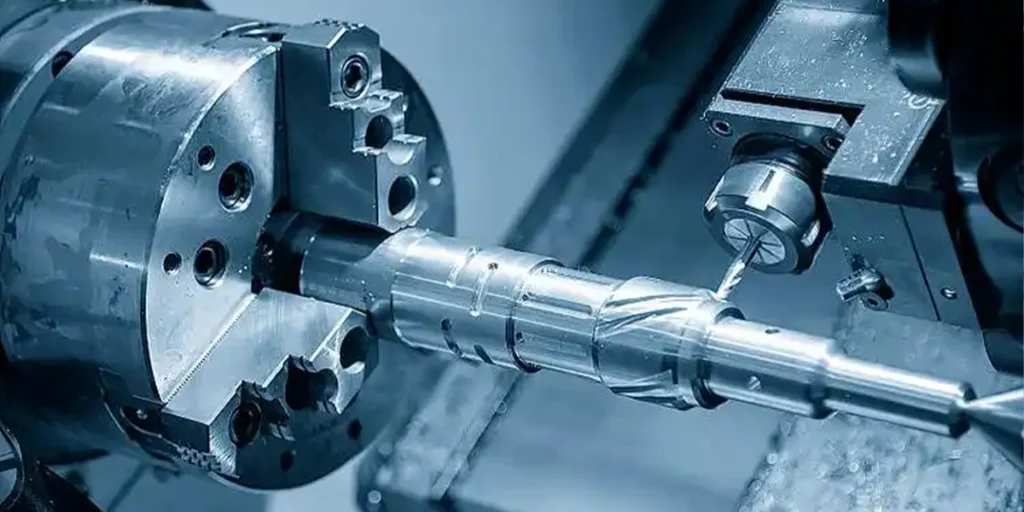
Schwierigkeiten bei der Bearbeitung von Edelstahl
Edelstahl zählt zu den am häufigsten verwendeten Konstruktionswerkstoffen beim CNC-Drehen und findet breite Anwendung in Medizingeräten , Anlagen zur Lebensmittelverarbeitung, Automobilteilen , Industrieverbindungen , Ventilsystemen und Schiffskomponenten. Er zeichnet sich durch hervorragende Korrosionsbeständigkeit, mechanische Festigkeit und Langzeitstabilität aus und gewährleistet so eine gleichbleibende Nachfrage auch in anspruchsvollen Projekten.
Aus fertigungstechnischer Sicht ist Edelstahl jedoch kein „einfach zu verarbeitender“ Werkstoff.
Viele Käufer achten lediglich auf die Leistungsfähigkeit fertiger Edelstahlprodukte, ignorieren aber den Aufwand ihrer Verarbeitung. Daher bestehen oft erhebliche Unterschiede hinsichtlich Preis, Lieferzeit und Qualität von Edelstahlteilen zwischen verschiedenen Anbietern.
1. Deutliche Arbeitsverhärtung
Edelstahl neigt bei der Bearbeitung zur Kaltverfestigung. Vereinfacht gesagt: Wenn das Schneidwerkzeug nicht ausreichend Material abträgt, die Parameter ungeeignet sind oder die Oberfläche wiederholt bearbeitet wird, verhärtet sich die Oberflächenschicht des Materials, wodurch das Eindringen nachfolgender Schneidwerkzeuge erschwert wird.
Dies wird zu Folgendem führen:
- Beschleunigter Werkzeugverschleiß
- Zunehmende Größenschwankungen
- Die Oberflächenrauheit verschlechtert sich
- Erhöhte Bearbeitungszeit
- Erhöhte Stückkosten
Dies macht sich besonders bei dünnwandigen Teilen, kleinen Präzisionsteilen oder tiefen Bohrungsstrukturen bemerkbar.
2. Schlechte Wärmeleitfähigkeit, neigt zu Wärmestau.
Edelstahl besitzt im Vergleich zu Aluminium und Messing eine geringere Wärmeleitfähigkeit. Die beim Schneiden entstehende Wärme konzentriert sich eher im Schneidbereich des Werkzeugs, anstatt schnell abgeführt zu werden.
