CNC-Bearbeitungsverfahren für Edelstahl
Die CNC-Bearbeitung von Edelstahl ist nicht so einfach wie das bloße „Zerschneiden von Materialien“. Bei hochpräzisen Teilen beeinflusst jeder Schritt, von der Materialauswahl und Prozessplanung bis zur Endkontrolle, direkt die Genauigkeit, die Oberflächenqualität und die Produktionskosten des Teils.
Aufgrund seiner hohen Festigkeit, Hitzebeständigkeit und Kaltverfestigungseigenschaften ist Edelstahl deutlich schwieriger zu verarbeiten als Aluminium und normaler Stahl. Daher erfordern ausgereifte Edelstahlverarbeitungsprojekte in der Regel erfahrene Ingenieurteams und stabile Verarbeitungsanlagen.
Bei Zhuohua Hardware bieten wir seit langem CNC-Bearbeitungsdienstleistungen für Edelstahl für die Industrieanlagen-, Medizin-, Automatisierungs- und Robotikbranche an und unterstützen die Fertigung aus einer Hand – von der schnellen Prototypenerstellung bis zur Massenproduktion.
Zeichnungsanalyse und DFM-Bewertung
Alle Projekte beginnen typischerweise mit 3D-Zeichnungen.
Das Ingenieurteam wird zunächst eine Bewertung durchführen:
- Materialart
- Toleranzanforderungen
- Anforderungen an die Oberflächenbehandlung
- Strukturelle Komplexität
- Machbarkeit der Klemmung
Bei Edelstahlteilen ist die DFM (Herstellungsanalyse) von großer Bedeutung.
Denn viele Konstruktionen sind zwar theoretisch machbar, können aber bei der tatsächlichen Fertigung auf Probleme stoßen:
- Werkzeuginterferenzen
- Deformationsrisiko
- Die Bearbeitung tiefer Kavitäten ist schwierig.
- Die Bearbeitungszeit ist zu lang
- Die Kosten sind deutlich gestiegen
Professionelle Lieferanten bieten in der Regel vor Produktionsbeginn Optimierungsvorschläge an, um Kunden dabei zu helfen, Risiken und Verarbeitungskosten zu reduzieren.
Materialvorbereitung
Unterschiedliche Edelstahlsorten haben direkten Einfluss auf die nachfolgende Verarbeitungstechnologie.
Gängige Werkstoffe sind: Edelstahl 303, Edelstahl 304, Edelstahl 316 und Edelstahl 416.
In der tatsächlichen Produktion werden wir unsere Entscheidungen auf folgender Grundlage treffen:
- Festigkeitsanforderungen
- Korrosive Umgebungen
- Nutzungsdauer
- Oberflächenanforderungen
Wir helfen unseren Kunden, das am besten geeignete Edelstahlmaterial auszuwählen, und nicht nur das „teuerste“.

CNC-Programmierung und Prozessplanung
Nach Abschluss der Materialprüfung beginnt der Ingenieur mit der CAM-Programmierung.
In dieser Phase wird Folgendes entschieden:
- Werkzeugweg
- Verarbeitungssequenz
- Drehzahl und Vorschub
- Werkzeugtyp
- Kühlstrategie
Bei der Verarbeitung von Edelstahl ist die Prozessplanung wichtiger als bei der Verarbeitung von unedlen Metallen.
Weil Edelstahl anfällig ist für:
- Arbeitshärtung
- Schneller Werkzeugverschleiß
- Wärmestau
- Oberflächenriss
Ist der Prozess nicht ordnungsgemäß konzipiert, lässt sich selbst bei hochpräzisen Anlagen keine gleichbleibende Qualität erzielen.
