
В чём разница между фрезерованием на станках с ЧПУ и лазерной резкой?
Эти два процесса часто сравнивают, но они относятся к совершенно разным производственным логикам:
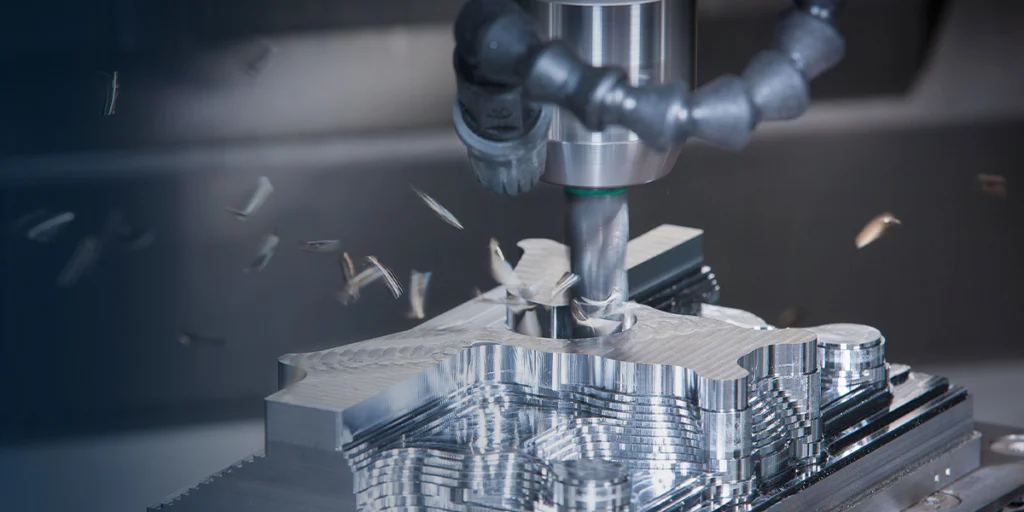
- Фрезерование на станках с ЧПУ : механическое удаление материала (резка).
- Лазерная резка: использование тепловой энергии для плавления/испарения материалов (термическая обработка).
Выбор неправильного компонента — это не просто вопрос стоимости; он может напрямую привести к тому, что детали не будут соответствовать функциональным требованиям.
Принцип обработки
Фрезерование на станках с ЧПУ
Вращая режущий инструмент относительно заготовки, материал срезается слой за слоем:
- Относится к «субтрактивному производству».
- Способна создавать сложные трехмерные структуры.
- Поддерживает многогранную и многоугловую обработку (особенно 5-осевую).
Функции:
- При обработке возникает усилие (которое создает усилие резания).
- Высокие требования к креплению и жесткости.
- Высокая управляемость, подходит для прецизионных деталей.
Лазерная резка
Использование высокоэнергетического лазерного луча для локального нагрева материала, в результате чего он:
- Плавление
- Сгорание
- Или непосредственно испарить
Затем расплавленный материал сдувается вспомогательным газом для образования разреза.
Функции:
- Бесконтактная обработка (без механического воздействия)
- В основном используется для двухмерной резки или резки тонких листов.
- Высокая скорость резки, особенно подходит для контурной обработки.
Применимость материала
Оба процесса позволяют обрабатывать металлы и некоторые неметаллы, но их применение различается.
Материалы, подходящие для фрезерования на станках с ЧПУ.
Оно имеет более широкий спектр применения, особенно в конструктивных и функциональных элементах:
- Алюминиевый сплав
- Нержавеющая сталь
- Низкоуглеродистая сталь/легированная сталь
- Титановый сплав
- Латунь / Медь
- Конструкционные пластмассы ( ПОМ , АБС , нейлон и др.)
Преимуществами являются:
- Может обрабатывать толстые материалы.
- Способен создавать сложные геометрические структуры.
- Обеспечивает точный контроль размеров.
Материалы, пригодные для лазерной резки
Больше склоняется к обработке листовых материалов:
- пластина из углеродистой стали
- Лист из нержавеющей стали
- Алюминиевая пластина (с ограничением мощности)
- Акрил/Дерево (неметаллическое)
Ограничение заключается в следующем:
- Толщина ограничена (особенно для металлов).
- Обработка материалов с высокой отражательной способностью (таких как медь и алюминий) представляет собой более сложную задачу.
- Не подходит для обработки трехмерных структур.

Сравнение точности и качества поверхности
В реальных решениях о закупках вопрос «возможно ли это сделать» — лишь первый шаг. Более важный вопрос обычно звучит так:
- Могут ли размеры постоянно соответствовать стандартам?
- Соответствует ли поверхность требованиям к сборке или внешнему виду?
- Требуется ли какая-либо дополнительная процедура для коррекции?
Различия между фрезерованием с ЧПУ и лазерной резкой в этих двух аспектах являются одним из ключевых факторов при выборе.
Допуски
Оба процесса позволяют получить результаты, которые «кажутся точными», но стабильность и верхний предел этой точности совершенно различны.
