Difficultés d’usinage de l’acier inoxydable
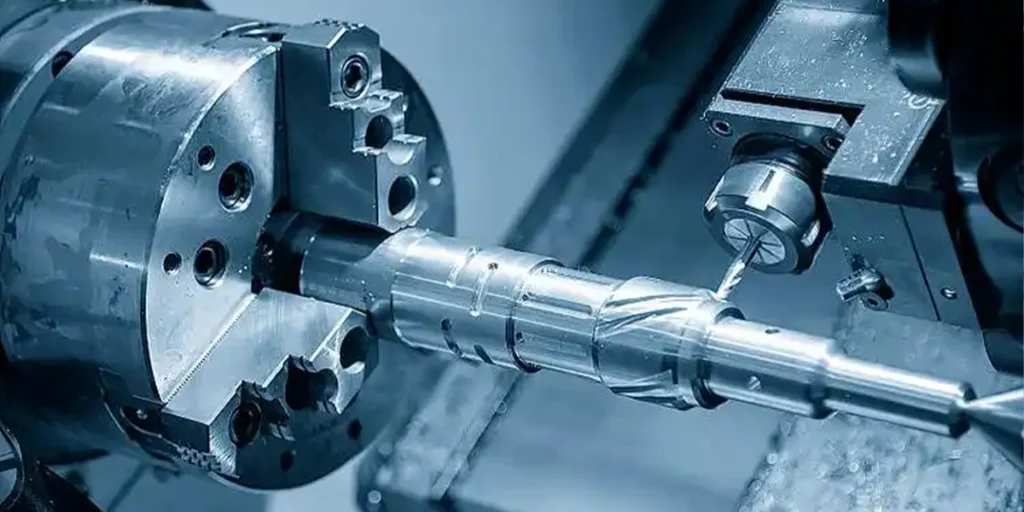
L’acier inoxydable est l’un des matériaux d’ingénierie les plus couramment utilisés en tournage CNC et est largement employé dans les dispositifs médicaux , les équipements de transformation alimentaire, les pièces automobiles , les connecteurs industriels , les systèmes de vannes et les composants marins. Il possède une excellente résistance à la corrosion, une grande robustesse mécanique et une stabilité à long terme, garantissant ainsi une performance constante même dans les projets les plus exigeants.
Cependant, du point de vue de la fabrication, l’acier inoxydable n’est pas un matériau « facile à transformer ».
Nombre d’acheteurs ne s’intéressent qu’aux performances des produits finis en acier inoxydable, ignorant la complexité de leur fabrication. C’est pourquoi on observe souvent des différences importantes de prix, de délais de livraison et de qualité des pièces en acier inoxydable entre les différents fournisseurs.
1. Durcissement par écrouissage important
L’acier inoxydable est sujet à l’écrouissage lors de l’usinage. En d’autres termes, si l’outil de coupe ne coupe pas suffisamment, si les paramètres sont inadaptés ou si la surface est frottée de manière répétée, la couche superficielle du matériau se durcit, rendant la pénétration plus difficile pour les outils de coupe suivants.
Cela entraînera :
- Usure accélérée des outils
- Augmentation des fluctuations de taille
- La rugosité de surface se détériore
- Temps de traitement accru
- Augmentation du coût unitaire
Cela est particulièrement visible sur les pièces à parois minces, les petites pièces de précision ou les structures à trous profonds.
2. Faible conductivité thermique, sujette à l’accumulation de chaleur.
Comparé à l’aluminium et au laiton, l’acier inoxydable possède une conductivité thermique plus faible. La chaleur générée lors de la coupe a davantage tendance à se concentrer dans la zone de coupe de l’outil plutôt qu’à être rapidement dissipée.
Le résultat est généralement :
- La température de la pointe de la lame augmente
- Durée de vie des outils réduite
- Risque accru de brûlures superficielles
- Stabilité réduite lors de la finition
Par conséquent, le tournage de l’acier inoxydable nécessite généralement des solutions de refroidissement, une gestion du fluide de coupe et une sélection d’outils plus appropriées.
3. L’outil de coupe s’use rapidement.
En particulier, l’acier inoxydable austénitique (tel que le 304 et le 316) possède une ténacité élevée, ce qui facilite la formation de copeaux continus et la traction sur l’outil de coupe pendant la coupe.
