Процесс обработки нержавеющей стали на станках с ЧПУ
Обработка нержавеющей стали на станках с ЧПУ — это не просто «резка материала». Для высокоточных деталей каждый этап, от выбора материала и планирования процесса до окончательной проверки, напрямую влияет на точность детали, качество поверхности и себестоимость производства.
Из-за высокой прочности, термостойкости и способности к упрочнению при обработке нержавеющая сталь значительно сложнее в обработке, чем алюминий и обычная сталь. Поэтому для реализации масштабных проектов по переработке нержавеющей стали обычно требуются опытные инженерные команды и стабильное технологическое оборудование.
Компания Zhuohua Hardware уже давно предоставляет услуги по обработке нержавеющей стали на станках с ЧПУ для предприятий промышленного оборудования, медицинской промышленности, автоматизации и робототехники, обеспечивая комплексное производство — от быстрого прототипирования до массового производства.
Анализ чертежей и оценка DFM (проектирование с учетом технологичности).
Как правило, все проекты начинаются с 3D-чертежей.
Сначала инженерная группа проведет оценку:
- Тип материала
- Требования к допускам
- Требования к обработке поверхности
- Структурная сложность
- Возможность зажима
Для деталей из нержавеющей стали анализ технологичности производства (DFM) имеет очень важное значение.
Поскольку многие конструкции, хотя и теоретически осуществимы, могут столкнуться с проблемами в процессе реального производства:
- Помехи от инструмента
- Риск деформации
- Глубокая обработка полостей — сложная задача.
- Время обработки слишком велико.
- Затраты значительно возросли.
Как правило, профессиональные поставщики предлагают рекомендации по оптимизации перед началом производства, чтобы помочь клиентам снизить риски и производственные затраты.
Подготовка материалов
Различные материалы из нержавеющей стали напрямую влияют на последующую технологию обработки.
К распространенным материалам относятся: нержавеющая сталь 303, нержавеющая сталь 304, нержавеющая сталь 316 и нержавеющая сталь 416.
В практическом производстве мы будем принимать решения, основываясь на следующих критериях:
- Требования к прочности
- Коррозионные среды
- Срок службы
- Требования к поверхности
Мы помогаем клиентам выбрать наиболее подходящий материал из нержавеющей стали, а не просто «самый дорогой».

Программирование и планирование технологических процессов станков с ЧПУ
После завершения проверки материалов инженер приступит к программированию в системе CAM.
На этом этапе будет определено:
- Траектория инструмента
- Последовательность обработки
- Скорость вращения и подача
- Тип инструмента
- Стратегия охлаждения
При обработке нержавеющей стали планирование процесса имеет большее значение, чем при обработке обычных металлов.
Поскольку нержавеющая сталь склонна к:
- Упрочнение при работе
- Быстрый износ инструмента
- Накопление тепла
- Разрыв поверхности
Если технологический процесс спроектирован неправильно, добиться стабильного качества будет сложно, даже если само оборудование обладает высокой точностью.