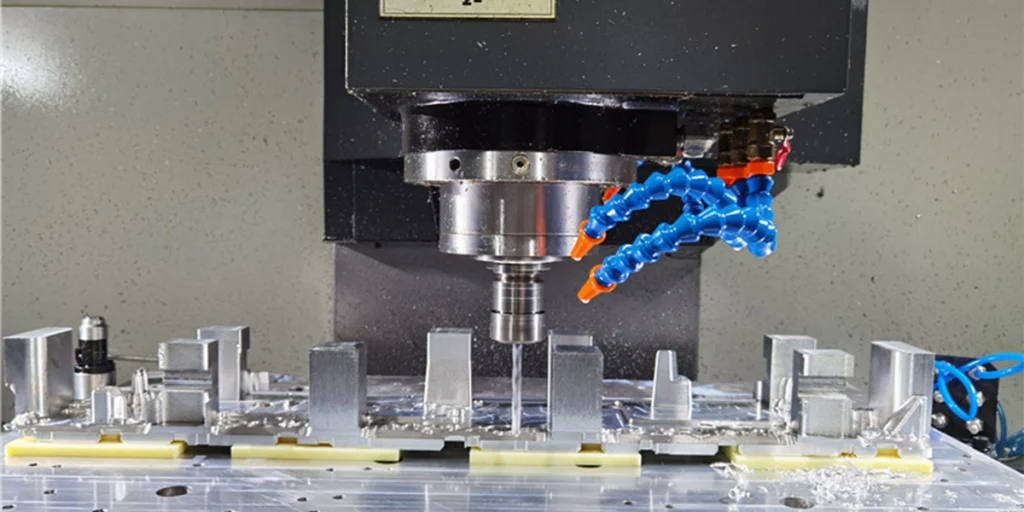
CNC-Bearbeitungsstufe
Nach Abschluss der Programmierung gehen die Teile in die eigentliche Bearbeitungsphase über.
Je nach Aufbau der Teile können folgende Aspekte relevant sein:
- CNC-Drehen
- CNC-Fräsen
- Bohren und Gewindeschneiden
- Mehrachsige Verbundbearbeitung
Zhuohua-Hardware-Support:
- 3-Achs-CNC-Fräsen
- 3+2-Achs-Bearbeitung
- 5-Achs-Gelenkbearbeitung
- Präzisions-CNC-Drehen
Sie erfüllt die Bearbeitungsanforderungen komplexer Edelstahlteile. Gleichzeitig reduzieren wir bei Hochpräzisionsprojekten üblicherweise die Anzahl der Spannvorgänge, um die Maßhaltigkeit und Positioniergenauigkeit zu verbessern.
Oberflächenbehandlung und Nachbehandlung
Nach der Bearbeitung von Edelstahlteilen werden diese üblicherweise einer Nachbearbeitung unterzogen.
Gängige Verfahren umfassen:
- Entgraten
- Polieren
- Sandstrahlen
- Drahtzeichnung
- Elektropolieren
- Passivierungsbehandlung
Insbesondere bei medizinischen, Lebensmittel- und High-End-Industrieteilen beeinflusst die Oberflächenbehandlung die Leistung des Endprodukts unmittelbar.
Qualitätsprüfung und Versand
Der letzte Schritt ist die Qualitätskontrolle.
Der Inhalt der Inspektion umfasst typischerweise Folgendes:
- Maßtoleranzen
- Genauigkeit der Lochposition
- Oberflächenrauheit
- Aussehensqualität
- Montageprüfung
Für Präzisionsbauteile aus Edelstahl können wir diese gemäß den Projektanforderungen liefern:
- Größeninspektionsbericht
- Belege
- Qualitätsdokumente
Sicherstellen, dass die Teile den Kundenzeichnungen und den branchenüblichen Standards entsprechen.

Der Unterschied zwischen Drehen, Fräsen und Bohren
Bei der CNC-Bearbeitung von Edelstahl eignen sich unterschiedliche Bearbeitungsverfahren für verschiedene Bauteilstrukturen. Viele Kunden sind sich zu Beginn eines Projekts unsicher, ob sie Drehen oder Fräsen anwenden sollen. Daher ist es entscheidend, die Unterschiede zwischen diesen Verfahren zu verstehen.
Professionelle Verarbeitungsanlagen basieren ihre Betriebsabläufe in der Regel auf Folgendem:
- Komponentenstruktur
- Genauigkeitsanforderungen
- Kostenziel
- Losgröße
Helfen Sie Ihren Kunden, eine besser geeignete Verarbeitungslösung auszuwählen.
CNC-Drehen
Das CNC-Drehen wird hauptsächlich zur Bearbeitung rotationssymmetrischer Teile eingesetzt.