En cas d’insuffisance de contrôle des processus, les problèmes courants incluent :
- Lame ébréchée du couteau
- augmentation des bavures
- Dérive de taille
- Déchirure superficielle
C’est pourquoi les pièces en acier inoxydable ne doivent pas être comparées uniquement sur la base de leur prix unitaire, mais plutôt sur celle de leur capacité globale à assurer une livraison stable.
4. Sujet aux bavures et aux rayures superficielles
L’acier inoxydable possède une ténacité élevée, ce qui le rend sujet à la formation de bavures lors de l’usinage de filetages, de rainures, de trous et de faces d’extrémité. Un post-traitement inadéquat peut avoir les conséquences suivantes :
- Précision d’assemblage
- Performance d’étanchéité
- Qualité d’apparence
- Sécurité d’utilisation (particulièrement importante pour les dispositifs médicaux)
Par conséquent, le traitement de l’acier inoxydable nécessite généralement des opérations supplémentaires d’ébavurage, de polissage ou de finition secondaire.
5. Le contrôle des tolérances est plus difficile.
Pour les pièces en acier inoxydable de haute précision, telles que :
- Composants de type arbre
- Composants de connecteur
- Connecteurs médicaux
- manchon de précision
Les clients demandent généralement :
- Tolérance de ±0,02 mm ou même plus serrée
- Contrôle de concentricité
- Filetage stable
- La rugosité de surface est conforme aux normes
En raison de la haute résistance à la coupe du matériau, de telles exigences nécessitent que les équipements, les outils de coupe, les procédés et les tests soient mis en place simultanément.
Comment réduire les risques liés à la transformation de l’acier inoxydable ?
Les fournisseurs professionnels contrôlent généralement la qualité de la manière suivante :
- Choisir les matériaux et revêtements d’outils appropriés
- Optimiser les paramètres de vitesse et d’alimentation
- Utilisez un système de refroidissement stable
- Stratégies d’ébauche et de finition différenciées
- Inspection en ligne des dimensions clés
- Améliorer les procédés d’ébavurage et de traitement de surface
Comparaison entre les calibres 304 et 316
Les aciers inoxydables 304 et 316 sont les deux matériaux les plus couramment utilisés pour le tournage CNC de l’acier inoxydable. De nombreux clients demandent : « Dois-je choisir l’acier 304 ou 316 pour cette pièce ? »
La réponse dépend de l’environnement d’utilisation, du budget, des exigences en matière de résistance à la corrosion et des normes industrielles, et non pas uniquement du prix. Bien que ces deux aciers inoxydables austénitiques présentent une bonne résistance à la corrosion et une bonne usinabilité, leur positionnement diffère.
1. Acier inoxydable 304 : le choix le plus courant
L’acier inoxydable 304 est le plus répandu sur le marché et convient à la plupart des environnements industriels conventionnels.
Applications courantes :
- Pièces mécaniques générales
- Composants extérieurs
- Fixations
- pièces d’équipement de transformation alimentaire
- Boîtier d’instrument
- Connecteurs industriels
Principaux avantages :
- coût inférieur
- Approvisionnement stable en matériaux
- Performance globale équilibrée
- Bonne adaptabilité de traitement
Si les pièces ne sont pas exposées à un environnement hautement corrosif pendant une longue période, l’acier inoxydable 304 est généralement un choix rentable.
2. Acier inoxydable 316 : résistance à la corrosion améliorée
L’acier inoxydable 316 contient du molybdène de plus que l’acier inoxydable 304, ce qui lui confère une meilleure résistance à la corrosion et le rend particulièrement adapté aux applications suivantes :
- milieu marin
- Environnement à forte humidité et à forte salinité
- Équipement chimique
- Équipement médical
- Système de transformation alimentaire haut de gamme
Applications courantes :
- Connecteurs médicaux
- Pièces de pompe et de vanne
- Équipement et accessoires de plage
- pièces d’équipement pharmaceutique
Principaux avantages :
- Résistance accrue à la corrosion par piqûres
- Plus adapté aux environnements à embruns salés
- Meilleure stabilité à long terme
3. Différences de coûts
L’acier 316 est généralement plus cher que l’acier 304 et est également légèrement plus difficile à traiter, de sorte que le prix final des pièces est généralement plus élevé que celui de l’acier 304.
Recommandations en matière d’approvisionnement :
- Si l’environnement d’utilisation est ordinaire, choisir la version 304 est plus économique.