Das Ergebnis ist üblicherweise:
- Temperaturanstieg an der Klingenspitze
- Verkürzte Werkzeuglebensdauer
- Erhöhtes Risiko von Oberflächenverbrennungen
- Verminderte Stabilität während der Endbearbeitung
Daher erfordert das Drehen von Edelstahl in der Regel angemessenere Kühllösungen, ein optimiertes Kühlschmierstoffmanagement und eine angepasste Werkzeugauswahl.
3. Das Schneidwerkzeug verschleißt schnell.
Insbesondere austenitische Edelstähle (wie z. B. 304 und 316) weisen eine hohe Zähigkeit auf, wodurch sich leicht kontinuierliche Späne bilden und das Schneidwerkzeug beim Schneiden mitgezogen wird.
Bei unzureichender Prozesssteuerung treten häufig folgende Probleme auf:
- Abgebrochene Messerkante
- Vermehrte Grate
- Größenabweichung
- Oberflächenriss
Deshalb sollten Edelstahlteile nicht allein nach dem Stückpreis verglichen werden, sondern vielmehr nach der insgesamt stabilen Lieferfähigkeit.
4. Neigt zu Graten und Oberflächenkratzern
Edelstahl besitzt eine hohe Zähigkeit, wodurch er beim Bearbeiten von Gewinden, Nuten, Bohrungen und Stirnflächen anfällig für Gratbildung ist. Unzureichende Nachbearbeitung kann folgende Auswirkungen haben:
- Montagegenauigkeit
- Dichtungsleistung
- Aussehensqualität
- Anwendungssicherheit (besonders wichtig bei Medizinprodukten)
Daher sind bei der Bearbeitung von Edelstahl in der Regel zusätzliche Entgratungs-, Polier- oder Nachbearbeitungsprozesse erforderlich.
5. Die Toleranzkontrolle ist schwieriger.
Für hochpräzise Edelstahlteile, wie zum Beispiel:
- Wellenbauteile
- Steckverbinderkomponenten
- Medizinische Anschlüsse
- Präzisionshülse
Kunden benötigen typischerweise:
- ±0,02 mm oder sogar engere Toleranz
- Konzentrizitätskontrolle
- Stabile Gewindepassung
- Die Oberflächenrauheit entspricht den Normen
Aufgrund der hohen Schnittfestigkeit des Materials ist es erforderlich, dass Ausrüstung, Schneidwerkzeuge, Prozesse und Prüfverfahren gleichzeitig vorhanden sind.
Wie lassen sich die Risiken bei der Edelstahlverarbeitung reduzieren?
Professionelle Lieferanten sichern die Qualität typischerweise auf folgende Weise:
- Geeignete Werkzeugmaterialien und Beschichtungen auswählen
- Geschwindigkeits- und Vorschubparameter optimieren
- Verwenden Sie ein stabiles Kühlsystem.
- Differenzierte Schrupp- und Schlichtstrategien
- Online-Prüfung der wichtigsten Abmessungen
- Verbesserung der Entgratungs- und Oberflächenbehandlungsprozesse
304 vs 316 Vergleich
304 und 316 sind die beiden gängigsten Werkstoffe für die CNC-Drehbearbeitung von Edelstahl. Viele Kunden fragen bei Anfragen: Soll ich für dieses Teil 304 oder 316 wählen?
Die Antwort hängt von der Einsatzumgebung, dem Budget, den Anforderungen an die Korrosionsbeständigkeit und den Industriestandards ab, nicht allein vom Preis. Obwohl es sich bei beiden um austenitische Edelstähle mit guter Korrosionsbeständigkeit und Bearbeitbarkeit handelt, sind sie unterschiedlich positioniert.
1. Edelstahl 304: die gängigste Wahl
304 ist die am weitesten verbreitete Edelstahlsorte auf dem Markt und eignet sich für die meisten herkömmlichen industriellen Umgebungen.
