
การกลึงแบบมิลลิ่งคืออะไร?
บริการกลึงและกัด CNC แบบครบวงจร คือการผสานการกลึง CNC และการกัด CNC เข้าไว้ในกระบวนการผลิตเดียวกัน และยังสามารถดำเนินการตัดเฉือนหลายขั้นตอนบนเครื่องจักรเดียวกันและในการตั้งค่าเดียวกันได้อีกด้วย
ในกระบวนการผลิตแบบดั้งเดิม ชิ้นส่วนหลายชิ้นจำเป็นต้องผ่านการกลึงก่อน จากนั้นจึงส่งต่อไปยังเครื่องกัดเพื่อทำการแปรรูปขั้นที่สอง ตัวอย่างเช่น:
- ขั้นแรกให้ทำการกลึงวงกลมด้านนอก รูด้านใน และหน้าตัดด้านปลายก่อน
- กลึงผิวระนาบ เจาะรู และเซาะร่อง
- สุดท้ายนี้ จะมีการตรวจสอบและปรับสภาพพื้นผิว
แม้ว่าวิธีการนี้จะสามารถทำได้ แต่จะทำให้ค่าใช้จ่ายเพิ่มขึ้นดังนี้:
- ข้อผิดพลาดในการหนีบหลายจุด
- เวลาเชื่อมต่อกระบวนการ
- ต้นทุนการจัดการด้วยตนเอง
- ความเสี่ยงด้านระยะเวลาการจัดส่ง
- ความผันผวนของความสม่ำเสมอของชุดการผลิต
คุณค่าหลักของการกลึงและกัดขึ้นรูปอยู่ที่การบูรณาการกระบวนการที่แตกต่างกันเหล่านี้เข้าด้วยกันเพื่อปรับปรุงประสิทธิภาพการผลิตโดยรวม
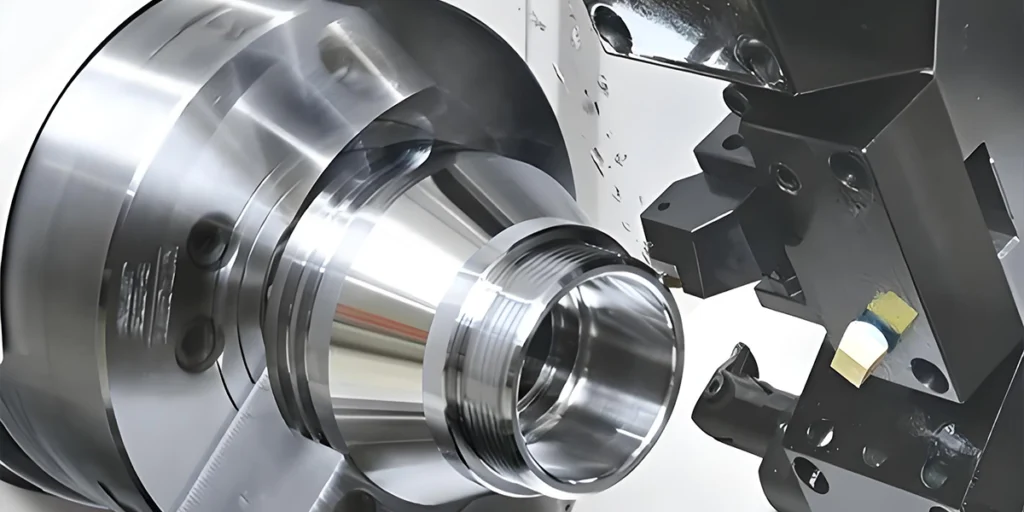
1. การกลึงใช้สำหรับโครงสร้างแบบหมุน ในขณะที่การกัดใช้สำหรับโครงสร้างที่ไม่สมมาตร
วิธีที่ง่ายที่สุดในการทำความเข้าใจเกี่ยวกับการกลึงและกัดชิ้นงานคือ:
- การกลึง: เหมาะสำหรับโครงสร้างทรงกลม เพลา และปลอก
- การกัดขึ้นรูป: เหมาะสำหรับพื้นผิวเรียบ รู ร่องลิ่ม และรูปทรงที่ไม่สม่ำเสมอ
ชิ้นส่วนอุตสาหกรรมจริงจำนวนมากมีคุณสมบัติทั้งสองอย่างนี้ ดังนั้นกระบวนการเดียวจึงมักไม่เพียงพอ
ตัวอย่างเช่น ส่วนประกอบเพลาเชื่อมต่ออาจต้องการ:
- ความแม่นยำเชิงมิติของวงกลมด้านนอก
- ความตรงแนวแกนของรูด้านใน
- ตำแหน่งประแจด้านข้าง
- รูด้านข้าง
- โครงสร้างแบบเกลียว
ชิ้นส่วนนี้เหมาะอย่างยิ่งสำหรับการกัดและกลึงในการผลิตวัสดุคอมโพสิต
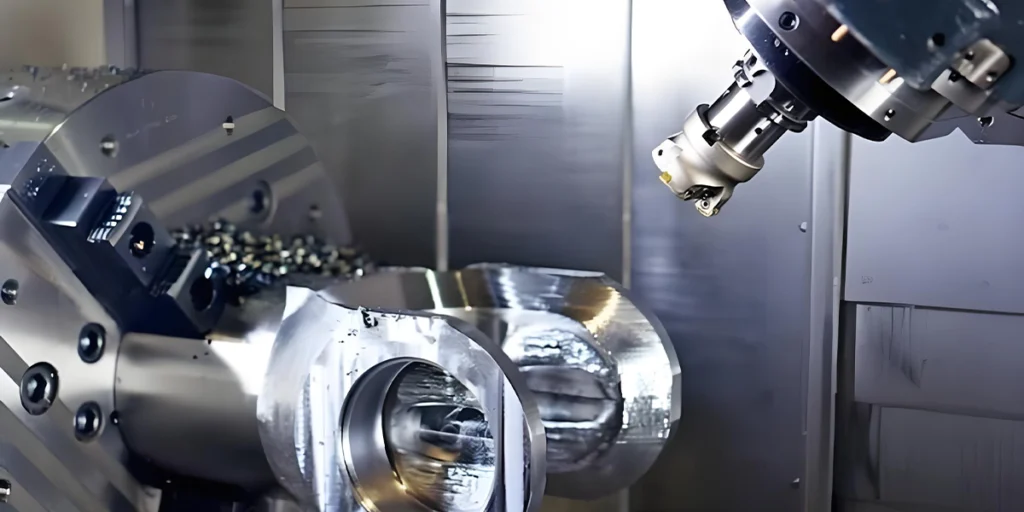
2. เครื่องกลึงแบบมิลลิ่งทำงานอย่างไร?
