กระบวนการผลิตด้วยเครื่อง CNC สแตนเลส
การขึ้นรูปสแตนเลสด้วยเครื่อง CNCนั้นไม่ใช่เรื่องง่ายเหมือนแค่ “การตัดวัสดุ” สำหรับชิ้นส่วนที่มีความแม่นยำสูง ทุกขั้นตอน ตั้งแต่การเลือกวัสดุและการวางแผนกระบวนการ ไปจนถึงการตรวจสอบขั้นสุดท้าย ล้วนส่งผลโดยตรงต่อความแม่นยำ คุณภาพพื้นผิว และต้นทุนการผลิตของชิ้นส่วน
เนื่องจากเหล็กกล้าไร้สนิมมีความแข็งแรงสูง ทนความร้อน และมีคุณสมบัติในการขึ้นรูปแข็ง ทำให้การแปรรูปเหล็กกล้าไร้สนิมยากกว่าอะลูมิเนียมและเหล็กธรรมดาอย่างมาก ดังนั้น โครงการแปรรูปเหล็กกล้าไร้สนิมที่มีความซับซ้อนจึงมักต้องการทีมวิศวกรที่มีประสบการณ์และอุปกรณ์แปรรูปที่มีเสถียรภาพ
ที่ Zhuohua Hardware เราให้บริการงานกลึง CNC สแตนเลสแก่ภาคอุตสาหกรรมอุปกรณ์ เครื่องมือแพทย์ ระบบอัตโนมัติ และหุ่นยนต์มาอย่างยาวนาน โดยสนับสนุนการผลิตแบบครบวงจรตั้งแต่การสร้างต้นแบบอย่างรวดเร็วไปจนถึงการผลิตจำนวนมาก
การวิเคราะห์แบบร่างและการประเมิน DFM
โดยทั่วไปแล้ว ทุกโครงการจะเริ่มต้นด้วยแบบร่าง 3 มิติ
ทีมวิศวกรรมจะทำการประเมินก่อนเป็นอันดับแรก:
- ประเภทวัสดุ
- ข้อกำหนดความคลาดเคลื่อน
- ข้อกำหนดการบำบัดพื้นผิว
- ความซับซ้อนเชิงโครงสร้าง
- ความเป็นไปได้ในการยึด
สำหรับชิ้นส่วนสแตนเลส การวิเคราะห์ความสามารถในการผลิต (DFM) มีความสำคัญมาก
เนื่องจากแบบแผนการออกแบบจำนวนมาก แม้ว่าจะสามารถทำได้ในทางทฤษฎี แต่ก็อาจประสบปัญหาในระหว่างกระบวนการผลิตจริง:
- การรบกวนของเครื่องมือ
- ความเสี่ยงต่อการเสียรูป
- การขึ้นรูปโพรงลึกเป็นเรื่องยาก
- ระยะเวลาดำเนินการนานเกินไป
- ต้นทุนเพิ่มสูงขึ้นอย่างมาก
โดยทั่วไปแล้ว ผู้ผลิตมืออาชีพมักจะเสนอคำแนะนำในการปรับปรุงประสิทธิภาพก่อนการผลิต เพื่อช่วยให้ลูกค้าลดความเสี่ยงและต้นทุนในการดำเนินการ
การเตรียมวัสดุ
วัสดุสแตนเลสที่แตกต่างกันจะส่งผลโดยตรงต่อเทคโนโลยีการแปรรูปในขั้นตอนต่อไป
วัสดุที่นิยมใช้โดยทั่วไป ได้แก่ สแตนเลส 303, สแตนเลส 304, สแตนเลส 316 และสแตนเลส 416