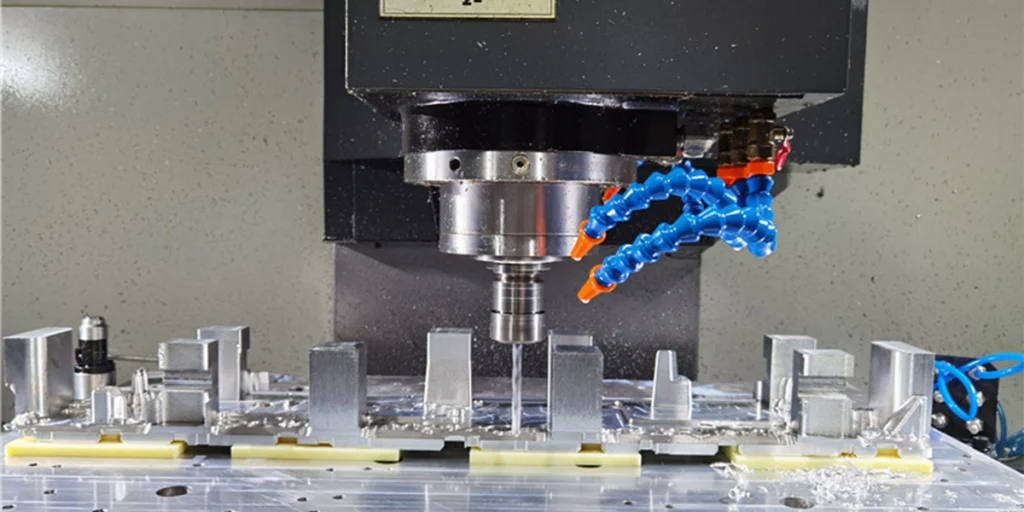
Этап обработки на станках с ЧПУ
После завершения программирования детали переходят к этапу механической обработки.
В зависимости от конструкции деталей могут быть задействованы следующие компоненты:
- Токарная обработка на станках с ЧПУ
- фрезерование на станках с ЧПУ
- Сверление и нарезание резьбы
- Многоосевая обработка композитных материалов
Поддержка оборудования Чжуохуа:
- 3-осевое фрезерование на станках с ЧПУ
- 3+2-осевая обработка
- 5-осевая обработка рычажных механизмов
- Высокоточная токарная обработка на станках с ЧПУ
Он способен удовлетворить требованиям обработки сложных деталей из нержавеющей стали. В то же время, для высокоточных проектов мы обычно сокращаем количество повторных зажимов, чтобы повысить точность размеров и позиционирования.
Обработка поверхности и последующая обработка
После механической обработки детали из нержавеющей стали обычно проходят последующую обработку.
К распространенным процессам относятся:
- Удаление заусенцев
- Полировка
- Пескоструйная обработка
- Чертеж проводов
- Электрополировка
- Пассивационная обработка
В частности, для деталей медицинского, пищевого и высокотехнологичного промышленного назначения обработка поверхности напрямую влияет на характеристики конечного продукта.
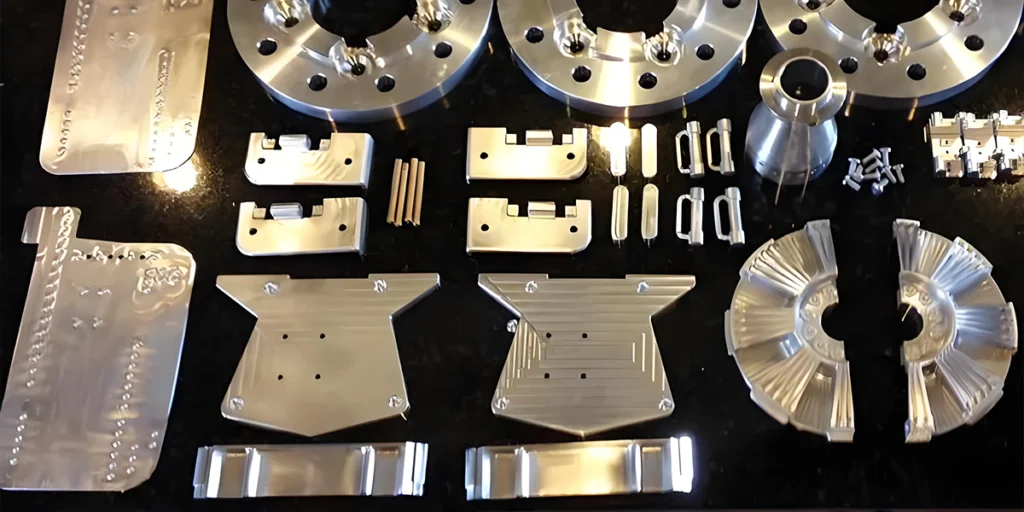
Контроль качества и отгрузка
Заключительный этап — контроль качества.
