
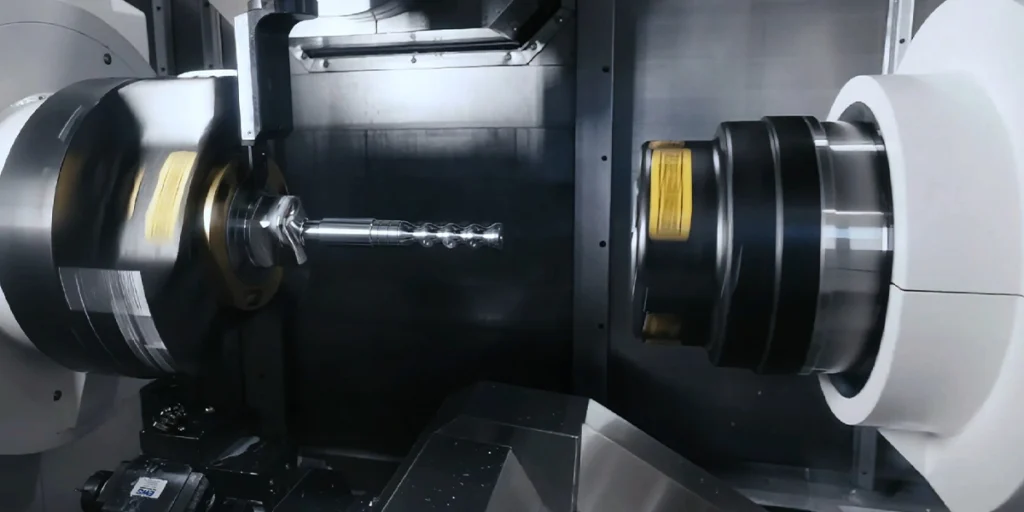
高精度CNC旋削の定義
高精度CNC旋削加工とは、一般的に、高性能CNC旋盤、安定した工程制御、および厳格な検査手順を用いて、寸法誤差を最小限に抑え、高い再現性と安定した表面品質を備えた旋削部品を加工することを指します。
実際の調達において、「高精度」とは固定された数値ではなく、部品の用途、組み立て要件、業界標準によって異なります。一般的な機械部品であれば±0.05mmで十分な場合もありますが、医療機器、自動化機器、航空宇宙機器、精密機器の部品では、±0.02mm、±0.01mm、あるいはそれ以上の厳しい寸法精度が求められることがよくあります。
簡単に言えば、高精度旋削加工の本質は、寸法精度を高めることだけではなく、各バッチ、各部品の精度を常に一貫して高めることにある。
そのため、多くの顧客はサプライヤーを探す際に、通常の旋削加工ではなく、高精度なCNC旋削加工サービスを重視するのです。
高精度旋削加工を最も必要としている産業はどれか?
- 外科用器具のシャフト
- 精密コネクタ
- 試験装置部品
一般的に、安定した公差と高い清浄度の表面が求められる。
- サーボブッシング
- 精密位置決めピン
- トランスミッション接続部品
高い精度と安定した長期稼働が求められる。
- 高強度コネクタ
- 軽量精密部品
材料の均一性と寸法精度が求められる。
- アルミニウム製ケース
- 精密金属部品
寸法と外観の両方が要件を満たしている必要があります。
高精度旋削加工 ≠ 単にハイエンド機器を購入すること
多くの顧客は、最新鋭の設備さえあれば必ず高精度部品を製造できると考えている。しかし、それは間違いだ。
高精度製造は通常、完全なシステムに依存します。
- 安定化装置
- 適切なツールの選択
- プロセスパラメータ制御
- 温度および環境管理
- 検出能力
- 運用経験
- バッチ処理制御
設備はあくまで土台であり、結果を決めるのはシステムである。
卓華五金の高精度CNC旋削加工サービス
実際のプロジェクトにおいて、高精度部品は必ずしも「最も複雑な」部品ではなく、ミスが許されない部品であることが多い。
顧客が本当に必要としているのは:
- 最初の1点が合格
- 第2バッチもまだ合格基準を満たしています。
- 注文増加にもかかわらず、安定した状態を維持
そのため、海外のお客様へのサービス提供においては、プロセスの標準化とプロセス品質管理を非常に重視しています。

許容差規格の概要
高精度CNC旋削加工プロジェクトにおいて、お客様から最もよく寄せられる質問の一つは、「どの程度の公差を実現できますか?」というものです。
正しい答えは、単に数値を提示することではなく、まず部品の機能要件を確認することです。なぜなら、サイズ、材質、構造の違いは、許容誤差に大きな影響を与えるからです。
寛容とは何か?