ในการผลิตจริง เราจะตัดสินใจโดยพิจารณาจาก:
- ข้อกำหนดด้านความแข็งแรง
- สภาพแวดล้อมที่กัดกร่อน
- อายุการใช้งาน
- ข้อกำหนดพื้นผิว
เราช่วยลูกค้าเลือกวัสดุสแตนเลสที่เหมาะสมที่สุด แทนที่จะเลือกเฉพาะวัสดุที่ “แพงที่สุด” เท่านั้น

การเขียนโปรแกรม CNC และการวางแผนกระบวนการ
หลังจากยืนยันข้อมูลวัสดุเสร็จเรียบร้อยแล้ว วิศวกรจะเริ่มทำการเขียนโปรแกรม CAM
ขั้นตอนนี้จะตัดสินว่า:
- เส้นทางเครื่องมือ
- ลำดับการประมวลผล
- ความเร็วรอบและการป้อน
- ประเภทเครื่องมือ
- กลยุทธ์การระบายความร้อน
สำหรับกระบวนการแปรรูปเหล็กกล้าไร้สนิม การวางแผนกระบวนการมีความสำคัญมากกว่าการแปรรูปโลหะทั่วไป
เนื่องจากสแตนเลสมีแนวโน้มที่จะเกิด:
- การเสริมสร้างความแข็งแรงของงาน
- การสึกหรอของเครื่องมืออย่างรวดเร็ว
- การสะสมความร้อน
- รอยฉีกขาดบนพื้นผิว
หากกระบวนการไม่ได้ถูกออกแบบอย่างเหมาะสม จะเป็นการยากที่จะได้คุณภาพที่คงที่ แม้ว่าอุปกรณ์จะมีความแม่นยำสูงก็ตาม
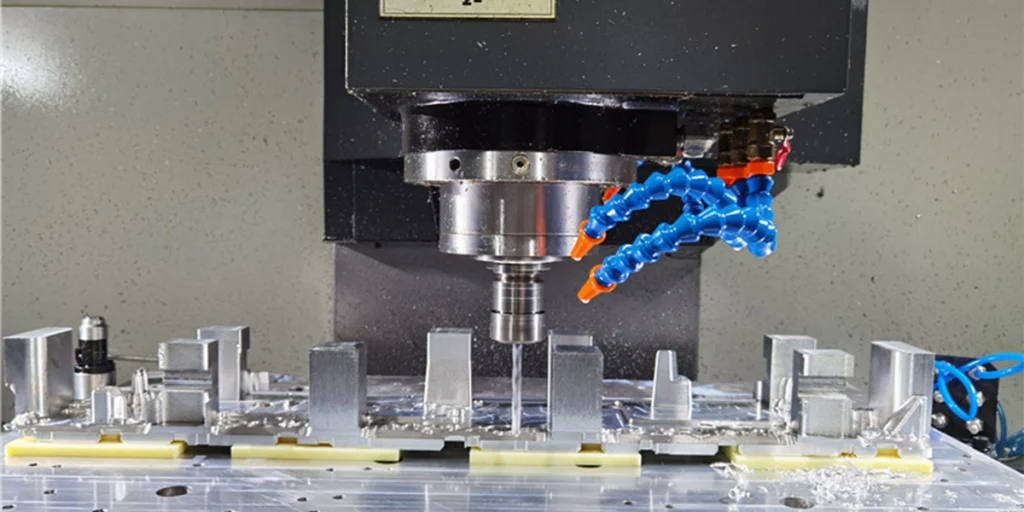
แท่นเครื่องจักร CNC
หลังจากขั้นตอนการเขียนโปรแกรมเสร็จสมบูรณ์ ชิ้นส่วนต่างๆ จะเข้าสู่ขั้นตอนการขึ้นรูปด้วยเครื่องจักรอย่างเป็นทางการ
ขึ้นอยู่กับโครงสร้างของชิ้นส่วน อาจมีสิ่งต่อไปนี้เกี่ยวข้องด้วย:
- การกลึง CNC
- การกัด CNC
- การเจาะและการตอกเกลียว
- การขึ้นรูปคอมโพสิตแบบหลายแกน
การสนับสนุนฮาร์ดแวร์ Zhuohua:
- การกัด CNC 3 แกน
- การตัดเฉือนแบบ 3+2 แกน
- การตัดเฉือนด้วยกลไกเชื่อมโยง 5 แกน
- การกลึง CNC ที่มีความแม่นยำสูง
เครื่องจักรนี้สามารถตอบสนองความต้องการในการขึ้นรูปชิ้นส่วนสแตนเลสที่ซับซ้อนได้ ในขณะเดียวกัน สำหรับโครงการที่มีความแม่นยำสูง เรามักจะลดจำนวนการจับยึดซ้ำเพื่อปรับปรุงความสม่ำเสมอของขนาดและความแม่นยำของตำแหน่ง
การเตรียมพื้นผิวและการบำบัดหลังการเตรียมพื้นผิว
หลังจากชิ้นส่วนสแตนเลสผ่านกระบวนการกลึงแล้ว โดยทั่วไปจะต้องผ่านกระบวนการตกแต่งเพิ่มเติม
กระบวนการทั่วไปได้แก่:
- การลบคม