Gängige Anwendungsgebiete:
- Allgemeine mechanische Teile
- Äußere Komponenten
- Befestigungselemente
- Teile von Lebensmittelverarbeitungsanlagen
- Instrumentengehäuse
- Industriesteckverbinder
Wichtigste Vorteile:
- Geringere Kosten
- Stabile Materialversorgung
- Ausgewogene Gesamtleistung
- Gute Verarbeitungsanpassungsfähigkeit
Wenn die Teile nicht über einen längeren Zeitraum einer stark korrosiven Umgebung ausgesetzt sind, ist 304 in der Regel eine kostengünstige Wahl.
2. Edelstahl 316: Verbesserte Korrosionsbeständigkeit
Edelstahl 316 enthält im Vergleich zu 304 zusätzlich Molybdän, was zu einer höheren Korrosionsbeständigkeit führt und ihn besonders geeignet macht für:
- Meeresumwelt
- Umgebung mit hoher Luftfeuchtigkeit und hohem Salzgehalt
- Chemische Ausrüstung
- Medizinische Geräte
- Hochwertiges Lebensmittelverarbeitungssystem
Gängige Anwendungsgebiete:
- Medizinische Anschlüsse
- Pumpen- und Ventilteile
- Strandausrüstung und Zubehör
- Teile von pharmazeutischen Anlagen
Wichtigste Vorteile:
- Erhöhte Beständigkeit gegen Lochfraßkorrosion
- Besser geeignet für Salzsprühumgebungen
- Bessere Stabilität bei Langzeitnutzung
3. Kostenunterschiede
316 ist im Allgemeinen teurer als 304 und auch etwas schwieriger zu verarbeiten, daher ist der Endpreis der Teile in der Regel höher als der von 304.
Beschaffungsempfehlungen:
- Bei normalen Einsatzbedingungen ist die Wahl von 304 wirtschaftlicher.
- 316 ist zuverlässiger, wenn es über einen längeren Zeitraum Feuchtigkeit, Reinigungsmitteln, Salz oder chemischen Medien ausgesetzt ist.
4. Unterschiede bei den Bearbeitungswinkeln
Aus Sicht der CNC-Drehtechnik lassen sich beide Werkstoffe stabil bearbeiten, wobei 316 typischerweise folgende Eigenschaften aufweist:
- Höhere Schnittfestigkeit
- Werkzeuge verschleißen schneller
- Der Verarbeitungszyklus ist etwas langsam
Deshalb werden höhere Anforderungen an die Stabilität der Anlagen und die Prozesserfahrung gestellt.
5. Wie man die am besten geeigneten Materialien auswählt
Wählen Sie 304, falls Sie Folgendes benötigen:
- Beschaffungskosten kontrollieren
- Geeignet für allgemeine industrielle Umgebungen
- Konventionelle mechanische Teile
- Mittlere Anforderungen an die Korrosionsbeständigkeit
Wählen Sie 316, wenn Sie Folgendes benötigen:
- Medizinische Anwendungen
- Hochwertiges Lebensmittelumfeld
- Küstennahe/Salzreiche Umgebung
- Längere Lebensdauer und geringeres Wartungsrisiko
Anwendungen in der Medizin- und Lebensmittelindustrie
CNC-gefräste Edelstahlteile erfreuen sich in vielen Branchen einer stabilen Nachfrage, wobei die beiden Bereiche mit den höchsten Anforderungen und der vorsichtigsten Beschaffung typischerweise folgende sind:
- Gesundheitsbranche
- Lebensmittelverarbeitungsindustrie
Die Gründe liegen auf der Hand: In diesen beiden Branchen kommt es nicht nur auf die Verwendbarkeit der Teile an, sondern auch auf Hygiene, Sicherheit, Korrosionsbeständigkeit, Langzeitstabilität und Rückverfolgbarkeit. Deshalb werden die Edelstahlsorten 304 und 316 in diesen Bereichen so häufig eingesetzt.
