Stainless steel is one of the most common engineering materials in modern manufacturing, and it is widely used in medical, food equipment, automation, aerospace and industrial machinery.
However, for many manufacturers, stainless steel is also one of the materials most prone to being cut, overheating, and causing processing problems.
Compared to aluminum alloys, stainless steel has higher strength, lower thermal conductivity, and more pronounced work hardening properties, which means:
- Tools wear out faster
- It is harder to dissipate heat
- Surface quality is more difficult to stabilize
- More sensitive to processing parameters
Therefore, successful milling of stainless steel depends not only on equipment, but also on process experience, tooling strategy, and stable machining control.
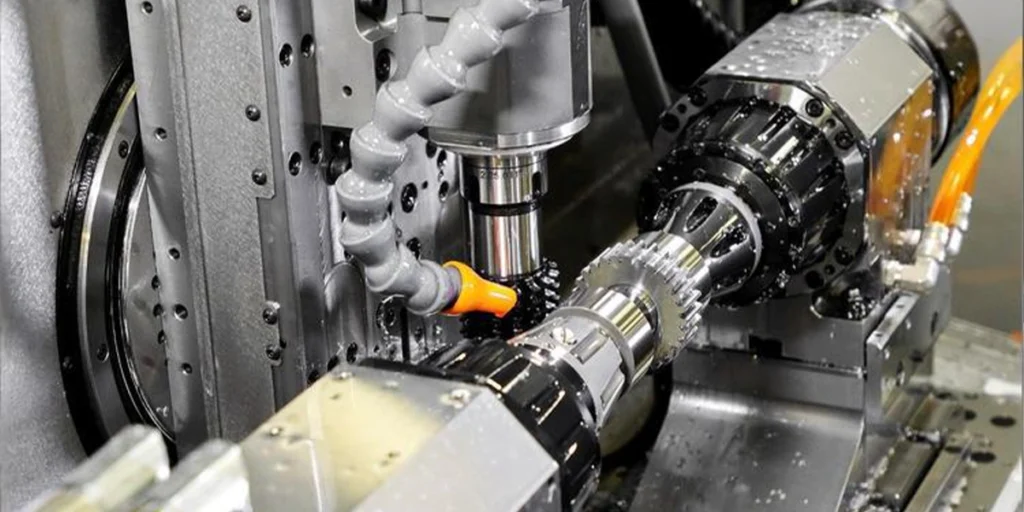
Stainless steel CNC machining services to global clients , including materials such as 304, 316, 303, 17-4PH and 416, supporting 3-axis and 5-axis precision machining, suitable for a variety of projects from rapid prototyping to mass production.
Why is stainless steel difficult to process?
Significant work hardening
One of the most typical problems with stainless steel is that it is prone to work hardening.
Simply put: when the cutting tool is unstable, the surface of the material will harden rapidly instead of being removed normally.
This will lead to:
- Subsequent cutting difficulties increase
- Increased tool wear
- Surface quality deteriorates
- Unstable dimensional accuracy
This phenomenon is particularly common in the processing of 304 and 316 stainless steel.
Therefore, stainless steel processing typically requires:
- Stable continuous cutting
- Reasonable feed rate
- Avoid repeated friction of the cutting tool against the workpiece surface
For inexperienced processing plants, work hardening often directly leads to tool chipping or workpiece scrap.
Poor thermal conductivity
Compared to aluminum alloys, stainless steel has lower thermal conductivity.
This means that a large amount of heat generated during the cutting process cannot be quickly dissipated from the workpiece.
The final result is:
- Heat is concentrated at the tip of the blade.
- Tool temperature rises rapidly
- Tool life is significantly shortened
Especially during high-speed machining or deep cavity machining, insufficient cooling can easily lead to the following problems:
- Shaodao
- Workpiece discoloration
- Rough surface
- Size drift
Therefore, stainless steel machining places higher demands on coolant, cutting parameters, and tool coating.
High material strength
Stainless steel typically has high mechanical strength and toughness.
While this results in better durability, it also means:
- Greater cutting resistance
- Higher spindle load
- More prone to vibration
The problem of oscillation is particularly noticeable when machining thin-walled parts or long overhanging structures.
This is why high-precision stainless steel machining typically requires:
- More stable equipment
- Higher rigidity clamps
- More optimized toolpaths
At Zhuohua Hardware, we optimize toolpaths and clamping schemes based on different stainless steel materials and part structures to reduce vibration risks and improve machining stability.
The tool wears out faster.
Elements such as nickel and chromium in stainless steel can significantly increase the wear rate of cutting tools.
Especially in the following situations:
- High-speed machining
- Long-term continuous processing
- Deep cavity machining
- Machining with small diameter cutting tools
If the wrong cutting tool is chosen, the following problems can easily occur:
- Chipped corners of the cutting tool
- Cutting edge dulling
- Surface tear
- Increased burrs
Therefore, stainless steel processing is not only a matter of equipment capability, but also a matter of process experience.