- การขัดเงา
- การพ่นทราย
- การวาดเส้นลวด
- การขัดเงาด้วยไฟฟ้า
- การบำบัดแบบพาสซิเวชั่น
โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนทางการแพทย์ อาหาร และชิ้นส่วนอุตสาหกรรมระดับสูงการปรับปรุงพื้นผิวส่งผลโดยตรงต่อประสิทธิภาพของผลิตภัณฑ์ขั้นสุดท้าย
การตรวจสอบคุณภาพและการจัดส่ง
ขั้นตอนสุดท้ายคือการตรวจสอบคุณภาพ
โดยทั่วไป เนื้อหาของการตรวจสอบจะประกอบด้วย:
- ความคลาดเคลื่อนของมิติ
- ความแม่นยำของตำแหน่งรู
- ความหยาบของพื้นผิว
- คุณภาพรูปลักษณ์
- การทดสอบการประกอบ
สำหรับชิ้นส่วนสแตนเลสที่มีความแม่นยำสูง เราสามารถจัดหาให้ได้ตามความต้องการของโครงการ:
- รายงานการตรวจสอบขนาด
- เอกสารประกอบ
- เอกสารคุณภาพ
ตรวจสอบให้แน่ใจว่าชิ้นส่วนตรงตามแบบร่างของลูกค้าและข้อกำหนดมาตรฐานอุตสาหกรรม

ความแตกต่างระหว่างการกลึง การกัด และการเจาะ
ในการขึ้นรูปชิ้นงานสแตนเลสด้วยเครื่อง CNC นั้น กระบวนการขึ้นรูปที่แตกต่างกันจะเหมาะสมกับโครงสร้างชิ้นส่วนประเภทต่างๆ ลูกค้าหลายรายไม่แน่ใจว่าจะใช้การกลึงหรือการกัดในตอนเริ่มต้นโครงการ ดังนั้นการทำความเข้าใจความแตกต่างระหว่างกระบวนการเหล่านี้จึงมีความสำคัญอย่างยิ่ง
โรงงานแปรรูประดับมืออาชีพมักดำเนินงานโดยยึดหลักการดังต่อไปนี้:
- โครงสร้างส่วนประกอบ
- ข้อกำหนดด้านความถูกต้องแม่นยำ
- เป้าหมายต้นทุน
- ขนาดชุด
ช่วยให้ลูกค้าเลือกโซลูชันการประมวลผลที่เหมาะสมยิ่งขึ้น
การกลึง CNC
การกลึง CNCส่วนใหญ่ใช้สำหรับการขึ้นรูปชิ้นส่วนที่มีสมมาตรเชิงหมุน
ระหว่างการประมวลผล:
- การหมุนชิ้นงาน
- การเคลื่อนที่และการตัดของเครื่องมือ
กระบวนการนี้เหมาะสมเป็นพิเศษสำหรับ:
- ชิ้นส่วนประเภทเพลา
- ตัวเชื่อมต่อ
- บูช
- ชิ้นส่วนเกลียว
- ส่วนประกอบโครงสร้างทรงกระบอก
ข้อดีและข้อเสียของการกลึง CNC
ข้อดีของการกลึง CNC
- ประสิทธิภาพการประมวลผลสูง: สำหรับชิ้นส่วนทรงกลม การกลึงมักจะเร็วกว่าการกัด
- ความสม่ำเสมอของขนาดที่คงที่: เหมาะอย่างยิ่งสำหรับการผลิตจำนวนมาก