Während der Verarbeitung:
- Werkstückrotation
- Werkzeugbewegung und Schneiden
Dieses Verfahren eignet sich besonders für:
- Wellenartige Teile
- Anschluss
- Buchse
- Gewindeteile
- Zylindrische Strukturbauteile
Vor- und Nachteile des CNC-Drehens
Vorteile des CNC-Drehens
- Hohe Bearbeitungseffizienz: Bei runden Teilen ist das Drehen in der Regel schneller als das Fräsen.
- Stabile Dimensionskonstanz: besonders geeignet für die Massenproduktion.
- Ausgezeichnete Oberflächenqualität: geeignet für Präzisionspassteile.
Grenzen des CNC-Drehens
- Komplexe Oberflächen
- Facettenreiche Struktur
- Eigenschaften tiefer Hohlräume
Daher müssen viele komplexe Teile durch eine Kombination aus Fräsen fertiggestellt werden.
CNC-Fräsen
Beim CNC-Fräsen geht es im Wesentlichen um das Bearbeiten eines stationären Werkstücks mit einem rotierenden Schneidwerkzeug.
Dieses Verfahren eignet sich besser für:
- Komplexe Form
- Vielschichtige Verarbeitung
- Hohlraumstruktur
- Unregelmäßig geformte Teile
Vor- und Nachteile des CNC-Fräsens
Vorteile des CNC-Fräsens
- Geeignet für komplexe Strukturen: Kann mehr geometrische Merkmale verarbeiten.
- Erweiterte Mehrachsen-Fähigkeiten: Die 5-Achs-Bearbeitung reduziert die Anzahl der erforderlichen Aufspannungen.
- Hohe Flexibilität: geeignet für die Entwicklung von Prototypen und komplexen Bauteilen.
Herausforderungen beim CNC-Fräsen
Im Vergleich zum Drehen ist das Fräsen von Edelstahl typischerweise folgendes:
- Werkzeuge verschleißen schneller
- Längere Bearbeitungszeit
- Höherer Kaloriengehalt
Deshalb werden höhere Anforderungen an die Stabilität der Anlagen und die Prozesserfahrung gestellt.
Bohren und Gewindeschneiden
Bohren dient zur Herstellung von Lochstrukturen. Gewindeschneiden dient zur Herstellung von Innengewinden.
Auch wenn es wie ein einfacher Prozess erscheinen mag, ist die Lochbearbeitung oft einer der problematischsten Schritte bei der Edelstahlverarbeitung.
Insbesondere in:
- Tiefes Loch
- Kleines Loch
- Hochpräzisionsgewinde
Während der Verarbeitung treten mit hoher Wahrscheinlichkeit folgende Probleme auf:
- Zerbrochenes Schwert
- Kletten
- Abweichung der Lochposition
- Beschädigte Gewinde
Daher sind eine stabile Kühllösung und eine geeignete Werkzeugstrategie von entscheidender Bedeutung.

Strategien für das Schruppen und Schlichten
Bei der CNC-Bearbeitung von Edelstahl werden Schruppen und Schlichten üblicherweise in zwei unabhängige Arbeitsgänge unterteilt. Hauptziel ist es, eine höhere Maßgenauigkeit und Oberflächenqualität bei gleichzeitiger Gewährleistung der Bearbeitungseffizienz zu erreichen.
Da Edelstahl zur Kaltverfestigung neigt, führt die direkte Durchführung hochpräziser Bearbeitungsschritte in einem Arbeitsgang häufig zu Folgendem:
- Erhöhter Werkzeugverschleiß
- Instabile Oberflächenqualität
- Erhöhte Dimensionsabweichung
- Lokale Verformung von Teilen
Daher wenden spezialisierte Verarbeitungsanlagen typischerweise eine stufenweise Verarbeitungsstrategie an.
Vorschruppen
Ziel des Schruppens ist es, Material schnell abzutragen.
Diese Phase konzentriert sich stärker auf Folgendes:
- Verarbeitungseffizienz
- Materialabtragsrate
- Werkzeugstabilität
Ein gewisser Bearbeitungszuschlag wird üblicherweise für die anschließende Endbearbeitung reserviert.
Bei der Bearbeitung von Edelstahl ist die Wärmekontrolle beim Schruppen der kritischste Faktor. Da Edelstahl eine geringe Wärmeleitfähigkeit aufweist, konzentriert sich die Schnittwärme tendenziell im Werkzeugbereich und erfordert daher eine präzise Steuerung.