Как правило, проверка включает в себя следующее:
- Допуски на размеры
- Точность позиционирования отверстия
- Шероховатость поверхности
- Качество внешнего вида
- тестирование сборки
Для изготовления прецизионных деталей из нержавеющей стали мы можем использовать материалы, соответствующие требованиям проекта:
- Отчет о проверке размеров
- Вспомогательные документы
- Качественные документы
Убедитесь, что детали соответствуют чертежам заказчика и требованиям отраслевых стандартов.

Разница между токарным, фрезерным и сверлильным обработкой.
При обработке нержавеющей стали на станках с ЧПУ для разных типов деталей подходят разные методы обработки. Многие заказчики на начальном этапе проекта не уверены, какую обработку лучше использовать — токарную или фрезерную, поэтому понимание различий между этими процессами имеет решающее значение.
Профессиональные перерабатывающие предприятия обычно строят свою деятельность на основе следующих принципов:
- Структура компонентов
- Требования к точности
- Целевой показатель затрат
- Размер партии
Помогите клиентам выбрать более подходящее решение для обработки данных.
Токарная обработка на станках с ЧПУ
Токарная обработка на станках с ЧПУ в основном используется для обработки деталей, обладающих вращательной симметрией.
В процессе обработки:
- Вращение заготовки
- Перемещение инструмента и резка
Этот процесс особенно подходит для:
- Детали валового типа
- Разъем
- Втулка
- Резьбовые детали
- Цилиндрические конструктивные элементы
Преимущества и недостатки токарной обработки на станках с ЧПУ.
Преимущества токарной обработки на станках с ЧПУ
- Высокая эффективность обработки: для круглых деталей токарная обработка обычно быстрее, чем фрезерование.
- Стабильная точность размеров: особенно подходит для массового производства.
- Превосходное качество поверхности: подходит для деталей с высокой точностью подгонки.
Ограничения токарной обработки на станках с ЧПУ.
- Сложные поверхности
- Многогранная структура
- Характеристики глубоких полостей
Следовательно, многие сложные детали необходимо изготавливать методом фрезерования в сочетании с другими технологиями.
фрезерование на станках с ЧПУ
Фрезерование на станках с ЧПУ в основном включает в себя резку неподвижной заготовки с помощью вращающегося режущего инструмента.
Этот процесс больше подходит для:
- Сложная форма
- Многогранная обработка
- Полостная структура
- Детали неправильной формы
Преимущества и недостатки фрезерования на станках с ЧПУ.
Преимущества фрезерования на станках с ЧПУ
- Подходит для сложных конструкций: способен обрабатывать больше геометрических элементов.
- Расширенные возможности многоосевой обработки: 5-осевая обработка сокращает количество необходимых переналадок.
- Высокая гибкость: подходит для разработки прототипов и сложных деталей.
Проблемы фрезерования на станках с ЧПУ
По сравнению с токарным делом, фрезерование нержавеющей стали обычно включает в себя:
- Инструменты изнашиваются быстрее.
- Более длительное время обработки
- Повышенное содержание калорий
Поэтому к стабильности оборудования и опыту работы с технологическими процессами предъявляются более высокие требования.
Сверление и нарезание резьбы
Сверление используется для обработки отверстий в конструкциях. Нарезание резьбы используется для обработки внутренних резьбовых соединений.
Хотя на первый взгляд это может показаться простым процессом, обработка отверстий часто является одним из наиболее проблемных этапов при обработке нержавеющей стали.
Особенно в:
- Глубокая яма
- Маленькое отверстие
- Высокоточная резьба
В процессе обработки данных весьма вероятно возникновение следующих проблем:
- Сломанный меч
- Беррс
- Отклонение положения отверстия
- Поврежденные нити
Поэтому надежная система охлаждения и стратегия использования инструментов имеют решающее значение.