- คุณภาพพื้นผิวดีเยี่ยม: เหมาะสำหรับชิ้นส่วนที่ต้องการความแม่นยำสูง
ข้อจำกัดของการกลึง CNC
- พื้นผิวที่ซับซ้อน
- โครงสร้างหลายแง่มุม
- ลักษณะของโพรงลึก
ดังนั้น ชิ้นส่วนที่ซับซ้อนหลายชิ้นจึงจำเป็นต้องผลิตโดยการผสมผสานกระบวนการกัดขึ้นรูป
การกัด CNC
การกัดขึ้นรูปด้วยเครื่อง CNC นั้นโดยหลักแล้วเกี่ยวข้องกับการตัดชิ้นงานที่อยู่นิ่งโดยใช้เครื่องมือตัดที่หมุนได้
กระบวนการนี้เหมาะสำหรับ:
- รูปทรงที่ซับซ้อน
- การประมวลผลหลายแง่มุม
- โครงสร้างโพรง
- ชิ้นส่วนที่มีรูปร่างไม่สม่ำเสมอ
ข้อดีและข้อเสียของการกัดขึ้นรูปด้วยเครื่อง CNC
ข้อดีของการกัดขึ้นรูปด้วยเครื่อง CNC
- เหมาะสำหรับโครงสร้างที่ซับซ้อน: สามารถประมวลผลรูปทรงเรขาคณิตได้มากขึ้น
- ความสามารถในการทำงานหลายแกนที่ได้รับการปรับปรุง: การตัดเฉือนแบบ 5 แกนช่วยลดจำนวนการตั้งค่าที่จำเป็นลง
- มีความยืดหยุ่นสูง: เหมาะสำหรับการพัฒนาต้นแบบและชิ้นส่วนที่ซับซ้อน
ความท้าทายของการกัดขึ้นรูปด้วยเครื่อง CNC
เมื่อเปรียบเทียบกับการกลึง การกัดขึ้นรูปสแตนเลสโดยทั่วไปจะมีลักษณะดังนี้:
- เครื่องมือสึกหรอเร็วกว่าปกติ
- ระยะเวลาการประมวลผลนานขึ้น
- มีแคลอรี่สูงกว่า
ดังนั้น จึงมีการกำหนดข้อกำหนดที่สูงขึ้นสำหรับความเสถียรของอุปกรณ์และประสบการณ์ในกระบวนการผลิต
การเจาะและการตอกเกลียว
การเจาะใช้ในการสร้างโครงสร้างรู ส่วนการตอกเกลียวใช้ในการสร้างเกลียวภายใน
แม้ว่าอาจดูเหมือนเป็นกระบวนการพื้นฐาน แต่การเจาะรูนั้นมักเป็นหนึ่งในขั้นตอนที่ยุ่งยากที่สุดในการแปรรูปสแตนเลส
โดยเฉพาะใน:
- หลุมลึก
- รูเล็ก ๆ
- เกลียวความแม่นยำสูง
ในระหว่างกระบวนการ อาจเกิดปัญหาต่อไปนี้ขึ้นได้:
- ดาบหัก
- หนาม
- การเบี่ยงเบนตำแหน่งรู
- เกลียวเสียหาย
ดังนั้น ระบบระบายความร้อนที่เสถียรและกลยุทธ์การเลือกเครื่องมือจึงมีความสำคัญอย่างยิ่ง

กลยุทธ์การขึ้นรูปหยาบและละเอียด