เครื่องกัดและเครื่องกลึงสมัยใหม่โดยทั่วไปมีคุณสมบัติดังต่อไปนี้:
- การหมุนแกน (ฟังก์ชันการกลึง)
- หัวกัดแบบใช้พลังงาน (สำหรับงานกัด, งานเจาะ)
- การควบคุมแกน Y
- ระบบเครื่องมือแบบหลายสถานี
- ระบบเปลี่ยนเครื่องมืออัตโนมัติ
- แกนหมุนเสริม (การตัดเฉือนแบบสองด้าน)
หมายความว่าอุปกรณ์หนึ่งเครื่องสามารถทำสิ่งต่อไปนี้ได้:
- การเลี้ยวภายนอก
- การกลึงรูภายใน
- การประมวลผลพื้นผิวสุดท้าย
- การกัดระนาบ
- การเจาะและการตอกเกลียว
- การกลึงรูเยื้องศูนย์
- การกลึงร่องลิ่ม
- การตัดเฉือนตำแหน่งหลายแง่มุม
วิธีนี้ช่วยลดขั้นตอนการทำงานแบบเดิมที่ “ทำครึ่งหนึ่งด้วยเครื่องกลึง ทำอีกครึ่งหนึ่งด้วยเครื่องกัด” ลงได้อย่างมาก
3. เหตุใดลูกค้าจำนวนมากขึ้นเรื่อยๆ จึงเลือกใช้กระบวนการผลิตแบบคอมโพสิต?
จากมุมมองของผู้ซื้อ ลูกค้ามักไม่สนใจชื่อแบรนด์ของอุปกรณ์ แต่จะสนใจผลลัพธ์มากกว่า:
- ชิ้นส่วนมีความแม่นยำมากขึ้นหรือไม่?
- ค่าใช้จ่ายลดลงหรือไม่?
- ระยะเวลาในการจัดส่งเร็วกว่าเดิมหรือไม่?
- ห่วงโซ่อุปทานง่ายขึ้นหรือไม่?
เครื่องจักรสำหรับงานกัดและกลึงมักสามารถตอบสนองความต้องการทั้งสี่ประการได้พร้อมกัน จึงทำให้ความต้องการเครื่องจักรประเภทนี้เติบโตอย่างต่อเนื่อง
สิ่งนี้เห็นได้ชัดเจนเป็นพิเศษในสถานการณ์ต่อไปนี้:
- ชิ้นส่วนที่มีความแม่นยำสูง
- การสั่งซื้อจำนวนน้อยถึงปานกลาง
- ชิ้นส่วนที่ซับซ้อนที่มีคุณสมบัติหลากหลาย
- ชิ้นส่วนอุตสาหกรรมที่มีมูลค่าเพิ่มสูง
4. ตัวอย่างกรณีทั่วไป
ตัวอย่างเช่น เพลาขับที่ใช้ในอุปกรณ์อัตโนมัติบางชนิดต้องมีคุณสมบัติดังนี้:
- ค่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลางภายนอก ±0.02 มม.
- มีเกลียวที่ปลายทั้งสองด้าน
- พื้นที่โล่งตรงกลาง
- รูสำหรับจัดตำแหน่งด้านข้าง
- การชุบอะโนไดซ์พื้นผิว
วิธีการแบบดั้งเดิม: การกลึงด้วยเครื่องกลึง → การกลึงด้วยเครื่องกัด → การปรับเทียบครั้งที่สอง → การตรวจสอบ
วิธีการแบบผสมผสาน: กระบวนการส่วนใหญ่เสร็จสมบูรณ์ในการจับยึดเพียงครั้งเดียว
ผลลัพธ์ที่ได้มักจะเป็น:
- ความแม่นยำที่เสถียรยิ่งขึ้น
- รอบสั้นลง
- ต้นทุนต่อหน่วยลดลง
5. ความสามารถในการผลิตวัสดุผสมของบริษัท Zhuohua Hardware
เรามีประสบการณ์มากมายในการให้บริการโครงการชิ้นส่วนที่ซับซ้อนแก่ลูกค้าต่างประเทศ และมีความสามารถดังต่อไปนี้:
- ความสามารถในการกลึง CNC (ประมาณ 100 เครื่อง)
- ความสามารถในการกัดขึ้นรูปด้วยเครื่อง CNC (มากกว่า 300 เครื่อง)
- รองรับการตัดเฉือนแบบ 3 แกน/5 แกน
- การควบคุมความแม่นยำ ±0.02 มม.