Стратегии черновой и чистовой обработки
При обработке нержавеющей стали на станках с ЧПУ черновая и чистовая обработка обычно разделяются на два независимых этапа. Основная цель этого — достижение более стабильной точности размеров и качества поверхности при обеспечении эффективности обработки.
Поскольку нержавеющая сталь склонна к упрочнению при обработке, выполнение высокоточной обработки за один проход часто приводит к следующим результатам:
- Повышенный износ инструмента
- Нестабильное качество поверхности
- Увеличение отклонения размеров
- Локальная деформация деталей
Поэтому специализированные перерабатывающие предприятия, как правило, применяют поэтапную стратегию переработки.
Грубая обработка
Цель черновой обработки — быстрое удаление материала.
На этом этапе основное внимание уделяется:
- Эффективность обработки
- Скорость удаления материала
- Стабильность инструмента
Обычно для последующей чистовой обработки резервируется определённый припуск.
При обработке нержавеющей стали наиболее важным аспектом черновой обработки является контроль температуры. Поскольку нержавеющая сталь обладает низкой теплопроводностью, тепло от резания имеет тенденцию концентрироваться в зоне инструмента, что требует надлежащего контроля.
- Скорость резки
- Скорость подачи
- Расход охлаждающей жидкости
- время контакта инструмента
Для крупных деталей из нержавеющей стали мы обычно используем метод послойной резки, чтобы уменьшить изменения внутренних напряжений в материале и снизить риск последующей деформации.
Завершение
Финишная обработка в основном используется для достижения окончательных размеров, допусков и качества поверхности.
На этом этапе основное внимание будет уделено следующим аспектам:
- Постоянство размера
- Шероховатость поверхности
- Качество кромки
- Точность сборки
В частности, к деталям, используемым в медицинском, автоматизированном и высокотехнологичном промышленном оборудовании, предъявляются чрезвычайно высокие требования к точности и стабильности обработки.
Для повышения качества обработки специализированные заводы, как правило, применяют следующие методы:
- Используйте более острые ножи.
- Снижение нагрузки при резке
- Снижение вибрации
- Снижение необходимости в дополнительном зажиме.
В компании Zhuohua Hardware мы корректируем параметры обработки в соответствии с характеристиками различных видов нержавеющей стали. Например, для нержавеющей стали марок 304, 316 и 416 мы используем различные стратегии оснастки и траектории обработки, чтобы обеспечить стабильную однородность партий.
Почему опыт, полученный в процессе работы, важен?
Обработка нержавеющей стали — это не просто вопрос выбора параметров оборудования. Зачастую на качество деталей действительно влияют опыт и профессионализм инженера.
- Свойства материала
- Срок службы инструмента
- Тепловая деформация
- Последовательность обработки
Именно поэтому даже при использовании одних и тех же чертежей качество конечной обработки у разных поставщиков может значительно различаться.
Как контролировать деформацию и образование заусенцев
Одной из наиболее распространенных проблем при обработке деталей из нержавеющей стали является деформация и образование заусенцев.
Особенно в следующих структурах:
- Тонкостенные детали
- Глубокая полостная структура
- Длинные детали вала
- Мелкие прецизионные детали
Если контроль технологического процесса ненадежен, даже при соблюдении исходных размеров, после снятия напряжения может произойти деформация.
Почему нержавеющая сталь склонна к деформации?
По сравнению с алюминием, нержавеющая сталь выделяет больше тепла при резке, а сам материал также тверже.
При резком повышении локальной температуры внутри компонента легко возникают изменения напряжений, что приводит к следующим последствиям:
- Смещение размера
- Неровная поверхность
- Отклонение положения отверстия
- Проблемы сборки
Таким образом, специализированная механическая обработка обычно снижает концентрацию напряжений за счет оптимизации последовательности обработки.
Например:
- Поэтапное удаление материала
- Симметричная обработка
- Уменьшите количество материала, срезаемого за один проход.