ในการตัดเฉือนสแตนเลสด้วยเครื่อง CNC โดยทั่วไปแล้ว การกัดหยาบและการกัดละเอียดจะแยกออกเป็นสองขั้นตอนอิสระ จุดประสงค์หลักของวิธีนี้คือเพื่อให้ได้ความแม่นยำของขนาดและคุณภาพพื้นผิวที่คงที่มากขึ้น พร้อมทั้งเพิ่มประสิทธิภาพในการตัดเฉือน
เนื่องจากเหล็กกล้าไร้สนิมมีแนวโน้มที่จะเกิดการแข็งตัวจากการทำงาน การกลึงขึ้นรูปด้วยความแม่นยำสูงโดยตรงในครั้งเดียวมักจะนำไปสู่:
- การสึกหรอของเครื่องมือเพิ่มขึ้น
- คุณภาพพื้นผิวไม่คงที่
- ความเบี่ยงเบนเชิงมิติที่เพิ่มขึ้น
- การเสียรูปเฉพาะที่ของชิ้นส่วน
ดังนั้น โรงงานแปรรูปเฉพาะทางจึงมักใช้กลยุทธ์การแปรรูปแบบเป็นขั้นตอน
การหยาบ
เป้าหมายของการกลึงหยาบคือการกำจัดวัสดุออกอย่างรวดเร็ว
ขั้นตอนนี้จะเน้นไปที่:
- ประสิทธิภาพการประมวลผล
- อัตราการกำจัดวัสดุ
- ความเสถียรของเครื่องมือ
โดยปกติแล้วจะมีการเผื่อระยะการกลึงไว้จำนวนหนึ่งเพื่อเตรียมพร้อมสำหรับการตกแต่งขั้นสุดท้าย
ในการกลึงสแตนเลส ปัญหาที่สำคัญที่สุดในการกลึงหยาบคือการควบคุมความร้อน เนื่องจากสแตนเลสมีค่าการนำความร้อนต่ำ ความร้อนจากการตัดจึงมักกระจุกตัวอยู่ในบริเวณเครื่องมือ ดังนั้นจึงจำเป็นต้องมีการควบคุมที่เหมาะสม
- ความเร็วในการตัด
- อัตราการป้อน
- อัตราการไหลของสารหล่อเย็น
- ระยะเวลาสัมผัสของเครื่องมือ
สำหรับชิ้นส่วนสแตนเลสขนาดใหญ่ เรามักใช้วิธีการตัดแบบหลายชั้นเพื่อลดการเปลี่ยนแปลงความเค้นภายในของวัสดุและลดความเสี่ยงของการเสียรูปในภายหลัง
เสร็จสิ้น
การตกแต่งขั้นสุดท้ายส่วนใหญ่ใช้เพื่อให้ได้ขนาด ความคลาดเคลื่อน และคุณภาพพื้นผิวตามที่ต้องการ
ในขั้นตอนนี้จะเน้นไปที่เรื่องต่อไปนี้เป็นหลัก:
- ความสม่ำเสมอของขนาด
- ความหยาบของพื้นผิว
- คุณภาพขอบ
- ความแม่นยำในการประกอบ
ชิ้นส่วนสำหรับอุปกรณ์ทางการแพทย์ ระบบอัตโนมัติ และอุปกรณ์อุตสาหกรรมระดับสูง โดยเฉพาะอย่างยิ่ง มีความต้องการความแม่นยำสูงและเสถียรภาพในการผลิตที่ยอดเยี่ยม
เพื่อปรับปรุงคุณภาพการผลิต โรงงานเฉพาะทางมักจะดำเนินการดังนี้:
- ใช้มีดที่คมกว่าเดิม
- ลดภาระการตัด
- ลดการสั่นสะเทือน
- ลดความจำเป็นในการใช้แคลมป์เสริม