- L’acier 316 est plus fiable s’il est exposé à l’humidité, aux agents de nettoyage, au sel ou à des milieux chimiques pendant une longue période.
4. Différences dans les angles de traitement
Du point de vue du tournage CNC, les deux peuvent être usinés de manière stable, mais l’acier 316 présente généralement les caractéristiques suivantes :
- résistance à la coupe plus élevée
- Les outils s’usent plus vite
- Le cycle de traitement est légèrement lent.
Par conséquent, des exigences plus élevées sont imposées en matière de stabilité des équipements et d’expérience des procédés.
5. Comment choisir les matériaux les plus adaptés
Sélectionnez 304 si nécessaire :
- Maîtriser les coûts d’approvisionnement
- Adapté aux environnements industriels généraux
- Pièces mécaniques conventionnelles
- exigences moyennes en matière de résistance à la corrosion
Choisissez 316 si vous avez besoin de :
- Applications de qualité médicale
- Environnement alimentaire de haute qualité
- Environnement marin/à forte salinité
- Durée de vie plus longue et risques d’entretien réduits
Applications dans le secteur médical et alimentaire
Les pièces usinées CNC en acier inoxydable bénéficient d’une demande stable dans de nombreux secteurs industriels, mais les deux domaines aux exigences les plus élevées et aux procédures d’approvisionnement les plus prudentes sont généralement :
- industrie de la santé
- industrie de transformation alimentaire
Les raisons sont évidentes : ces deux secteurs industriels ne se contentent pas de vérifier l’utilisabilité des pièces, mais s’attachent également à l’hygiène, à la sécurité, à la résistance à la corrosion, à la stabilité à long terme et à la traçabilité. C’est pourquoi les aciers inoxydables 304 et 316 sont si largement utilisés dans ces deux domaines.
1. Applications dans l’industrie médicale
Les composants médicaux sont généralement de petite taille, mais leurs exigences sont bien plus élevées que celles des pièces industrielles classiques. De nombreux clients ne se contentent pas de respecter les tolérances, mais s’intéressent également à :
- Propreté des surfaces
- Traitement sans bavures
- résistance à la corrosion
- stabilité de l’assemblage
- Cohérence du lot
- traçabilité des matériaux
Les pièces courantes pour le tournage médical comprennent :
- Connecteurs pour dispositifs médicaux
- Composants de la tige d’un instrument chirurgical
- Connecteurs filetés de précision
- manchon pour équipement de surveillance
- Pièces miniatures pour pompes et vannes
- composants structurels des instruments de laboratoire
Pourquoi l’industrie médicale préfère-t-elle l’acier inoxydable 316/316L ?
Grâce à sa résistance supérieure à la corrosion, il peut s’adapter à :
- Environnement désinfectant
- Environnement de nettoyage à haute fréquence
- Environnement humide
- exigences d’utilisation à long terme
La version 316L à faible teneur en carbone est également plus adaptée à certaines applications de haute qualité.
Projets médicaux axés sur la fabrication
Pour les clients du secteur médical, le processus de fabrication nécessite généralement une surveillance étroite.
- élimination des bords tranchants
- Précision des positions des micro-trous
- rugosité de surface
- Exigences en matière d’emballage propre
- Capacité de production répétitive stable
Chez Zhuohua Hardware, nous proposons un tournage CNC de haute précision conforme aux exigences du client, ainsi que des services de traitement de surface, d’inspection et de livraison par lots.
2. Applications dans les équipements de transformation des aliments
L’industrie des équipements de transformation alimentaire impose également des exigences strictes en matière de matériaux, car les pièces sont souvent en contact direct avec l’extérieur :
- Humidité
- Ingrédients alimentaires
- agent de nettoyage
- Environnements acides et alcalins
- Système de chasse d’eau à haute fréquence
Si les mauvais matériaux sont choisis, des problèmes tels que la rouille, la contamination ou une durée de vie réduite peuvent survenir.
Pièces couramment usinées dans l’industrie alimentaire :
- Joints de tuyauterie
- Noyau de valve
- Composants de la buse
- douille d’équipement de convoyeur
- Connecteurs d’équipement de remplissage
- Étanchéité des composants structurels
L’acier inoxydable 304 est couramment utilisé dans les équipements de transformation alimentaire.