- จากต้นแบบสู่การผลิตจำนวนมาก
- รองรับวัสดุหลากหลายประเภท (มากกว่า 50 ชนิด)
แม้ว่าชิ้นส่วนจะไม่สามารถผลิตให้เสร็จสมบูรณ์ได้ด้วยเครื่องจักรเพียงเครื่องเดียว แต่เราก็สามารถสร้างโซลูชันการส่งมอบที่มีประสิทธิภาพสูง ซึ่งใกล้เคียงกับการกัดและการกลึง ผ่านกระบวนการที่พัฒนามาอย่างดีแล้ว

เหตุใดชิ้นส่วนที่ซับซ้อนจึงต้องใช้การกลึงและการกัด?
ลูกค้าจำนวนมากประสบปัญหาในระหว่างขั้นตอนการออกแบบ คือ ชิ้นส่วนนั้นไม่ได้เป็นวงกลมอย่างสมบูรณ์หรือเป็นระนาบอย่างสมบูรณ์ การใช้เพียงการกลึงหรือการกัดเพียงอย่างเดียวสำหรับชิ้นส่วนดังกล่าว มักให้ผลลัพธ์ที่ไม่น่าพอใจ
เหตุผลก็คือ ชิ้นส่วนอุตสาหกรรมสมัยใหม่ให้ความสำคัญกับสิ่งต่อไปนี้มากขึ้นเรื่อยๆ:
- การบูรณาการแบบมัลติฟังก์ชั่น
- โครงสร้างขนาดกะทัดรัด
- ความแม่นยำในการประกอบสูง
- ดีไซน์น้ำหนักเบา
ดังนั้น ชิ้นส่วนที่มีโครงสร้างซับซ้อนจึงจำเป็นต้องใช้การกลึงและการกัดขึ้นรูปควบคู่กันไป
1. กระบวนการเดียวมักไม่สามารถดำเนินการทุกฟังก์ชันได้อย่างมีประสิทธิภาพ
ปัญหาของการใช้การกลึงเพียงอย่างเดียว
สามารถดำเนินการให้เสร็จสิ้นได้อย่างมีประสิทธิภาพ:
- วงกลมด้านนอก
- รูด้านใน
- ด้าย
- แกนแบบขั้นบันได
แต่ไม่ถนัดด้าน:
- เครื่องบิน
- รูด้านข้าง
- ร่องกุญแจ
- โครงร่างไม่สม่ำเสมอ
ปัญหาของการใช้การกัดเพียงอย่างเดียวคือ แม้ว่าจะสามารถสร้างรูปทรงที่ซับซ้อนได้ แต่ก็มีประสิทธิภาพน้อยกว่าและมีต้นทุนสูงกว่าสำหรับการขึ้นรูปโครงสร้างทรงกระบอก ดังนั้น การผสมผสานกระบวนการทั้งสองจึงเป็นแนวทางการผลิตที่สมจริงกว่า
2. การประกอบโครงสร้างทั่วไปของชิ้นส่วนที่ซับซ้อน
ภาพวาดของลูกค้าจำนวนมากมีลักษณะต่างๆ ดังต่อไปนี้:
- เส้นผ่านศูนย์กลางภายนอกที่แม่นยำ + รูหลายรู
- เพลาเกลียว + หน้าประแจ
- ปลอก + รูแนวนอน
- เปลือกทรงกระบอก + โครงสร้างหน้าต่าง
- ตัวเชื่อมต่อ + พื้นผิววางตำแหน่งหกเหลี่ยม
การประมวลผลโครงสร้างเหล่านี้แยกกันจะทำให้เกิดข้อผิดพลาดและค่าใช้จ่ายเพิ่มขึ้น
3. ชิ้นส่วนประกอบที่มีความแม่นยำสูงต้องใช้กระบวนการประกอบและการกลึงที่ซับซ้อนกว่า
เมื่อชิ้นส่วนต่างๆ จำเป็นต้องประกอบเข้ากับตลับลูกปืน มอเตอร์ ซีล หรือโครงสร้างอื่นๆ โดยทั่วไปแล้วจะต้องเป็นไปตามข้อกำหนดต่อไปนี้:
- ความเป็นแกนร่วม
- ความแม่นยำของตำแหน่งรู
- ความตั้งฉากของระนาบ
- ความสามารถในการทำซ้ำ
หากทำการกลึงซ้ำหลายครั้งโดยสลับเครื่องจักร ข้อผิดพลาดจะสะสมมากขึ้นเรื่อยๆ ดังนั้น การผสมผสานระหว่างการกลึงและการกัดจึงเหมาะสมกว่าสำหรับการประกอบชิ้นส่วนที่ซับซ้อน
4. เหมาะอย่างยิ่งสำหรับโครงการผลิตจำนวนน้อยถึงขนาดกลาง
ปริมาณการสั่งซื้อของลูกค้าต่างประเทศจำนวนมากไม่ได้อยู่ที่หลักแสน แต่เป็นเพียงจำนวนเล็กน้อย:
- ตัวอย่าง 50 ชิ้น
- หน่วยการผลิตทดลอง 300 หน่วย
- คำสั่งซื้อที่เสถียร 2,000 รายการ
หากโครงการดังกล่าวต้องการอุปกรณ์เฉพาะทางหรือกระบวนการหลายขั้นตอน ต้นทุนก็จะสูงขึ้นตามไปด้วย