公差とは、寸法が設計目標値付近で許容される妥当な偏差範囲のことである。
例えば、図面にはØ20.00 ±0.02mmと記載されている。
最終寸法は以下のとおりです。
- 最小値:19.98mm
- 最大: 20.02mm
範囲外になると、組み立てや機能に影響が出る可能性があります。
一般的な旋削公差等級の参考
以下は製造における一般的な公差範囲です(実際の公差は部品構造に基づいて決定する必要があります)。通常の機械加工公差は、およそ±0.05mm~±0.10mmです。
適用対象:
- 重要でない構造部品
- 一般機械部品
- コスト優先プロジェクト
精密加工の公差は、およそ±0.02mm~±0.05mmです。
適用対象:
- 嵌合部品
- ブッシュタイプの部品
- 自動化機器部品
高精度加工の公差は、およそ±0.01mm~±0.02mm、またはそれ以下です。
適用対象:
- 医療用部品
- 高速回転部品
- 精密機器部品
線形寸法公差だけではない
高精度が求められるプロジェクトでは、幾何公差がより重要になる場合が多く、例えば以下のような場合が挙げられます。
- 同心
- 丸み
- 円形ジャンプ
- 垂直性
- 並列構造
- 位置
例えば、シャフトの外径が正確であっても、円周振れが大きすぎると、組み立て不良につながる可能性があります。そのため、専門のサプライヤーは、図面を評価する際に、寸法公差と幾何公差(GD&T)の両方の要件に注意を払います。
材料も公差能力に影響を与える
材料によって加工特性が異なる。
- アルミニウム合金
- 処理が簡単
- 寸法安定性に優れている
- 高効率生産に適している
ステンレス鋼
- 高強度
- より高い加工熱
- 切削工具とパラメータに対する要求水準の向上
真鍮
- フリーカット
- 優れたバッチ安定性
エンジニアリングプラスチック
- 温度や湿度によって膨張・収縮する場合があります。
したがって、同じ±0.02mmの差であっても、アルミニウム部品とプラスチック部品では、制御の難易度が異なる。
図面の公差を厳しくすればするほど、常に良い結果になるのでしょうか?
いいえ。公差を過度に厳しくすると、次のような問題が発生する可能性があります。
- 処理時間の増加
- 工具の摩耗増加
- 検査費用の増加
- 価格は大幅に上昇した
合理的なアプローチは、重要な寸法については厳密に管理しつつ、重要でない寸法については要件を緩和することである。これにより、機能性を確保しながら調達コストを大幅に削減できる。
卓華ハードウェアの実施基準
CNC旋削加工プロジェクトでは、部品の要件に基づいてさまざまなレベルの制御方式を導入し、以下の機能をサポートできます。
- 標準的な機械的公差要件
- 精密嵌合部品の要件
- 高精度±0.02mmプロジェクト
- 図面における主要寸法の具体的な管理
お客様のご要望に応じて、寸法検査や品質関連書類作成のサポートも提供可能です。
精度に影響を与える主な要因
多くのお客様は価格について問い合わせる際に、「この部品は±0.02mmの精度で製造できますか?」と直接尋ねてきます。
実際のところ、答えは通常、部品の構造、材質、寸法、設置場所、そして製造工程全体が制御可能かどうかによって異なります。
高精度CNC旋削加工は、単一の要因によるものではなく、複数の要因が複合的に作用した結果である。たとえ高性能な設備を用いても、工程管理が不十分であれば、高精度部品を安定して生産することは不可能である。
1. 工作機械本体の精度と安定性
設備は基本中の基本です。CNC旋盤の以下の機能は、最終的な精度に直接影響します。
- スピンドル振れ精度
- ガイドレールの安定性
- リードスクリュー位置決めの再現性
- Dota 2 位置変更機能
- 長期運転時の熱安定性
一般的な部品であれば、機器の状態による違いは目立たないかもしれませんが、±0.02mm以下の公差を持つ部品では、こうした違いが急速に拡大する可能性があります。そのため、実績のあるサプライヤーは、機器のメンテナンス、校正、精度検証を定期的に実施しているのです。
2. 工具の選定と摩耗管理
切削工具の状態は、寸法安定性と表面品質に直接影響を与える。
一般的な影響としては、以下のようなものがあります。
- 切削刃の摩耗により、徐々に寸法がずれていく。
- 切削工具の材質は、現在の材料には適していません。
- 工具の剛性が不十分だと、工具が振動する。
- 不適切な工具形状
例えば、1000個の部品をバッチ生産する場合、工具寿命管理を行わないと、最初の100個の寸法と最後の300個の寸法が大きく異なる可能性があります。プロの工場では、工具が廃棄されるまで待つのではなく、工具交換サイクルを設定するのが一般的です。
3. 材料特性の違い
同じ設計図でも、使用される材料によって加工の難易度は全く異なる場合がある。
アルミニウム合金
- フリーマシニング
- 高効率
- 高い熱膨張係数