Le modèle 304 possède les caractéristiques suivantes :
- Bonne résistance à la corrosion
- Le coût est relativement raisonnable
- Forte acceptation dans l’industrie alimentaire
- Facile à nettoyer et à entretenir
Pour les équipements courants de transformation des aliments, l’acier inoxydable 304 est souvent suffisant.
Dans quelles situations utilise-t-on le code 316 ?
Si l’équipement se trouve dans les environnements suivants, la norme 316 est plus appropriée :
- Environnement à forte salinité
- Nettoyage chimique à haute fréquence
- Environnement à forte humidité
- Exigences en matière de durée de vie plus longue
- Équipements haut de gamme de qualité alimentaire/pharmaceutique
Comment garantir la qualité de surface
Pour les pièces en acier inoxydable usinées CNC, de nombreux clients s’intéressent moins aux dimensions qu’à l’état de surface. Dans les projets suivants notamment, la qualité de surface influence directement les décisions d’achat :
- Composants médicaux (propreté)
- Pièces pour équipements de transformation alimentaire (hygiéniques et résistantes à la corrosion)
- Éléments extérieurs (effets visuels)
- Qualité du joint (qualité de la surface de contact)
- Pièces d’accouplement de précision (friction et durée de vie)
Par conséquent, le respect des normes dimensionnelles ne garantit pas la conformité d’une pièce. Les pièces en acier inoxydable de haute qualité doivent présenter une stabilité dimensionnelle et une stabilité de surface optimales.
Principaux facteurs affectant la qualité de surface de l’acier inoxydable
1. État de l’outil
Problèmes courants suite à l’usure des outils :
- texture de surface
- La rugosité se détériore
- augmentation des bavures
- Brûlures localisées
Les usines professionnelles mettent en place des systèmes de gestion de la durée de vie des outils au lieu d’attendre qu’ils se cassent avant de les remplacer.
2. Paramètres de coupe
Des réglages incorrects de la vitesse de rotation, de la vitesse d’avance et de la profondeur de coupe peuvent entraîner :
- Motif de couteau vibrant
- Décoloration due à la chaleur
- irrégularité de la surface
Les paramètres doivent également être différents pour les différentes nuances de matériaux (304 / 316).
3. Stabilité du serrage
Si la rigidité du serrage est insuffisante, la pièce peut vibrer légèrement, ce qui entraîne :
- Écart de rondeur
- Ondulations de surface
- Instabilité de taille
Cela est particulièrement évident dans les arbres minces.
4. Refroidissement et élimination des copeaux
L’acier inoxydable est sujet à l’accumulation de chaleur ; s’il n’est pas suffisamment refroidi, sa surface peut présenter les problèmes suivants :
- marques de brûlure
- Texture de couteau collant
- Les marques de couteau se sont approfondies.
Un système de refroidissement stable est crucial.
Le post-traitement détermine également l’aspect final.
De nombreux clients négligent ce point : la qualité de surface n’est pas véritablement achevée après l’usinage CNC.
Les méthodes de post-traitement courantes comprennent :
- Ébavurage : Supprimer les bavures des trous, des filetages et des arêtes pour améliorer l’assemblage et la sécurité.
- Polissage : Convient aux pièces d’aspect, aux pièces médicales et aux pièces en contact avec le corps.
- Sablage : Il crée une texture mate uniforme, améliorant ainsi l’homogénéité de l’aspect.
- Passivation : résistance accrue à la corrosion, que l’on retrouve couramment dans les pièces en acier inoxydable.
Électropolissage (Projet à exigences élevées)
Convient aux applications exigeant une propreté élevée et une forte résistance à la corrosion.
Quelles exigences relatives à la surface doivent être spécifiées lors de l’approvisionnement ?
Nous suggérons à nos clients de l’indiquer dans leurs dessins ou leurs demandes de renseignements :
- Rugosité de surface (valeur Ra)
- Un effet miroir est-il nécessaire ?
- Les marques de couteau sont-elles autorisées ?
- Le sablage/polissage est-il nécessaire ?
- La passivation est-elle nécessaire ?
- emplacement de surface extérieure
Autrement, les fournisseurs risquent de suivre les « normes générales du secteur » plutôt que vos besoins réels.
Si vous disposez de services de fabrication de pièces tournées en acier inoxydable , nous pouvons vous recommander des normes de surface plus adaptées en fonction de l’application et vous proposer des solutions de fabrication et de post-traitement.