การผสมผสานระหว่างการกลึงและการกัดมีความยืดหยุ่นมากกว่าและสามารถนำทั้งสองอย่างมาพิจารณาได้:
- ความเร็วในการพัฒนา
- การควบคุมต้นทุน
- ความสามารถในการขยายคำสั่งซื้อในอนาคต
5. ความต้องการที่แท้จริงของอุตสาหกรรมกำลังเปลี่ยนแปลงไป
ในอดีต การออกแบบชิ้นส่วนค่อนข้างเรียบง่าย และกระบวนการผลิตเพียงอย่างเดียวก็เพียงพอแล้ว แต่ปัจจุบัน อุตสาหกรรมต่างๆ ต้องการชิ้นส่วนที่ซับซ้อนมากขึ้นเรื่อยๆ
- ชิ้นส่วนข้อต่อหุ่นยนต์
- ส่วนประกอบการเชื่อมต่อทางการแพทย์
- ส่วนประกอบโครงสร้างของยานอากาศไร้คนขับ (UAV)
- ส่วนประกอบระบบส่งกำลังของอุปกรณ์อัตโนมัติ
- ชิ้นส่วนโลหะอิเล็กทรอนิกส์ระดับไฮเอนด์
ผลิตภัณฑ์เหล่านี้เป็นแรงผลักดันให้เกิดการเติบโตของการกลึงและการกัดแบบผสมผสาน
6. บริษัท Zhuohua Hardware ให้การสนับสนุนโครงการส่วนประกอบที่ซับซ้อนได้อย่างไร?
เรามักให้ความช่วยเหลือลูกค้าในการเพิ่มประสิทธิภาพโซลูชันการผลิตสำหรับชิ้นส่วนที่ซับซ้อน ซึ่งรวมถึง:
- พิจารณาว่าลักษณะใดบ้างที่เหมาะสมสำหรับการกลึง
- ลักษณะใดบ้างที่เหมาะสมสำหรับการกัดขึ้นรูป?
- สามารถลดจำนวนขั้นตอนลงได้หรือไม่?
- สามารถลดความเสี่ยงจากภาวะดื้อยาได้หรือไม่?
- จะช่วยลดต้นทุนโดยรวมได้หรือไม่?
หลังจากที่ลูกค้าส่งแบบมาให้แล้ว เราจะสามารถให้คำแนะนำที่เหมาะสมยิ่งขึ้นจากมุมมองทางวิศวกรรม แทนที่จะผลิตตามแบบเพียงอย่างเดียว
ข้อดีของการลดการจับยึดรอง
ในกระบวนการผลิตชิ้นส่วนที่มีความแม่นยำสูง ปัญหาหลายอย่างไม่ได้เกิดจากตัวอุปกรณ์เอง แต่เกิดจากการจับยึดซ้ำๆ
ในกระบวนการผลิตแบบดั้งเดิม ชิ้นส่วนอาจผ่านกระบวนการดังต่อไปนี้:
- ขั้นตอนแรกคือการจับยึดชิ้นงานก่อนทำการกลึง
- นำชิ้นงานออก
- ส่งต่อไปยังเครื่องกัดเพื่อจัดตำแหน่งใหม่
- การกัดขึ้นรูปจะดำเนินการในขั้นตอนการจับยึดครั้งที่สอง
- หากจำเป็น ให้ทำการหนีบครั้งที่สามเพื่อแก้ไขรายละเอียดให้ถูกต้อง
การดำเนินการจับยึดเพิ่มเติมแต่ละครั้งจะเพิ่มความเสี่ยงต่อข้อผิดพลาด ต้นทุนด้านเวลา และความซับซ้อนในการจัดการ
ดังนั้น หนึ่งในคุณค่าหลักของการกลึงและกัดชิ้นงานคือการลดการจับยึดชิ้นงานรองให้น้อยที่สุด และแม้กระทั่งดำเนินการกลึงหลายขั้นตอนให้เสร็จสิ้นในการจับยึดเพียงครั้งเดียว
1. ปรับปรุงความแม่นยำด้านมิติและตำแหน่ง
ทุกครั้งที่ทำการยึดชิ้นส่วนใหม่ จะต้องปรับแนวจุดอ้างอิงใหม่ แม้แต่ผู้ปฏิบัติงานที่มีประสบการณ์ก็อาจเกิดความคลาดเคลื่อนเล็กน้อยได้ เช่น:
- การเบี่ยงเบนของแกนร่วม
- การชดเชยตำแหน่งรู
- ข้อผิดพลาดตำแหน่งระนาบ
- ข้อผิดพลาดแนวตั้ง
ผลกระทบต่อชิ้นส่วนทั่วไปมีจำกัด แต่สำหรับชิ้นส่วนที่มีความแม่นยำสูง อาจนำไปสู่การประกอบล้มเหลวโดยตรง
การจับยึดเพียงครั้งเดียวสามารถลดข้อผิดพลาดสะสมเหล่านี้ได้อย่างมาก ทำให้เหมาะอย่างยิ่งสำหรับความต้องการต่างๆ เช่น:
- ค่าความคลาดเคลื่อน ±0.02 มม.