Возможность фрезерования с ЧПУ с заданными допусками
Точность фрезерования на станках с ЧПУ обеспечивается системой механического управления:
- Положение управления сервосистемой
- Траектории движения инструмента могут быть точно повторены.
- Может подвергаться многократным корректировкам и обработке.
В рамках отлаженных процессов к общим возможностям относятся:
- Стандартный допуск: ±0,02 мм
- Ключевые локальные параметры: могут быть дополнительно ужесточены.
Что еще более важно, его точность контролируема и воспроизводима, что делает его пригодным для:
- Сборочные детали
- Соединительные детали (например, соединение вала и отверстия)
- Функциональные структурные компоненты
Допуски лазерной резки
На точность лазерной резки влияют следующие факторы:
- Зона теплового воздействия
- Толщина материала
- Мощность и скорость лазера
Типичные ситуации:
- Тонкие пластины обладают высокой точностью.
- Точность печати толстых пластин значительно снижается.
- По краям может наблюдаться незначительное оплавление или сужение.
В типичных случаях применения:
- Управляемые габаритные размеры
- Однако он не подходит для задач высокоточной сборки.
Требования к постобработке
Помимо точности, часто упускается из виду еще один момент: требуется ли дополнительная обработка после механической обработки деталей? Это напрямую влияет на общую стоимость и сроки поставки.
Состояние после фрезерования на станке с ЧПУ.
После завершения фрезерования на станке с ЧПУ деталь, как правило, приближается к своему окончательному состоянию:
- Шероховатость поверхности поддается контролю.
- Размеры соответствуют проектным требованиям.
- Требуется лишь незначительная зачистка или простая обработка.
Для приобретения комплектующих с высокими требованиями вы также можете обратиться напрямую по следующему адресу:
- Полировка
- Анодирование
- Обработка поверхности, например, гальваническое покрытие.
Весь процесс в целом контролируем и предсказуем.
Состояние после лазерной резки
После лазерной резки края обычно имеют следующие особенности:
- Шлак
- Микрофрезы
- Изменение цвета или затвердевание, вызванное нагреванием.
Таким образом, к распространенным методам постобработки относятся:
- Полировка
- Удаление заусенцев
- Вторичная обработка (например, сверление и нарезание резьбы)
Это означает, что лазерная резка часто является лишь «первым этапом», а не заключительным этапом производства.

Экономическая и производственная эффективность
Многие считают, что лазерная резка дешевле и быстрее. Однако это утверждение справедливо только при «конкретных условиях», а ситуация значительно усложняется, когда дело доходит до реального проекта.
Ключевым моментом является не отдельный процесс, а общая стоимость и время всей производственной цепочки.
Прототипирование против массового производства
Эти два сценария производства оказывают очень существенное влияние на выбор технологического процесса.
Этап создания прототипа
При мелкосерийном или даже единичном производстве логика принятия решений обычно такова:
- Можно ли быстро проверить работоспособность конструкции?
- Следует ли уменьшить первоначальные инвестиции?
- Следует ли сократить цикл доставки?
В этом контексте преимуществами лазерной резки являются:
- Сложное программирование не требуется.
- Короткое время на подготовку
- Подходит для быстрого вырезания простых контуров.
- Более низкая стоимость (особенно для 2D-деталей)
Однако это исходит из предположения, что сама деталь имеет простую структуру и представляет собой лишь контур листового металла.
Когда деталь обладает следующими характеристиками:
- Требуется высокая точность позиционирования отверстия.
- Имеет ступени или полости
- Требуется проверка сборки.
Фрезерование на станках с ЧПУ — более прямой способ:
- Завершите создание окончательной конструкции за один шаг.
- Избегайте последующей вторичной обработки.
- Ближе к реальному применению
Массовое производство (Производство)
С началом этапа серийного производства логика принятия решений полностью изменится.
В центре внимания оказывается:
- себестоимость единицы продукции
- Стабильность
- Последовательность
Преимущества лазерной резки в массовом производстве:
- Чрезвычайно высокая эффективность для деталей из тонколистового металла.
- Низкая себестоимость единицы продукции
- Высокая степень автоматизации
Применимо к:
- Конструкционные элементы из листового металла
- Детали оболочечного типа
- Крупномасштабное производство контурных деталей
Преимущества фрезерования на станках с ЧПУ в серийном производстве:
- Сложные конструкции можно возвести за один раз.
- Стабильная точность и высокая воспроизводимость.
- Сокращение количества процессов (отсутствие необходимости в многочисленных комбинациях процессов)
Это особенно выгодно в следующих ситуациях:
- Многогранные обработанные детали
- Высокоточные сопрягаемые детали
- Функциональные ключевые компоненты
Сравнение реальных сценариев применения
Рассмотрение только принципов и параметров легко может привести к теоретически правильным, но практически неверным решениям. Более эффективный подход — начать непосредственно с практического сценария применения. Различные процессы не являются взаимоисключающими; скорее, каждый из них имеет свои четко определенные границы применения.