ステンレス鋼
- 著しい加工硬化
- 集中した熱
- パラメータに敏感
真鍮
- 寸法安定性に優れている
- 高効率なバッチ処理に適しています。
エンジニアリングプラスチック
- 周囲温度の影響を受けやすい
- 弾性変形を生じる可能性がある
したがって、高精度プロジェクトでは、単に手順を複製するのではなく、材料特性に基づいたプロセスを開発する必要がある。
4. クランプ方法とワークピースの剛性
寸法誤差の多くは、切断ではなく、締め付けによって引き起こされる。
- 締め付けが強すぎると、薄肉部品が変形する可能性がある。
- クランプ長が不十分だと振動が発生します。
- 長い軸部分は心押し台で支えられていなかった。
- 不整合な二次クランプ基準
細いシャフト、薄肉スリーブ、小型精密部品の場合、クランプの設計が成否を左右することが多い。
5. 処理パラメータ設定
スピンドル回転速度、送り速度、切削深さの設定が不適切だと、以下のような問題が発生する可能性があります。
- サイズ変化
- 振動ナイフパターン
- 表面粗さが悪い
- 工具寿命の短縮
経験豊富なエンジニアは、固定されたテンプレートを使用するのではなく、材料、工具、構造に基づいてパラメータを動的に調整します。
6.環境および温度の影響
高精度加工においては、温度変化を無視することはできない。
- 切削時の熱によるワークピースの膨張
- 長時間運転すると機器が熱くなります
- 測定中の温度差は、測定値のばらつきの原因となる。
そのため、真に高精度なプロジェクトでは、処理速度、冷却液管理、および試験環境が非常に重視されるのです。
7.検出機能に互換性はありますか?
信頼できる検査がなければ、高精度な製造は不可能です。工場が経験だけに頼り、効果的な測定を実施できない場合、たとえ良品を生産できたとしても、それを一貫して再現することはできません。
Zhuohuaのハードウェアはこれらの要素をどのように制御するのか
実際のプロジェクトでは、部品の要件に基づいてカスタマイズされたソリューションを開発します。これには以下が含まれます。
- 適切な機器の組み合わせ
- 工具寿命管理
- 治具の最適化
- 工程中の重要寸法のサンプリング検査
- 資材バッチ管理
- 最終出荷検査
高精度部品は偶然に作られるのではなく、体系的な管理によって作られる。

バッチの一貫性を確保するにはどうすればよいですか?
多くのサプライヤーは許容できるサンプルを生産できるが、量産が始まると問題が発生し始める。
- 最初のバッチは合格したが、2回目のバッチでは偏差が増加した。
- 最初の200個は安定しているが、次の800個は漂流する。
- 勤務シフトによって規模は大きく異なる。
- 異なる月の交換注文の組み立てに一貫性がない
これは、問題が「処理できるかどうか」ではなく、「安定した大量生産を実現できるかどうか」にあることを示している。購入顧客にとって、個々の製品の精度よりも、バッチの一貫性の方が重要な場合が多い。
1. 標準化されたプロセス文書
バッチの一貫性を確保するための第一歩は、すべての生産工程が同じ基準に従って実行されるようにすることです。
成熟した工場は、一般的に以下のように設立されます。
- 固定処理シーケンス
- 固定工具モデル
- 固定切削パラメータ範囲
- 固定クランプ基準点
- 固定検出ノード
これにより、異なる作業員が異なる時間帯に生産する場合でも、一貫性が確保されます。
2. 第一品目確認メカニズム
各生産バッチの前に、初回品確認を実施する必要があります。確認内容は通常、以下のとおりです。
- 重要な次元
- 外観品質
- ねじの状態
- 適合寸法
- 図面に関する特別な要件
最初の製品が検査に合格すれば、量産を開始することができ、これによりバッチ全体のリスクを大幅に低減できる。
3.最終検査だけでなく、工程検査も実施する。
最終サンプリングが完了する頃には、すでに問題が発生している場合が多い。より効果的な方法は、工程検査である。
- 20個ごとに重要な寸法を測定する
- 工具交換後に再確認
- シフト交代時の再点検
これにより、偏差が拡大する前にタイムリーな修正が可能になります。
4. 工具寿命管理
量産における寸法ずれの最も一般的な原因の一つは、工具の摩耗である。
- 前部が大きすぎる
- 寸法は後方に向かって徐々に小さくなる。
- 表面粗さが悪化する
工具寿命に応じた交換システムを導入する方が、問題が発生してから手直しするよりも経済的である。
5. 原材料の安定的な一括供給
材料の違いも、バッチの一貫性に影響を与える可能性があります。
- 異なる硬度
- 異なる直線性
- 異なる表面状態
- 異なる内部応力
したがって、既存のサプライヤーは、資材を直接システムに投入するのではなく、入荷する資材を管理することになる。
6. データ記録とトレーサビリティ
長期顧客は通常、トレーサビリティを要求する。
- いつ生産されますか?