- ความแม่นยำสูง
- พอดีแบบหลายรู
- ความสม่ำเสมอในการประกอบสูง
2. ลดระยะเวลาการผลิต
การจับยึดชิ้นงานขั้นที่สองไม่ได้หมายความเพียงแค่ “จับยึดชิ้นงานเพียงครั้งเดียว” เท่านั้น แต่ยังรวมถึงสิ่งต่อไปนี้ด้วย:
- กำลังรอให้อุปกรณ์พร้อมใช้งาน
- การเคลื่อนย้ายชิ้นงาน
- การปรับตำแหน่งใหม่
- การสลับโปรแกรม
- รายการแรกได้รับการยืนยันแล้ว
- ทดสอบซ้ำ
สิ่งเหล่านี้ล้วนเป็นต้นทุนเวลาที่ซ่อนเร้นอยู่
การลดจำนวนขั้นตอนการตั้งค่าโดยทั่วไปจะส่งผลให้เวลาในการส่งมอบโดยรวมเร็วขึ้น โดยเฉพาะอย่างยิ่งเหมาะสำหรับ:
- สั่งซื้อตัวอย่างด่วน
- การผลิตทดลองในปริมาณน้อย
- โครงการที่มีกำหนดเวลาที่กระชับ
นี่เป็นอีกเหตุผลสำคัญที่ทำให้ลูกค้าจำนวนมากให้ความสำคัญกับการแปรรูปวัสดุผสม
3. ลดต้นทุนด้านแรงงานและการบริหารจัดการ
กระบวนการหลายขั้นตอนหมายความว่ามีผู้เกี่ยวข้องมากขึ้น:
- ผู้ควบคุมเครื่องกลึง
- ผู้ควบคุมเครื่องกัด
- ผู้ตรวจสอบคุณภาพ
- ผู้ประสานงานฝ่ายผลิต
ยิ่งมีกระบวนการเกี่ยวข้องมากเท่าไร ห่วงโซ่การสื่อสารก็จะยิ่งยาวขึ้น และการจัดการก็จะยิ่งยากขึ้นเท่านั้น
การลดจำนวนขั้นตอนการจับยึดโดยทั่วไปหมายถึง:
- ลดการแทรกแซงของมนุษย์
- โอกาสเกิดข้อผิดพลาดลดลง
- จังหวะการผลิตที่ราบรื่นยิ่งขึ้น
ในส่วนของการจัดซื้อจัดจ้างนั้น เรื่องนี้เกี่ยวข้องโดยตรงกับความเสถียรของซัพพลายเออร์
4. ปรับปรุงความสม่ำเสมอของล็อตการผลิต
ปัญหาใหญ่ที่สุดของการสั่งซื้อจำนวนมากไม่ใช่ของเสียจากสินค้าแต่ละชิ้น แต่เป็นเพราะล็อตแรกนั้นใช้ได้ ล็อตที่สองมีปัญหา และล็อตที่สามก็มีปัญหาอีก สาเหตุส่วนใหญ่มักไม่ใช่ความผิดพลาดของโปรแกรม แต่เป็นเพราะวิธีการจับยึดที่ไม่สม่ำเสมอในแต่ละครั้ง
เมื่อลดความซับซ้อนของกระบวนการผลิต ความสม่ำเสมอของแต่ละล็อตจะดีขึ้นอย่างมาก ทำให้เหมาะสมยิ่งขึ้นสำหรับโครงการจัดหาในระยะยาว
5. ลดความเสี่ยงต่อความเสียหายของพื้นผิว
เมื่อชิ้นส่วนถูกยึดซ้ำๆ โดยเฉพาะบนพื้นผิวที่ผ่านการกลึงมาแล้ว อาจเกิดสิ่งต่อไปนี้:
- รอยบุ๋ม
- รอยขีดข่วน
- ซีลหนีบ
- ความเสียหายต่อรูปลักษณ์
ปัญหาประเภทนี้พบได้บ่อยในผลิตภัณฑ์ที่มีข้อกำหนดด้านรูปลักษณ์สูง เช่น ตัวเรือนอะลูมิเนียม ชิ้นส่วนทางการแพทย์ และชิ้นส่วนที่ผ่านกระบวนการชุบอะโนไดซ์ การลดขั้นตอนการจับยึดรองสามารถลดอัตราการแก้ไขงานและของเสียได้
6. บริษัท Zhuohua Hardware ควบคุมความเสี่ยงจากการจับยึดอย่างไร?
ในโครงการชิ้นส่วนที่ซับซ้อน เราให้ความสำคัญกับวิธีการประเมินผลดังต่อไปนี้:
- สามารถดำเนินการหลายขั้นตอนให้เสร็จสิ้นได้ในขั้นตอนการจับยึดเพียงครั้งเดียวหรือไม่?