1. Anwendungen in der Medizinbranche
Medizinische Bauteile sind typischerweise klein, ihre Anforderungen sind jedoch deutlich höher als die von herkömmlichen Industrieteilen. Vielen Kunden geht es nicht nur um Toleranzen, sondern vielmehr um Folgendes:
- Oberflächenreinheit
- gratfreie Behandlung
- Korrosionsbeständigkeit
- Montagestabilität
- Chargenkonsistenz
- Materialrückverfolgbarkeit
Gängige medizinische Drehteile sind:
- Anschlüsse für medizinische Geräte
- Komponenten des Schafts chirurgischer Instrumente
- Präzisionsgewindeverbinder
- Schutzhülle für Überwachungsgeräte
- Miniaturteile für Pumpen und Ventile
- Strukturbauteile von Laborinstrumenten
Warum bevorzugt die Medizinbranche 316/316L?
Aufgrund seiner überlegenen Korrosionsbeständigkeit eignet es sich für:
- Desinfektionsumgebung
- Hochfrequenzreinigungsumgebung
- Feuchte Umgebung
- Anforderungen an die langfristige Nutzung
Die kohlenstoffarme Variante 316L eignet sich auch besser für einige anspruchsvolle Anwendungen.
Schwerpunkt der Fertigung von Medizinprojekten
Für medizinische Kunden erfordert der Herstellungsprozess in der Regel eine genaue Überwachung.
- Entfernung scharfer Kanten
- Präzision der Mikrolochpositionen
- Oberflächenrauheit
- Anforderungen an saubere Verpackungen
- Stabile, wiederholbare Produktionskapazität
Bei Zhuohua Hardware bieten wir hochpräzise CNC-Dreharbeiten nach Kundenwunsch sowie Oberflächenbehandlung, Inspektion und Unterstützung bei der Serienlieferung an.
2. Anwendungen in Lebensmittelverarbeitungsanlagen
Die Lebensmittelverarbeitungsanlagenindustrie stellt ebenfalls strenge Anforderungen an die Materialien, da die Teile häufig in direkten Kontakt mit der Außenwelt kommen:
- Feuchtigkeit
- Lebensmittelzutaten
- Reinigungsmittel
- Saure und alkalische Umgebungen
- Hochfrequenz-Spülsystem
Werden die falschen Materialien ausgewählt, können Probleme wie Rost, Verunreinigungen oder eine verkürzte Lebensdauer auftreten.
Häufig bearbeitete Teile in der Lebensmittelindustrie:
- Rohrverbindungen
- Ventileinsatz
- Düsenkomponenten
- Buchse für Förderanlagen
- Anschlüsse für Abfüllanlagen
- Abdichtung von Bauteilen
Edelstahl 304 wird häufig in Lebensmittelverarbeitungsanlagen verwendet.
304 verfügt über folgende Merkmale:
- Gute Korrosionsbeständigkeit
- Die Kosten sind relativ angemessen.
- Hohe Akzeptanz in der Lebensmittelindustrie
- Leicht zu reinigen und zu pflegen
Für gewöhnliche Lebensmittelverarbeitungsanlagen ist Edelstahl 304 oft ausreichend.
In welchen Situationen wird 316 verwendet?
Wenn sich das Gerät in den folgenden Umgebungen befindet, ist 316 besser geeignet:
- Umgebung mit hohem Salzgehalt
- Hochfrequenz-Chemikalienreinigung
- Umgebung mit hoher Luftfeuchtigkeit
- Anforderungen an eine längere Lebensdauer
- Hochwertige Ausrüstung in Lebensmittel-/Pharmaqualität
Wie man die Oberflächenqualität sicherstellt
Bei CNC-gefrästen Edelstahlteilen achten viele Kunden nicht primär auf die Abmessungen, sondern vielmehr auf die Oberflächenbeschaffenheit. Insbesondere bei den folgenden Projekten beeinflusst die Oberflächenqualität die Kaufentscheidung direkt:
- Medizinische Komponenten (Reinigung)
- Teile für Lebensmittelverarbeitungsanlagen (hygienisch und korrosionsbeständig)
- Äußere Komponenten (visuelle Effekte)
- Dichtungsqualität (Qualität der Kontaktfläche)
- Präzisionspassende Teile (Reibung und Lebensdauer)
Die Einhaltung von Maßnormen allein garantiert daher nicht die tatsächliche Qualifizierung eines Bauteils. Hochwertige Edelstahlbauteile müssen sowohl Dimensionsstabilität als auch Oberflächenstabilität aufweisen.