- どのバッチの材料を使用すべきか?
- 誰が運営しているのか?
- テスト結果はどうですか?
これは、医療、自動車、産業オートメーションのプロジェクトにおいて特に重要です。
Zhuohua Hardwareはバッチ一貫性制御をどのように実装しているか
当社は、お客様がサンプルから量産へスムーズに移行できるようサポートいたします。当社の標準的なワークフローは以下のとおりです。
- 最初のアイテムが確定しました
- 工程検査
- 出荷検査
- 主要ディメンションレコード
- 安定したツール管理
- 固定プロセスパラメータ制御
これにより、顧客は追加注文を行う際にも、最初のサンプルと同じ組み立て性能を維持することができます。
±0.02mm精度のCNC旋削加工サービス
高精度な嵌合、安定した組み立て、およびバッチの一貫性が求められる部品プロジェクト向けに、当社は±0.02mmの精度レベルを持つCNC旋削加工サービスを提供しており、各種金属部品およびエンジニアリングプラスチック部品の製造に適しています。
Zhuohua Hardwareでは、高度なCNC旋盤加工技術とエンジニアリングサポートチームを備え、お客様の以下の業務を支援します。
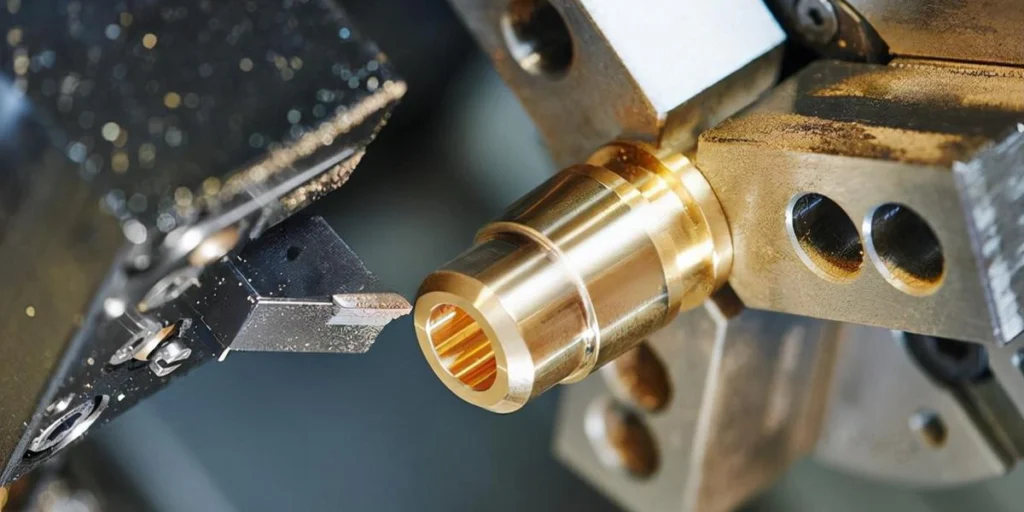
- 精密なシャフト、スリーブ、コネクタの機械加工
- アルミニウム合金、ステンレス鋼、真鍮、プラスチック部品の製造。
- 試作品から量産まで
- 寸法検査および品質管理
- 迅速な見積もりと配送サポート
部品図面に厳しい公差要件が含まれている場合、または現在のサプライヤーが精度基準を常に満たせない場合は、見積もり段階で事前に技術評価を実施することをお勧めします。
図面やサンプルをお送りいただければ幸いです。当社のエンジニアリングチームが、加工の実現可能性、精度オプション、コスト最適化に関する提案を迅速に評価し、競争力のあるお見積もりをご提示いたします。