For suppliers who have a long history of processing stainless steel parts, a mature system is usually established:
- Tool life database
- Parameter optimization experience
- Processing stability standards
This is also one of the key differences between professional stainless steel CNC machining plants and ordinary machining plants.
Knife Selection Tips
Carbide cutting tools are preferred.
In stainless steel machining, carbide tools are currently the most mainstream choice.
Compared to high-speed steel cutting tools, cemented carbide tools have the following advantages:
- Higher hardness
- Enhanced heat resistance
- More stable cutting performance
- Longer tool life
Especially in the machining of 304 and 316 stainless steel, carbide tools can significantly reduce tool wear and work hardening problems.
For high-precision parts machining, we usually base our decisions on:
- Component structure
- Material grade
- Processing depth
- Surface roughness requirements
Choose different types of tool geometries.
Tool coating is very critical
During stainless steel machining, a large amount of heat is concentrated in the cutting area. Therefore, the tool coating not only affects tool life but also directly impacts machining stability.
Common coatings include:
- TiAlN coating: suitable for high-speed cutting and high-temperature environments.
- AlTiN coating: Improved heat resistance, suitable for continuous processing.
- DLC coating: Suitable for some parts with high surface quality requirements.
The right tool coating can help:
- Reduce friction
- Reduces fibroids
- Improve surface quality
- Extend tool life
Rigidity is more important than sharpness in cutting tools
Many people believe that machining stainless steel requires “extremely sharp” tools, but in reality, for most stainless steel machining, tool rigidity is often more important than extreme sharpness.
The reason is that stainless steel has a relatively high cutting force, and if the tool rigidity is insufficient, it is prone to the following problems:
- Vibrating knife
- Broken Blade
- Size instability
Especially in long-tool machining or deep-cavity machining, the following is required:
- Shorten the blade extension length
- Improve tool holder stability
- Reduce machining vibration
Different processes require different tooling strategies.
The choice of cutting tools for roughing and finishing is usually completely different.
roughing :
- Chip removal capability
- Removal efficiency
- Tool strength
finishing:
- Surface quality
- Dimensional stability
- Small cutting quantity control
In actual production, we typically do not use the same tool to complete all processes. Especially in the production of high-precision stainless steel parts, a reasonable division of labor for tools can significantly improve machining stability and yield.
Rotational speed (RPM) and feed rate settings control
Why parameter control is so important
In stainless steel machining, cutting parameters are often more important than the equipment itself.
Many processing problems, such as:
- Short tool life
- Rough surface
- Workpiece heating
- Severe burrs
- Size instability
Essentially, they are all related to unreasonable settings of rotational speed (RPM) and feed rate.
Because stainless steel is prone to work hardening, a stable cutting process must be maintained during machining, rather than allowing the tool to “rub” against the material surface.
For 304 and 316 stainless steel, if the rotation speed is too high and the feed rate is too low, although the cutting tool may appear to cut more lightly, it will actually generate heat quickly and cause work hardening, which will ultimately increase tool wear.
Higher RPM is not necessarily better.
Many customers believe that high-speed machining is necessarily more efficient, but in stainless steel machining, high speed often means higher temperature.
Especially in:
- Deep cavity machining
- Small tool processing
- Long-term continuous processing
If heat cannot be dissipated in time, the following may occur:
- Tool burnout
- Surface has a bluish tint
- Workpiece thermal deformation
- Rapid tool dulling
Therefore, stainless steel processing usually emphasizes stability rather than simply pursuing high speeds.
Professional processing plants usually base their operations on:
- Material grade
- Tool diameter
- Depth of cut
- Tool coating
Adjust parameters dynamically, rather than using fixed standards.
Too low a feed rate is actually more dangerous
This is the most common problem in many non-professional processing processes.
Many operators deliberately reduce the feed rate to “protect the cutting tool,” but in reality, stainless steel is more susceptible to damage from “light cutting.”
This is because when the cutting thickness is insufficient, the tool will rub against the material surface more than effectively cut the material.
The result is:
- More severe work hardening
- Heat accumulates faster
- Shorter tool life
Therefore, a reasonable cutting load is very important in stainless steel machining.
At Zhuohua Hardware, we establish corresponding parameter databases for different stainless steel materials and optimize the combination of roughing and finishing parameters to improve machining efficiency and tool stability while ensuring accuracy.
The parameters for roughing and finishing are different.
The roughing stage typically focuses more on material removal efficiency, therefore it employs the following methods:
- Greater cutting depth
- Higher feed
- More stable chip removal
The finishing stage focuses more on:
- Surface roughness
- Dimensional accuracy
- Edge quality
Therefore, the parameters will be more conservative.
For high-precision stainless steel parts, we usually separate roughing and finishing processes completely to reduce thermal deformation and improve dimensional consistency.