ที่ Zhuohua Hardware เราปรับพารามิเตอร์การตกแต่งตามลักษณะเฉพาะของวัสดุสแตนเลสที่แตกต่างกัน ตัวอย่างเช่น เราใช้กลยุทธ์การใช้เครื่องมือและเส้นทางการตัดเฉือนที่แตกต่างกันสำหรับสแตนเลส 304, 316 และ 416 เพื่อให้มั่นใจได้ถึงความสม่ำเสมอของชิ้นงานแต่ละล็อต
เหตุใดประสบการณ์ในกระบวนการจึงมีความสำคัญ
การกลึงขึ้นรูปสแตนเลสไม่ได้ขึ้นอยู่กับพารามิเตอร์ของอุปกรณ์เพียงอย่างเดียว บ่อยครั้งสิ่งที่ส่งผลต่อคุณภาพของชิ้นส่วนอย่างแท้จริงคือประสบการณ์และการตัดสินใจของวิศวกร
- คุณสมบัติของวัสดุ
- อายุการใช้งานของเครื่องมือ
- การบิดเบี้ยวจากความร้อน
- ลำดับการประมวลผล
ด้วยเหตุนี้ แม้จะมีแบบร่างเดียวกัน คุณภาพการผลิตขั้นสุดท้ายจากซัพพลายเออร์ที่แตกต่างกันจึงอาจแตกต่างกันอย่างมาก
วิธีการควบคุมการเสียรูปและครีบ
ปัญหาที่พบได้บ่อยที่สุดอย่างหนึ่งในการแปรรูปชิ้นส่วนสแตนเลสคือ การเสียรูปและการเกิดครีบ
โดยเฉพาะในโครงสร้างต่อไปนี้:
- ชิ้นส่วนผนังบาง
- โครงสร้างโพรงลึก
- ชิ้นส่วนเพลายาว
- ชิ้นส่วนขนาดเล็กที่มีความแม่นยำสูง
หากการควบคุมกระบวนการไม่เหมาะสม แม้ว่าขนาดเริ่มต้นจะตรงตามเกณฑ์แล้วก็ตาม อาจเกิดการเสียรูปขึ้นได้หลังจากคลายแรงกดแล้ว
เหตุใดเหล็กกล้าไร้สนิมจึงมีแนวโน้มที่จะเสียรูปได้ง่าย?
เมื่อเทียบกับอะลูมิเนียม สแตนเลสจะสร้างความร้อนมากกว่าในระหว่างการตัด และวัสดุเองก็มีความแข็งกว่าด้วย
เมื่ออุณหภูมิเฉพาะจุดสูงขึ้นอย่างรวดเร็ว ความเครียดจะเปลี่ยนแปลงได้ง่ายภายในชิ้นส่วน ส่งผลให้เกิด:
- การชดเชยขนาด
- พื้นผิวไม่เรียบ
- การเบี่ยงเบนตำแหน่งรู
- ปัญหาการประกอบ
ดังนั้น การใช้เครื่องจักรเฉพาะทางจึงมักช่วยลดความเข้มข้นของความเค้นโดยการปรับลำดับการตัดเฉือนให้เหมาะสม
ตัวอย่างเช่น:
- การกำจัดวัสดุเป็นขั้นตอน
- การประมวลผลแบบสมมาตร
- ลดปริมาณวัสดุที่ตัดต่อครั้ง
- สำรองส่วนต่างเสถียรภาพไว้
วิธีลดปัญหาเศษโลหะติดกระทะ
โดยทั่วไปหนามมักพบได้ใน:
- ขอบรู
- พื้นที่เกลียว
- ตำแหน่งมุมแหลม