- สามารถปรับปรุงวิธีการยึดตรึงให้มีประสิทธิภาพยิ่งขึ้นได้หรือไม่?
- สามารถลดจำนวนการเคลื่อนย้ายเครื่องจักรได้หรือไม่?
- สามารถปรับปรุงความสม่ำเสมอของแต่ละล็อตได้หรือไม่?
ด้วยการผสานรวมความสามารถในการกลึง CNC และการกัดขึ้นรูปกว่า 300 แบบ เราสามารถออกแบบกระบวนการผลิตที่เหมาะสมยิ่งขึ้นตามปริมาณการสั่งซื้อ ความซับซ้อนของโครงสร้าง และงบประมาณ
เหมาะสำหรับอุตสาหกรรมใดบ้าง?
การกัดและการกลึงไม่ใช่ “เทคนิคเฉพาะสำหรับอุปกรณ์ระดับไฮเอนด์” แต่เป็นเทคนิคที่เหมาะสมอย่างแท้จริงสำหรับชิ้นส่วนอุตสาหกรรมที่มีโครงสร้างซับซ้อน ต้องการความแม่นยำสูง และต้องส่งมอบตรงเวลา
ด้วยแนวโน้มที่เพิ่มขึ้นของการย่อขนาด การรวมชิ้นส่วน และการลดน้ำหนักของผลิตภัณฑ์ อุตสาหกรรมต่างๆ จึงเริ่มหันมาพึ่งพาการผสมผสานระหว่างการกลึงและการกัดในการผลิตมากขึ้นเรื่อยๆ
1. อุปกรณ์อัตโนมัติและชิ้นส่วนหุ่นยนต์
นี่เป็นหนึ่งในพื้นที่ที่มีการเติบโตเร็วที่สุดในแง่ของความต้องการเครื่องจักรกลกัดกลึง
ส่วนประกอบทั่วไปได้แก่:
- เพลาขับ
- การเชื่อมต่อ
- ข้อต่อส่งกำลัง
- ส่วนประกอบโครงสร้างร่วม
- ปลอกความแม่นยำ
ชิ้นส่วนเหล่านี้โดยทั่วไปมีลักษณะดังต่อไปนี้:
- โครงสร้างหลักทรงกระบอก
- ข้อกำหนดการกำหนดตำแหน่งรู
- โครงสร้างร่องลิ่มหรือระนาบ
- ความแม่นยำในการประกอบสูง
เหมาะอย่างยิ่งสำหรับการใช้งานร่วมกันทั้งการกัดและการกลึง
2. ชิ้นส่วนอุปกรณ์ทางการแพทย์
ลักษณะเฉพาะของชิ้นส่วนในอุตสาหกรรมการแพทย์มีดังนี้:
- ขนาดเล็ก
- ความแม่นยำสูง
- ข้อกำหนดคุณภาพพื้นผิวระดับสูง
- ข้อกำหนดความสม่ำเสมอสูงสำหรับแต่ละชุดการผลิต
การใช้งานทั่วไป:
- ตัวเชื่อมต่อเครื่องมือผ่าตัด
- เพลาอุปกรณ์ทางการแพทย์
- ตัวเชื่อมต่อสแตนเลสความแม่นยำสูง
- ส่วนประกอบของอุปกรณ์ทดสอบ
การลดจำนวนขั้นตอนการหนีบยึดมีความสำคัญอย่างยิ่งสำหรับอุปกรณ์ทางการแพทย์
3. ชิ้นส่วนยานยนต์และพลังงานใหม่
อุตสาหกรรมยานยนต์ต้องการชิ้นส่วนโลหะจำนวนมากที่สามารถจัดส่งได้อย่างมีประสิทธิภาพและสม่ำเสมอ ตัวอย่างเช่น:
- ตัวเรือนเซ็นเซอร์
- เพลามอเตอร์
- ชิ้นส่วนระบบบังคับเลี้ยว
- ข้อต่อไฮดรอลิก
- ส่วนประกอบของระบบขับเคลื่อนไฟฟ้า
ผลิตภัณฑ์พลังงานใหม่เน้นไปที่:
- ชิ้นส่วนอะลูมิเนียมน้ำหนักเบา
- การผลิตจำนวนมากที่มีความสม่ำเสมอสูง
การกัดและการกลึงสามารถสร้างสมดุลระหว่างประสิทธิภาพและความแม่นยำได้
4. ชิ้นส่วนอากาศยาน
ชิ้นส่วนสำหรับอุตสาหกรรมการบินและอวกาศมักผลิตในปริมาณน้อย แต่มีข้อกำหนดที่เข้มงวด:
- วัสดุที่มีความแข็งแรงสูง
- โครงสร้างที่ซับซ้อน
- ความแม่นยำที่เสถียร
- การผลิตที่ตรวจสอบย้อนกลับได้
ตัวอย่างเช่น:
- ตัวเชื่อมต่อโลหะผสมไทเทเนียม
- บูชความแม่นยำสูง
- ส่วนประกอบโครงสร้างของเครื่องมือ
โครงการประเภทนี้ขึ้นอยู่กับความสามารถทางเทคโนโลยีที่พัฒนาแล้วเป็นอย่างมาก
5. อุปกรณ์อุตสาหกรรมและส่วนประกอบควบคุมของเหลว