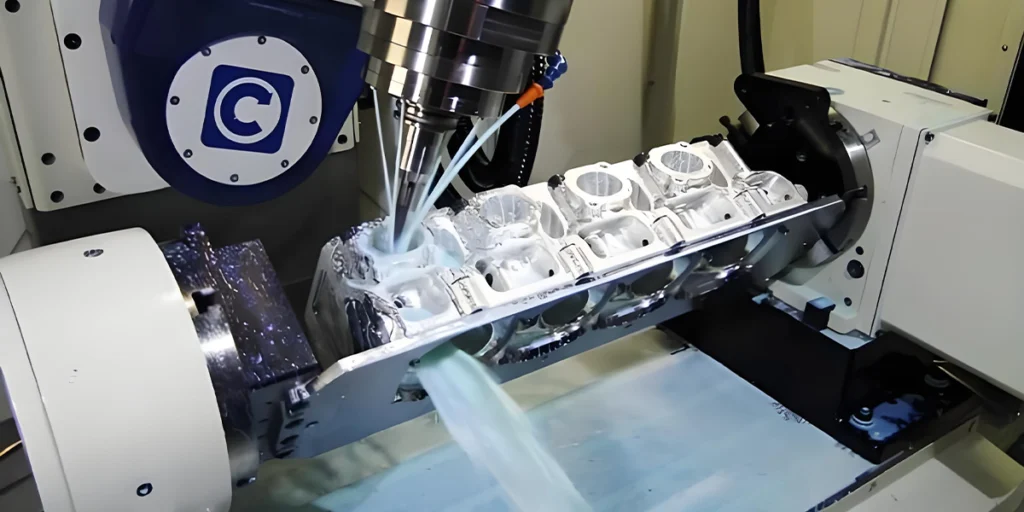
The importance of coolant
Stainless steel processing relies heavily on cooling.
Because stainless steel has low thermal conductivity, a large amount of heat will be concentrated in the cutting tip area, so the role of coolant in machining is very critical.
Coolant is not only for cooling, but more importantly:
- Reduce friction
- Improves dandruff removal
- Reduces fibroids
- Improve surface quality
- Extend tool life
Especially in the machining of 316 stainless steel, if cooling is insufficient, tool life may be significantly reduced.
Cooling method affects processing stability
Different processing scenarios typically require different cooling strategies.
Standard external cooling
- Conventional contour processing
- Processing in open areas
It has a lower cost, but the cooling effect in the deep cavity area is limited.
High-pressure cooling
- Deep hole machining
- Deep cavity machining
- High-speed machining
It can more effectively remove heat and chips.
Internal cooling tools
It is becoming increasingly common in high-precision stainless steel machining.
Especially in the machining of small and deep holes, internal cooling can significantly improve stability.
What problems can occur due to insufficient cooling?
Common problems caused by insufficient coolant flow or improper spray positioning include:
- Surface burns
- Workpiece discoloration
- Tool breakage
- Chip clogging
- Size drift
For complex stainless steel parts, these issues directly affect the yield rate.
Therefore, established stainless steel processing suppliers typically optimize for different materials and processes:
- Coolant type
- Concentration ratio
- Jet direction
- Flow control
Instead of simply using a uniform solution.

How to reduce tool wear
Tool wear cannot be completely avoided.
In stainless steel processing, tool wear is a normal phenomenon. The key is not to “completely prevent wear”, but to make the wear more stable and controllable.
Truly mature processing techniques typically involve key control measures:
- Tool life stability
- Batch consistency
- Surface quality stability
Unstable tool wear is often more dangerous than normal wear.
Maintain stable cutting conditions
One of the most crucial methods to reduce tool wear is to avoid unstable cutting:
- Frequent intermittent cutting
- Tool vibration
- Cutting load fluctuation
Both will accelerate tool wear.
Therefore, in actual processing, we usually do it by:
- Optimize toolpath
- Reduce sharp turns
- Control the depth of cut
- Improve fixture stability
To reduce cutting impact.
Chip removal capability is crucial
Many tool failures are not actually due to the cutting process itself, but rather to chip problems.
If the chips cannot be removed in time, the following problems may occur:
- Secondary cutting
- Overheating of the cutting tool
- Surface scratches
- Chipped edge of the knife
Especially in deep cavity machining, chip removal capability directly affects machining stability.
Therefore, stainless steel processing usually tends to use:
- Large-capacity chip groove cutting tools
- More optimized toolpath
- High-pressure cooling aid for chip removal
Tool management determines batch stability
For mass production of stainless steel parts, a tool management system is very important.
Specialized processing plants are usually established as follows:
- Tool life record
- Tool changing standards
- Parameter database
- Processing monitoring mechanism
This can prevent the quality of the entire batch of products from being affected by a single malfunctioning tool.
At Zhuohua Hardware, we have a long history of machining precision stainless steel parts for projects in the medical , industrial automation , and Robot Automation . For different materials and part structures, we conduct DFM analysis and process optimization in advance to help customers reduce machining risks and overall manufacturing costs while ensuring precision.