- คุณสมบัติขนาดเล็ก
โดยเฉพาะอย่างยิ่งในการแปรรูปสแตนเลส เนื่องจากวัสดุมีความเหนียวสูง จึงมีแนวโน้มที่จะเกิดการดึงลวดและเศษตกค้างที่ขอบได้ง่ายกว่า
ในการควบคุมหนามแหลมบนวัสดุ มักจำเป็นต้องทำดังนี้:
- ใช้มีดคมๆ
- ควบคุมพารามิเตอร์การตัด
- ปรับเส้นทางการดึงเครื่องมือให้เหมาะสมที่สุด
- เพิ่มกระบวนการลบคม
สำหรับโครงการผลิตชิ้นส่วนคุณภาพสูง เรามักจะเพิ่มการตรวจสอบด้วยมือและการลบคมซ้ำอีกครั้ง เพื่อให้มั่นใจถึงความเสถียรในการประกอบและคุณภาพของรูปลักษณ์
กลยุทธ์การขึ้นรูปชิ้นส่วนผนังบาง
ชิ้นส่วนสแตนเลสผนังบางเป็นตัวอย่างหนึ่งของโครงการที่มีความท้าทายสูงมาก
แม้ความไม่สมดุลเพียงเล็กน้อยในแรงยึดก็อาจนำไปสู่:
- การเสียรูปของชิ้นส่วน
- การสั่นสะเทือน
- ความไม่เสถียรของขนาด
โครงการประเภทนี้โดยทั่วไปต้องใช้สิ่งต่อไปนี้:
- แคลมป์ที่มั่นคงยิ่งขึ้น
- แรงตัดที่ต่ำกว่า
- ตำแหน่งการหนีบที่เหมาะสมยิ่งขึ้น
- ประสบการณ์การประมวลผลที่ครอบคลุมมากขึ้น
สำหรับชิ้นส่วนผนังบางที่มีโครงสร้างซับซ้อน การกลึงแบบ 5 แกนสามารถลดความเสี่ยงต่อการเสียรูปได้อย่างมาก เนื่องจากช่วยลดความจำเป็นในการจับยึดชิ้นงานซ้ำๆ

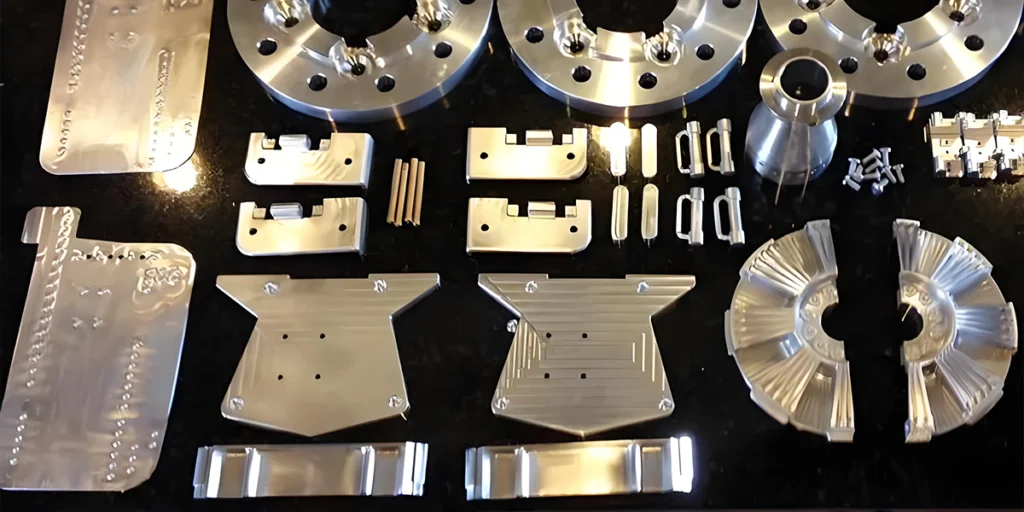
ปัจจัยสำคัญสำหรับการผลิตชิ้นส่วนที่มีความแม่นยำสูง
การผลิตชิ้นส่วนสแตนเลสด้วยเครื่อง CNC ที่มีความแม่นยำสูงนั้น ไม่ได้อาศัยเพียงแค่เครื่องมือคุณภาพสูงเท่านั้น ปัจจัยสำคัญที่กำหนดคุณภาพของชิ้นส่วนนั้น มักเป็นผลรวมของความสามารถต่างๆ ทั้งเครื่องมือ กระบวนการ เครื่องมือตัด การตรวจสอบ และประสบการณ์ โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่มีความคลาดเคลื่อนสูง ซึ่งทุกรายละเอียดในกระบวนการผลิตมีผลต่อผลลัพธ์สุดท้าย
ความเสถียรของอุปกรณ์
ความแข็งแรงของอุปกรณ์ส่งผลโดยตรงต่อความแม่นยำในการตัดเฉือน การตัดสแตนเลสมีแรงกระทำสูง และหากความเสถียรของอุปกรณ์ไม่เพียงพอ อาจเกิดปัญหาได้ง่าย
- การสั่นสะเทือน
- รูปแบบมีด
- การเปลี่ยนแปลงขนาด