1. Типичные сценарии, подходящие для фрезерования на станках с ЧПУ.
Когда деталь обладает «функциональными характеристиками», фрезерование на станке с ЧПУ почти всегда является вариантом по умолчанию.
К общим характеристикам относятся:
- Трехмерная структура (ступеньки, полости, изогнутые поверхности)
- Многогранные требования к обработке
- Строгие допуски (для сопрягаемых деталей)
- Требуется последующая сборка или функция несущей способности.
Типичные области применения:
- Механические конструктивные элементы (кронштейны, соединители, основания)
- Компоненты робота (корпуса шарниров, монтажные пластины)
- Детали медицинских изделий (высокоточные компоненты)
- Аэрокосмические компоненты (легкие сложные конструкции)
Эти детали обладают общими характеристиками: геометрической сложностью, чувствительностью к точности и функциональной направленностью.
В данной ситуации лазерная резка незаменима и может использоваться только в качестве вспомогательного метода резки материалов.
2. Типичные сценарии, подходящие для лазерной резки.
Лазерная резка больше подходит для деталей, где «приоритетом является форма».
Общие характеристики:
- В основном основано на двухмерных контурах.
- Тонкий
- Не включает сложные трехмерные структуры.
- Относительно мягкие требования к точности.
Типичные области применения:
- Корпус из листового металла
- Панели/Декоративные элементы
- Опорная пластина, монтажная пластина
- Вывески, несущие панели
Основное требование к этим приложениям:
- Быстрое прототипирование
- контроль затрат
- Стабильность партии
3. Сценарии, в которых эти два процесса используются в сочетании.
Во многих реальных проектах речь идет не о выборе одного или другого варианта, а об использовании их комбинации.
Например:
- Сначала с помощью лазерной резки завершите контур листового материала.
- Затем выполнить чистовую обработку с помощью станков с ЧПУ (отверстия, шпоночные поверхности).
Такое сочетание чаще встречается в следующих ситуациях:
- Структура средней сложности
- Экономически целесообразный, но все же требующий определенного уровня точности метод.
- Большая партия
4. Метод практической оценки
На начальных этапах проекта для быстрого определения следующих моментов можно использовать следующие вопросы:
- Участвует ли эта деталь в сборке?
- Существуют ли какие-либо требования к допустимым отклонениям?
- Имеет ли оно множество граней или внутреннюю структуру?
Если большинство ответов «да», то следует отдать приоритет фрезерованию на станках с ЧПУ.
Если ответ в основном «нет», и деталь представляет собой контур из листового металла, лазерная резка обычно более эффективна.

Как выбрать подходящего поставщика
Выбор правильного процесса решает лишь половину проблемы. На результат действительно влияет способность поставщика надежно внедрить решение.
Вы можете судить непосредственно по этим трем параметрам:
1. Обладает ли оно возможностями многопроцессной обработки?
Если поставщик может выполнять только один процесс, то предлагаемое решение часто оказывается «ограниченным».
В реальных проектах мы используем следующий подход:
- Предлагаются услуги как фрезерования с ЧПУ (3-осевое/5-осевое), так и токарной обработки с ЧПУ.
- Выбирайте оптимальный процесс, исходя из структуры детали, а не из фиксированного пути.
- В сложных проектах приоритет следует отдавать сокращению процессов и снижению общих затрат.
Это означает:
- Нет необходимости координировать действия между множеством поставщиков.
- Более короткая производственная цепочка, более контролируемые сроки доставки.
2. Обладает ли компания возможностями инженерной поддержки?
Сама по себе обработка данных не представляет сложности; трудности заключаются в первоначальной оценке.
Наш процесс выглядит следующим образом:
- Перед предоставлением коммерческого предложения необходимо провести анализ технологичности производства (DFM).
- Проактивно выявляйте потенциальные риски в конструкции (например, чрезмерно жесткие допуски или сложные в изготовлении конструкции).
- Предлагайте конкретные, действенные рекомендации по оптимизации (а не просто указывайте на проблемы).
Во многих проектах этот шаг может:
- Сокращение ненужных затрат на обработку.
- Избегайте повторных исправлений в дальнейшем.
- Предотвращение рисков, связанных с качеством.
3. Обладает ли компания стабильными производственными мощностями и системой контроля качества?
Возможность производить один экземпляр товара не гарантирует стабильного серийного производства.
Фактическая конфигурация наших мощностей:
- Более 300 станков с ЧПУ (поддерживающих массовое производство)
- Точность контроля: ±0,02 мм
- Охватывает более 50 металлов и конструкционных пластмасс.
- Полное технологическое и заключительное контрольное обследование.
Ключевым моментом является не просто «достижение требуемой точности», а скорее: последовательное и стабильное достижение требуемой точности в массовом производстве.
Если вы хотите контролировать затраты и сроки поставки, обеспечивая при этом точность, загрузите свои чертежи САПР, и мы предоставим вам коммерческое предложение, рекомендации по оптимизации процесса и план поставки в течение 24 часов.