具寿命
- 切断時の安定性
- 表面品質
- 処理速度
- サイズの一貫性
低炭素鋼は、これらの点において一般的に優れた総合性能を示す。
高炭素鋼や一部のステンレス鋼材と比較して、低炭素鋼は硬度が低く延性に優れているため、CNC旋削加工やフライス加工時の振動や加工応力を低減できる。
これは特に以下の種類の部品にとって重要です。
- 精密シャフト部品
- 薄肉構造部材
- 長い部分
- 自動旋盤部品の量産
例えば、1018低炭素鋼は一般的な加工材料であり、多数の機械部品の製造に適しています。一方、12L15低炭素鋼は、快削性元素が添加されているため、高速自動加工により適しています。
大量生産において、製造性の向上とは、以下のことを意味します。
- 生産サイクルの短縮
- 工具消費量の削減
- より安定した寸法公差
- 製造コスト全体の削減
そのため、多くのOEMメーカーは機械部品の加工に低炭素鋼のCNC加工を優先的に採用している。
プロのCNC加工サプライヤーとして、当社は通常、低炭素鋼の加工プロジェクトを以下の基準に基づいて進めています。
- 構成要素の構造
- 表面粗さの要件
- 許容基準
- 年間調達量
これにより、切削条件や加工工程を最適化でき、顧客の長期的な調達コスト削減につながります。
コストと生産安定性の両方が重要なプロジェクトにおいては、低炭素鋼は依然として最も競争力のある加工材料の一つである。
部品の用途に基づいて鋼材を選定する方法
実際のCNC加工プロジェクトにおいて、鋼材の選定は単に「強度が高ければ高いほど良い」という単純な問題ではありません。調達チームや製品エンジニアにとってより重要なのは、性能、加工コスト、納期、そして使用環境のバランスを見つけることです。
多くの部品はデフォルトで高強度材料を使用して設計されていますが、量産開始後に顧客はしばしば次のような問題に気づきます。
- 処理コストが大幅に増加しました
- 工具の摩耗が速すぎる
- 配送時間が長くなりました。
- 表面処理はより複雑です
そのため、プロのCNC加工業者は、単に高い硬度を追求するのではなく、部品の用途に基づいて材料を推奨するのが一般的です。
構造部品および一般的な機械部品
ほとんどの工業用構造部品、支持部材、コネクタ、および機器筐体においては、低炭素鋼の方が一般的に合理的な選択肢となる。
これらのタイプの部品は通常、次のようなことに関係しています。
- 処理安定性
- 溶接性能
- バッチコスト
- サイズの一貫性
そのため、1018低炭素鋼や1117低炭素鋼といった材料は、OEM機械部品の製造において非常に一般的である。
特に大量生産のCNC旋削加工やフライス加工プロジェクトにおいては、低炭素鋼を使用することで、安定した機械的特性を維持しながら、製造コスト全体を効果的に削減できる。
自動化機器、ロボット部品、産業機械の構造部品に関しては、低炭素鋼でほとんどの用途要件を満たすのに十分である。
高摩耗部品
高炭素鋼は一般的に、長期間にわたって摩擦、衝撃、または高負荷環境に耐える必要がある部品に適しています。例えば、次のような場合です。
- ギア
- ナイフ
- 工業用金型
- 耐摩耗性に優れた伝動部品
こうした部品は通常、より高い硬度と耐摩耗性が求められるため、高炭素鋼や熱処理鋼の方が適している。
しかし、高炭素鋼は加工がより困難であることに注意が必要です。実際のCNC加工プロセスでは、高硬度材料を使用すると、難易度が著しく高まります。
- 工具の摩耗
- 加工熱
- サイズコントロールが難しい
したがって、多くの顧客はより経済的な解決策を選択するだろう。
- 本体の加工には低炭素鋼を使用する
- 次に、浸炭処理または表面硬化処理を施す。
このアプローチは、一般的に性能とコストのより良いバランスを実現します。

湿度が高く腐食性の高い環境
部品が長期間にわたって湿気、化学腐食、または屋外環境にさらされる必要がある場合、ステンレス鋼はより安全な選択肢となることが多い。
特に以下の業界:
- 食品加工機器
- 医療機器
- 船舶用機器
- 化学薬品装置
これらの分野では、304および316ステンレス鋼が広く使用されている。
しかし、多くの一般的な産業環境では、低炭素鋼に適切な表面処理を施せば通常は十分です。例えば、次のようになります。
- 亜鉛メッキ
- 黒色酸化
- 粉体塗装
- ニッケルメッキ
これらのプロセスにより、低炭素鋼部品の耐錆性を大幅に向上させると同時に、ステンレス鋼に伴う高額な加工コストを回避することができる。
したがって、多くのOEM向けCNC加工プロジェクトにおいて、顧客は最終的に低炭素鋼加工ソリューションを選択することになるだろう。
大量生産プロジェクト
長期的かつ安定的に購入される大量生産部品の場合、最終的な性能よりも被削性が重要視されることが多い。
加工しやすい材料とは、次のようなことを意味します。
- 製造コストの削減
- より迅速な配送時間
- より安定した品質
- 生産性の向上
これが、低炭素鋼のCNC加工が世界の製造業界で常に非常に大きな需要を誇ってきた理由です。
長年にわたり欧米の産業顧客にサービスを提供してきたCNC加工サプライヤーとして、 当社は通常、プロジェクト開始時に材料評価を行い、お客様を支援します。具体的には、以下のようなサポートを提供しています。
- コンポーネントの性能
- 生産コスト
- 処理効率
- 表面処理
- バッチ安定性
それらの中から最も妥当な解決策を見つけてください。
ほとんどの産業機械部品においては、単に材料のグレードを上げるよりも、適切な材料を選ぶことの方が重要な場合が多い。