ตัวอย่างเช่น:
- ตัวเชื่อมต่อตัววาล์ว
- เพลาแบบปั๊ม
- ตัวเชื่อมต่อระบบแรงดัน
- ชิ้นส่วนที่เข้ากันและปิดผนึก
ชิ้นส่วนประเภทนี้โดยทั่วไปจะมีเกลียว พื้นผิวสำหรับปิดผนึก และโครงสร้างรู ทำให้เหมาะสำหรับการผลิตโดยใช้เครื่องจักรแบบผสมผสาน
6. อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภคและชิ้นส่วนอุปกรณ์ระดับไฮเอนด์
โดยเฉพาะชิ้นส่วนตัวเรือนอะลูมิเนียม เช่น:
- ส่วนประกอบโครงสร้างของกล้อง
- ตัวเรือนหลอดไฟ
- ชิ้นส่วนโลหะสำหรับอุปกรณ์เครื่องเสียง
- ส่วนประกอบอุปกรณ์สื่อสาร
ผลิตภัณฑ์ประเภทนี้โดยทั่วไปจำเป็นต้องมีความคงตัวทางด้านขนาดและมีความสวยงามน่ามอง

คุณค่าของซัพพลายเออร์แบบครบวงจร
โครงการจัดซื้อจัดจ้างจำนวนมากไม่ประสบความสำเร็จ ไม่ใช่เพราะเรื่องราคา แต่เป็นเพราะห่วงโซ่อุปทานที่กระจัดกระจายมากเกินไป
สถานการณ์ทั่วไปคือ:
- หาโรงงานสำหรับกลึงไม้
- หาโรงงานอื่นสำหรับการกัดเซาะ
- การเคลือบผิวถูกว่าจ้างให้บริษัทภายนอกดำเนินการ
- หาบริษัทที่สี่เพื่อทำการทดสอบหรือประกอบชิ้นส่วน
มองเผินๆ แล้วดูเหมือนว่าพวกเขากำลัง “มองหาตัวเลือกที่ถูกที่สุด” แต่ผลลัพธ์ที่แท้จริงมักจะเป็น:
- ต้นทุนการสื่อสารที่เพิ่มขึ้น
- เวลาในการจัดส่งนั้นไม่สามารถควบคุมได้
- ขอบเขตความรับผิดชอบนั้นไม่ชัดเจน
- ปัดความรับผิดชอบเรื่องคุณภาพ
- ประสิทธิภาพความคืบหน้าโครงการต่ำ
นี่จึงเป็นเหตุผลว่าทำไมลูกค้าต่างประเทศจำนวนมากขึ้นเรื่อยๆ จึงนิยมใช้ซัพพลายเออร์แบบครบวงจร จากมุมมองของฝ่ายจัดซื้อ การจัดการซัพพลายเออร์น้อยลงหนึ่งรายมักมีคุณค่ามากกว่าการประหยัดเงินเพียงไม่กี่เซ็นต์ต่อชิ้น
1. ลดต้นทุนการสื่อสารและเพิ่มความเร็วในการตอบสนอง
เมื่อชิ้นส่วนต้องผ่านกระบวนการกลึง การกัด และการปรับสภาพพื้นผิว หากห่วงโซ่อุปทานมีความกระจัดกระจาย การจัดซื้อจัดหาจะต้องมีการสื่อสารแยกต่างหากสำหรับแต่ละชิ้นส่วน
- เวอร์ชั่นภาพวาด
- ข้อกำหนดของกระบวนการ
- มาตรฐานความคลาดเคลื่อน
- ตารางการส่งมอบ
- ข้อกำหนดด้านบรรจุภัณฑ์
- ระยะเวลาจัดส่ง
ความคลาดเคลื่อนใดๆ ในการไหลเวียนของข้อมูลในทุกขั้นตอนอาจนำไปสู่การแก้ไขงานซ้ำหรือความล่าช้าได้ ผู้ให้บริการแบบครบวงจรที่มีการทำงานร่วมกันภายในองค์กรสามารถลดขั้นตอนการสื่อสารและเพิ่มประสิทธิภาพในการตอบสนองได้อย่างมาก
2. การบูรณาการกระบวนการที่ราบรื่นยิ่งขึ้น
เมื่อทำงานร่วมกับซัพพลายเออร์หลายราย ปัญหาที่พบบ่อย ได้แก่:
- ค่าเผื่อขนาดที่ไม่เหมาะสมในกระบวนการก่อนหน้านี้
- ความยากลำบากในการยึดจับระหว่างกระบวนการถัดไป
- ขนาดไม่ตรงตามเกณฑ์ที่กำหนดหลังการปรับสภาพพื้นผิว
- การเสียรูปที่เกิดจากลำดับขั้นตอนการประมวลผลที่ไม่เหมาะสม
ผู้ให้บริการแบบครบวงจรที่มีประสบการณ์จะวางแผนขั้นตอนการทำงานอย่างเป็นระบบตั้งแต่เริ่มต้นโครงการ แทนที่จะให้แต่ละฝ่ายต่างทำในส่วนของตนเอง
3. สามารถควบคุมเวลาในการจัดส่งได้ดียิ่งขึ้น