- Schnittgeschwindigkeit
- Vorschubgeschwindigkeit
- Kühlmitteldurchflussrate
- Werkzeugkontaktzeit
Bei großen Edelstahlbauteilen verwenden wir üblicherweise ein schichtweises Schneidverfahren, um innere Spannungsänderungen im Material zu reduzieren und das Risiko einer nachfolgenden Verformung zu minimieren.
Abschluss
Die Endbearbeitung dient hauptsächlich dazu, die endgültigen Abmessungen, Toleranzen und die Oberflächenqualität zu erreichen.
Diese Phase wird sich stärker auf Folgendes konzentrieren:
- Größenkonsistenz
- Oberflächenrauheit
- Kantenqualität
- Montagegenauigkeit
Bauteile für medizinische Anlagen, Automatisierungstechnik und High-End-Industrieanlagen stellen besonders hohe Anforderungen an die Präzisionsbearbeitungsstabilität.
Zur Verbesserung der Verarbeitungsqualität arbeiten spezialisierte Fabriken typischerweise mit folgenden Methoden:
- Verwenden Sie schärfere Messer
- Reduziere die Schnittlast
- Vibrationen reduzieren
- Verringert den Bedarf an sekundärer Klemmung
Bei Zhuohua Hardware passen wir die Bearbeitungsparameter an die Eigenschaften der verschiedenen Edelstahlsorten an. So verwenden wir beispielsweise für die Edelstahlsorten 304, 316 und 416 unterschiedliche Werkzeugstrategien und Bearbeitungswege, um eine gleichbleibende Chargenqualität zu gewährleisten.
Warum Prozesserfahrung wichtig ist
Die Bearbeitung von Edelstahl ist nicht allein eine Frage der Maschinenparameter. Oftmals sind es die Erfahrung und das Urteilsvermögen des Ingenieurs, die die Qualität der Teile maßgeblich beeinflussen.
- Materialeigenschaften
- Werkzeuglebensdauer
- Wärmeverformung
- Verarbeitungssequenz
Aus diesem Grund kann die Endbearbeitungsqualität selbst bei gleichen Zeichnungen je nach Lieferant erheblich variieren.
Wie man Verformungen und Grate kontrolliert
Eines der häufigsten Probleme bei der Bearbeitung von Edelstahlteilen sind Verformungen und Grate.
Insbesondere in den folgenden Strukturen:
- Dünnwandige Teile
- Tiefe Hohlraumstruktur
- Lange Schaftteile
- Kleinteile
Ist die Prozesskontrolle nicht angemessen, kann es selbst bei Einhaltung der Ausgangsmaße nach dem Nachlassen der Spannung zu Verformungen kommen.
Warum ist Edelstahl anfällig für Verformungen?
Im Vergleich zu Aluminium erzeugt Edelstahl beim Schneiden mehr Wärme, und das Material selbst ist auch härter.
Bei einem raschen lokalen Temperaturanstieg bilden sich im Bauteil leicht Spannungsänderungen, die zu Folgendem führen:
- Größenversatz
- Unebene Oberfläche
- Abweichung der Lochposition
- Probleme bei der Montage
Daher wird durch spezialisierte Bearbeitung die Spannungskonzentration typischerweise durch Optimierung der Bearbeitungsreihenfolge reduziert.
Zum Beispiel:
- Stufenweiser Materialabbau
- Symmetrische Verarbeitung
- Verringern Sie die pro Schnittvorgang abgetragene Materialmenge.
- Eine Stabilitätsmarge reservieren
Wie man Gratprobleme reduziert
Grate treten typischerweise auf in:
- Lochkante
- Gewindebereich
- Spitzwinkelposition
- Merkmale kleiner Größe
Insbesondere bei der Verarbeitung von Edelstahl kommt es aufgrund der hohen Zähigkeit des Materials vermehrt zu Drahtzieh- und Kantenrückständen.
Zur Vermeidung von Graten ist es in der Regel notwendig:
- Verwenden Sie scharfe Messer
- Steuerung der Schnittparameter
- Optimieren Sie den Werkzeugrückzugspfad
- Fügen Sie einen Entgratungsprozess hinzu.