- Зарезервировать запас стабильности
Как уменьшить проблемы с заусенцами
Обычно репейники встречаются в:
- Край отверстия
- Резьбовая область
- Положение под острым углом
- Небольшие размеры
Особенно при обработке нержавеющей стали, из-за высокой прочности материала, он более подвержен волочению проволоки и образованию нагара на кромках.
Для борьбы с заусенцами обычно необходимо:
- Используйте острые ножи.
- Контроль параметров резки
- Оптимизировать траекторию отвода инструмента.
- Добавить процесс удаления заусенцев.
Для проектов, связанных с изготовлением высококачественных деталей, мы обычно добавляем ручную проверку и дополнительную зачистку для обеспечения стабильности сборки и качества внешнего вида.
Стратегии обработки тонкостенных деталей
Тонкостенные детали из нержавеющей стали — типичный пример чрезвычайно сложного проекта.
Даже незначительный дисбаланс в силе зажима может привести к следующим последствиям:
- Деформация детали
- Вибрация
- Нестабильность размеров
Для реализации проектов такого типа обычно требуется:
- Более надежные зажимы
- Меньшая сила резания
- Более оптимальное положение зажима
- Более обширный опыт обработки данных
Для сложных тонкостенных деталей 5-осевая обработка обычно позволяет значительно снизить риск деформации, поскольку уменьшает необходимость многократного зажима.

Ключевые факторы высокоточной обработки
Высокоточная обработка нержавеющей стали на станках с ЧПУ требует не только высокотехнологичного оборудования. Истинным определяющим фактором качества детали обычно является совокупность возможностей оборудования, технологических процессов, режущих инструментов, контроля качества и опыта. Это особенно актуально для деталей с высокими допусками, где каждая деталь в процессе обработки влияет на конечный результат.
Стабильность оборудования
Жесткость оборудования напрямую влияет на точность обработки. Нагрузки при резке нержавеющей стали высоки, и если устойчивость оборудования недостаточна, легко могут возникнуть проблемы.
- Вибрация
- Рисунок ножа
- колебания размера
Таким образом, для высокоточной обработки нержавеющей стали обычно требуется:
- Оборудование высокой жесткости
- Устойчивый шпиндель
- Система прецизионного зажима
Инструментальное обеспечение и контроль параметров
Нержавеющая сталь оказывает существенное влияние на износ инструмента. При выборе неправильного инструмента легко могут возникнуть следующие проблемы:
- Шероховатая поверхность
- Отклонение размеров
- Упрочнение при работе
Поэтому специализированные заводы будут использовать различные режущие инструменты в зависимости от материала.
Например:
- В пункте 303 больше внимания уделяется эффективности.
- В пункте 304 больше внимания уделяется стабильности.
- 316 больше ориентирован на контроль калорий.
Испытания и контроль качества
Производство высокоточных деталей невозможно без стабильной системы тестирования. Особенно при массовом производстве полагаться исключительно на само оборудование не может гарантировать долговременную стабильность.
Поэтому обычно необходимо:
- Первичная проверка образца
- Выборочный контроль в процессе производства.
- Окончательная проверка размеров
В зависимости от требований проекта мы также можем предоставить:
- Отчет об испытаниях
- Вспомогательные документы
- запись о обработке поверхности
Убедитесь, что детали соответствуют требованиям чертежа заказчика.
Оптимизация процессов на основе опыта
При обработке сложных деталей из нержавеющей стали опыт зачастую важнее теоретических параметров. Многие проблемы обработки возникают не в программе, а в процессе самой резки.
Например:
- Изменения скорости износа инструмента
- Накопление тепла
- Микровибрация
- Снятие стресса
Эти вопросы требуют постоянной оптимизации со стороны инженерной команды в реальных производственных условиях. Именно поэтому профессиональные поставщики оборудования для обработки нержавеющей стали на станках с ЧПУ, как правило, с большей вероятностью смогут надежно выполнить сложные проекты.