เมื่อการจัดซื้อจัดจ้างกระจายอำนาจ ความล่าช้าในขั้นตอนใดขั้นตอนหนึ่งอาจทำให้โครงการทั้งหมดล่าช้าไปด้วย
- หลังจากกลึงเสร็จแล้ว ให้รอการกำหนดตารางงานสำหรับการกัดขึ้นรูป
- รอช่วงเวลาที่เหมาะสมสำหรับการปรับสภาพพื้นผิวหลังจากกระบวนการกัดเสร็จสมบูรณ์
- ต้องต่อคิวอีกครั้งหลังจากกลับมาทำงาน
ซัพพลายเออร์แบบครบวงจรสามารถรวมการจัดตารางเวลา ทำให้การส่งมอบสินค้ามีเสถียรภาพมากขึ้น ซึ่งเป็นสิ่งสำคัญอย่างยิ่งสำหรับการพัฒนาผลิตภัณฑ์ใหม่ โครงการผลิตนำร่อง และคำสั่งซื้อเติมสินค้าเร่งด่วน
4. ความรับผิดชอบด้านคุณภาพที่ชัดเจนยิ่งขึ้น
สิ่งที่สร้างความยุ่งยากมากที่สุดเมื่อชิ้นส่วนใดชิ้นหนึ่งทำงานผิดปกติคือ:
- โรงงานกลึงบอกว่าความผิดพลาดเกิดจากกระบวนการกัดขึ้นรูป
- โรงงานแป้งกล่าวว่าขนาดของวัตถุดิบที่นำเข้าไม่ถูกต้อง
- โรงงานเคลือบผิวแจ้งว่าชิ้นส่วนเดิมมีข้อบกพร่อง
ฝ่ายจัดซื้อจัดหามักกลายเป็นผู้ประสานงาน ซึ่งใช้เวลามาก แต่ผู้ให้บริการแบบครบวงจรจะรับผิดชอบการจัดส่งทั้งหมด ทำให้สามารถแก้ไขปัญหาได้โดยตรงมากขึ้น
5. โดยทั่วไปแล้ว ต้นทุนโดยรวมมักจะต่ำกว่า ไม่ใช่สูงกว่า
หลายคนเข้าใจผิดคิดว่าการแบ่งซื้อสินค้าจะประหยัดกว่าเสมอ แต่ความจริงแล้วไม่จำเป็นเสมอไป
ค่าใช้จ่ายแฝง ได้แก่:
- การขนส่งโลจิสติกส์หลายประเภท
- บรรจุภัณฑ์หลายชิ้น
- ถึงเวลาสำหรับการสื่อสารหลายฝ่ายแล้ว
- ค่าใช้จ่ายจากการส่งมอบล่าช้า
- ต้นทุนของข้อบกพร่องด้านคุณภาพ
- การบริหารจัดการต้นทุนแรงงาน
หลังจากคำนวณอย่างรอบด้านแล้ว ห่วงโซ่อุปทานแบบครบวงจรโดยทั่วไปจะคุ้มค่ากว่าในด้านต้นทุน
ความสามารถในการผลิตแบบครบวงจรของ Zhuohua Hardware
เราได้ให้การสนับสนุนอย่างครบวงจรแก่ลูกค้าต่างประเทศมายาวนาน ตั้งแต่การเขียนแบบจนถึงการส่งมอบ ซึ่งรวมถึง:
ความสามารถในการกลึง CNC
- เครื่องกลึง CNC (ประมาณ 100 เครื่อง)
- เครื่องกัด CNC (มากกว่า 300 เครื่อง)
- รองรับการตัดเฉือนแบบ 3 แกน/5 แกน
- การผลิตแบบผสมผสานระหว่างการกลึงและการกัด
กำลังการผลิต
- การสร้างต้นแบบ
- การผลิตทดลองในปริมาณน้อย
- การผลิตขนาดกลางถึงขนาดใหญ่
- บริการจัดส่งรวดเร็ว (เร็วที่สุดภายใน 5 วันทำการ)
ความแม่นยำและคุณภาพ
- การควบคุมความคลาดเคลื่อน ±0.02 มม.
- การตรวจสอบกระบวนการ
- การตรวจสอบขาออก
- เอกสารรับรองคุณภาพสามารถจัดส่งได้เป็นรายโครงการ
วัสดุและการประมวลผลหลังการผลิต
- วัสดุโลหะและพลาสติกกว่า 50 ชนิด
- การชุบอะโนไดซ์
- การพ่นทราย
- การขัดเงา
- การเคลือบผง
- การตกแต่งพื้นผิว เช่น การดึงเส้นลวด
บริษัท Zhuohua Hardware สามารถประเมินความเป็นไปได้ในการผลิต ให้คำแนะนำกระบวนการที่ดีกว่า เสนอราคาอย่างรวดเร็ว และนำเสนอโซลูชันการจัดส่งที่เสถียร โดยอิงตามแบบร่าง ปริมาณ วัสดุ และข้อกำหนดการจัดส่งของคุณ สำหรับลูกค้าแล้ว สิ่งที่สำคัญจริงๆ ไม่ใช่การหาโรงงานที่ราคาต่ำที่สุด แต่เป็นการหาซัพพลายเออร์ที่สามารถส่งมอบผลลัพธ์ได้อย่างสม่ำเสมอ