Bei Projekten mit hochwertigen Bauteilen führen wir in der Regel eine manuelle Qualitätskontrolle und ein zusätzliches Entgraten durch, um die Stabilität der Montage und die optische Qualität zu gewährleisten.
Bearbeitungsstrategien für dünnwandige Teile
Dünnwandige Edelstahlbauteile sind ein typisches Beispiel für ein äußerst anspruchsvolles Projekt.
Bereits ein geringfügiges Ungleichgewicht der Klemmkraft kann zu Folgendem führen:
- Teileverformung
- Vibration
- Größeninstabilität
Diese Art von Projekten erfordert typischerweise Folgendes:
- Stabilere Klemmen
- Geringere Schnittkraft
- Vernünftigere Klemmposition
- Umfangreichere Verarbeitungserfahrung
Bei komplexen, dünnwandigen Teilen kann die 5-Achs-Bearbeitung das Risiko von Verformungen in der Regel deutlich verringern, da dadurch die Notwendigkeit wiederholter Aufspannungen reduziert wird.

Schlüsselfaktoren für die Hochpräzisionsbearbeitung
Die hochpräzise CNC-Bearbeitung von Edelstahl erfordert mehr als nur modernste Maschinen. Entscheidend für die Teilequalität ist in der Regel das Zusammenspiel von Maschinen, Prozessen, Schneidwerkzeugen, Prüfverfahren und Erfahrung. Dies gilt insbesondere für Teile mit engen Toleranzen, bei denen jedes Detail im Bearbeitungsprozess das Endergebnis beeinflusst.
Gerätestabilität
Die Steifigkeit der Maschinen hat direkten Einfluss auf die Bearbeitungsgenauigkeit. Beim Schneiden von Edelstahl sind die Belastungen hoch, und bei unzureichender Stabilität der Maschinen können leicht Probleme auftreten.
- Vibration
- Messermuster
- Größenschwankung
Daher erfordert die hochpräzise Bearbeitung von Edelstahl typischerweise Folgendes:
- Hochsteife Ausrüstung
- Stabile Spindel
- Präzisionsspannsystem
Werkzeug- und Parametersteuerung
Edelstahl hat einen erheblichen Einfluss auf den Werkzeugverschleiß. Wird das falsche Werkzeug ausgewählt, können leicht folgende Probleme auftreten:
- Raue Oberfläche
- Dimensionsabweichung
- Arbeitshärtung
Daher verwenden spezialisierte Fabriken je nach Material unterschiedliche Schneidwerkzeuglösungen.
Zum Beispiel:
- 303 legt größeren Wert auf Effizienz.
- 304 legt größeren Wert auf Stabilität
- 316 legt mehr Wert auf Kalorienkontrolle.
Prüfung und Qualitätskontrolle
Hochpräzisionsteile lassen sich ohne ein stabiles Prüfsystem nicht herstellen. Insbesondere bei der Serienfertigung kann die alleinige Abhängigkeit von den Anlagen selbst keine langfristige Konsistenz gewährleisten.
Daher ist es in der Regel notwendig:
- Erste Artikelprüfung
- Stichprobenprüfung während des Prozesses
- Endmaßprüfung
Je nach Projektanforderungen können wir auch Folgendes anbieten:
- Testbericht
- Belege
- Oberflächenbehandlungsprotokoll
Stellen Sie sicher, dass die Teile den Zeichnungsvorgaben des Kunden entsprechen.
Erfahrungsbasierte Prozessoptimierung
Bei komplexen Edelstahlteilen ist Erfahrung oft wichtiger als theoretische Parameter. Viele Bearbeitungsprobleme entstehen nicht in der Programmierung, sondern erst während des eigentlichen Schneidprozesses.
Zum Beispiel:
- Änderungen der Werkzeugverschleißrate
- Wärmestau
- Mikrovibrationen
- Stressabbau
Diese Herausforderungen erfordern eine kontinuierliche Optimierung durch das Ingenieurteam während der laufenden Produktion. Aus diesem Grund sind professionelle Anbieter von CNC-Bearbeitung für Edelstahl in der Regel eher in der Lage, komplexe Projekte zuverlässig abzuwickeln.