Kernfaktoren, die die Oberflächenqualität von Edelstahl beeinflussen
1. Werkzeugstatus
Häufige Probleme nach Werkzeugverschleiß:
- Oberflächenstruktur
- Die Rauheit verschlechtert sich
- Vermehrte Grate
- Lokalisierte Verbrennungen
Professionelle Fabriken setzen auf Werkzeuglebensdauermanagementsysteme, anstatt mit dem Austausch zu warten, bis die Werkzeuge kaputtgehen.
2. Schnittparameter
Falsche Einstellungen für Drehzahl, Vorschubgeschwindigkeit und Schnitttiefe können zu Folgendem führen:
- Vibrationsmessermuster
- Hitzeverfärbung
- Oberflächenunebenheit
Die Parameter sollten auch für verschiedene Werkstoffgüten (304 / 316) unterschiedlich sein.
3. Klemmstabilität
Bei unzureichender Spannkraft kann das Werkstück leicht vibrieren, was Folgendes zur Folge haben kann:
- Rundheitsabweichung
- Oberflächenwellen
- Größeninstabilität
Dies zeigt sich besonders deutlich bei schlanken Schäften.
4. Kühlung und Spanabfuhr
Edelstahl neigt zur Wärmestauung; wird er nicht ausreichend abgekühlt, können an der Oberfläche folgende Probleme auftreten:
- Brandspuren
- Klebrige Messertextur
- Die Messerspuren vertieften sich
Ein stabiles Kühlsystem ist von entscheidender Bedeutung.
Die Nachbearbeitung bestimmt auch das endgültige Erscheinungsbild.
Viele Kunden übersehen diesen Punkt: Die Oberflächenqualität ist nach der CNC-Bearbeitung noch nicht wirklich fertig.
Gängige Nachbearbeitungsmethoden sind:
- Entgraten: Entfernen von Graten an Löchern, Gewinden und Kanten zur Verbesserung der Montage und Sicherheit.
- Polieren: Geeignet für optische Teile, medizinische Teile und Teile, die mit der Umgebung in Berührung kommen.
- Sandstrahlen: Dadurch entsteht eine gleichmäßige, matte Textur, was die Konsistenz des Erscheinungsbildes verbessert.
- Passivierung: Erhöhte Korrosionsbeständigkeit, häufig anzutreffen bei Edelstahlteilen.
Elektropolieren (Projekt mit hohen Anforderungen)
Geeignet für Anwendungen mit hohen Reinheitsanforderungen und hoher Korrosionsbeständigkeit.
Welche Oberflächenanforderungen sollten bei der Beschaffung spezifiziert werden?
Wir empfehlen unseren Kunden, dies in ihren Zeichnungen oder Anfragen anzugeben:
- Oberflächenrauheit (Ra-Wert)
- Ist ein Spiegeleffekt erforderlich?
- Sind Messerspuren erlaubt?
- Ist Sandstrahlen/Polieren erforderlich?
- Ist Passivierung notwendig?
- Lage der Außenfläche
Andernfalls orientieren sich die Lieferanten eher an den „allgemeinen Branchenstandards“ als an Ihren tatsächlichen Bedürfnissen.
Wenn Sie über Fertigungsdienstleistungen für Edelstahl-Drehteile verfügen , können wir Ihnen je nach Anwendung besser geeignete Oberflächenstandards empfehlen und Fertigungs- und Nachbearbeitungslösungen anbieten.