ดังนั้น การกลึงขึ้นรูปสแตนเลสที่มีความแม่นยำสูงจึงมักต้องใช้:
- อุปกรณ์ที่มีความแข็งแกร่งสูง
- แกนหมุนที่มั่นคง
- ระบบจับยึดความแม่นยำสูง
การควบคุมเครื่องมือและพารามิเตอร์
เหล็กกล้าไร้สนิมมีผลกระทบอย่างมากต่อการสึกหรอของเครื่องมือ หากเลือกใช้เครื่องมือผิดประเภท อาจเกิดปัญหาต่อไปนี้ได้ง่าย:
- พื้นผิวหยาบ
- ความคลาดเคลื่อนเชิงมิติ
- การเสริมสร้างความแข็งแรงของงาน
ดังนั้น โรงงานเฉพาะทางจึงจะใช้เครื่องมือตัดที่แตกต่างกันไป ขึ้นอยู่กับวัสดุที่ใช้
ตัวอย่างเช่น:
- มาตรา 303 ให้ความสำคัญกับประสิทธิภาพมากขึ้น
- มาตรา 304 ให้ความสำคัญกับเสถียรภาพมากขึ้น
- 316 เน้นการควบคุมแคลอรี่เป็นหลัก
การทดสอบและการควบคุมคุณภาพ
การผลิตชิ้นส่วนที่มีความแม่นยำสูงนั้นไม่สามารถทำได้หากปราศจากระบบการทดสอบที่เสถียร โดยเฉพาะอย่างยิ่งในระหว่างการผลิตจำนวนมาก การพึ่งพาอุปกรณ์เพียงอย่างเดียวไม่สามารถรับประกันความสม่ำเสมอในระยะยาวได้
ดังนั้น โดยปกติจึงจำเป็นต้อง:
- การตรวจสอบชิ้นงานตัวอย่างครั้งแรก
- การตรวจสอบตัวอย่างระหว่างกระบวนการ
- การตรวจสอบขนาดขั้นสุดท้าย
ขึ้นอยู่กับข้อกำหนดของโครงการ เรายังสามารถให้บริการเพิ่มเติมดังต่อไปนี้:
- รายงานผลการทดสอบ
- เอกสารประกอบ
- บันทึกการบำบัดพื้นผิว
ตรวจสอบให้แน่ใจว่าชิ้นส่วนตรงตามข้อกำหนดในแบบร่างของลูกค้า
การเพิ่มประสิทธิภาพกระบวนการโดยอาศัยประสบการณ์
สำหรับชิ้นส่วนสแตนเลสที่มีโครงสร้างซับซ้อน ประสบการณ์มักมีความสำคัญมากกว่าค่าทางทฤษฎี ปัญหาการตัดเฉือนหลายอย่างไม่ได้เกิดขึ้นในโปรแกรม แต่เกิดขึ้นระหว่างกระบวนการตัดจริง
ตัวอย่างเช่น:
- การเปลี่ยนแปลงอัตราการสึกหรอของเครื่องมือ
- การสะสมความร้อน
- การสั่นสะเทือนขนาดเล็ก
- บรรเทาความเครียด
ปัญหาเหล่านี้จำเป็นต้องได้รับการปรับปรุงอย่างต่อเนื่องโดยทีมวิศวกรรมในกระบวนการผลิตจริง นี่คือเหตุผลที่ซัพพลายเออร์เครื่องจักร CNC สแตนเลสระดับมืออาชีพมักจะสามารถดำเนินโครงการที่ซับซ้อนได้อย่างน่าเชื่อถือมากกว่า