Processus d’usinage CNC de l’acier inoxydable
L’usinage CNC de l’acier inoxydable ne se résume pas à la simple « découpe de matière ». Pour les pièces de haute précision, chaque étape, du choix du matériau à la planification du processus et jusqu’au contrôle final, influe directement sur la précision, la qualité de surface et le coût de production.
En raison de sa haute résistance, de sa résistance à la chaleur et de ses propriétés d’écrouissage, l’acier inoxydable est nettement plus difficile à usiner que l’aluminium et l’acier ordinaire. Par conséquent, les projets de transformation de l’acier inoxydable nécessitent généralement des équipes d’ingénieurs expérimentées et des équipements de production fiables.
Chez Zhuohua Hardware, nous fournissons depuis longtemps des services d’usinage CNC en acier inoxydable aux industries des équipements industriels, médicales, de l’automatisation et de la robotique, en prenant en charge une fabrication clé en main, du prototypage rapide à la production de masse.
Analyse des dessins et évaluation DFM
Tous les projets commencent généralement par des dessins 3D.
L’équipe d’ingénierie procédera d’abord à une évaluation :
- Type de matériau
- exigences de tolérance
- exigences en matière de traitement de surface
- Complexité structurelle
- faisabilité du serrage
Pour les pièces en acier inoxydable, l’analyse de fabricabilité (DFM) est très importante.
Car de nombreux modèles, bien que théoriquement réalisables, peuvent rencontrer des problèmes lors de leur fabrication réelle :
- Interférence d’outils
- Risque de déformation
- Le traitement des cavités profondes est difficile.
- Le temps de traitement est trop long.
- Les coûts ont augmenté de manière significative
Les fournisseurs professionnels proposent généralement des suggestions d’optimisation avant la production afin d’aider leurs clients à réduire les risques et les coûts de traitement.
Préparation du matériel
Le type d’acier inoxydable utilisé aura une incidence directe sur les procédés de transformation ultérieurs.
Les matériaux courants comprennent : l’acier inoxydable 303, l’acier inoxydable 304, l’acier inoxydable 316 et l’acier inoxydable 416.
En production, nos décisions seront basées sur :
- exigences de force
- Environnements corrosifs
- Durée de vie
- exigences de surface
Nous aidons nos clients à choisir le matériau en acier inoxydable le plus adapté, et non pas simplement le plus cher.

Programmation CNC et planification des processus
Une fois la confirmation des matériaux effectuée, l’ingénieur commencera la programmation FAO.
Cette étape déterminera :
- Parcours d’outil
- Séquence de traitement
- Vitesse de rotation et avance
- Type d’outil
- Stratégie de refroidissement
Pour la transformation de l’acier inoxydable, la planification des procédés est plus cruciale que pour les métaux ordinaires.
Parce que l’acier inoxydable est sujet à :
- Durcissement par écrouissage
- Usure rapide des outils
- Accumulation de chaleur
- Déchirure superficielle
Si le processus n’est pas correctement conçu, il sera difficile d’obtenir une qualité stable même si l’équipement lui-même est de haute précision.
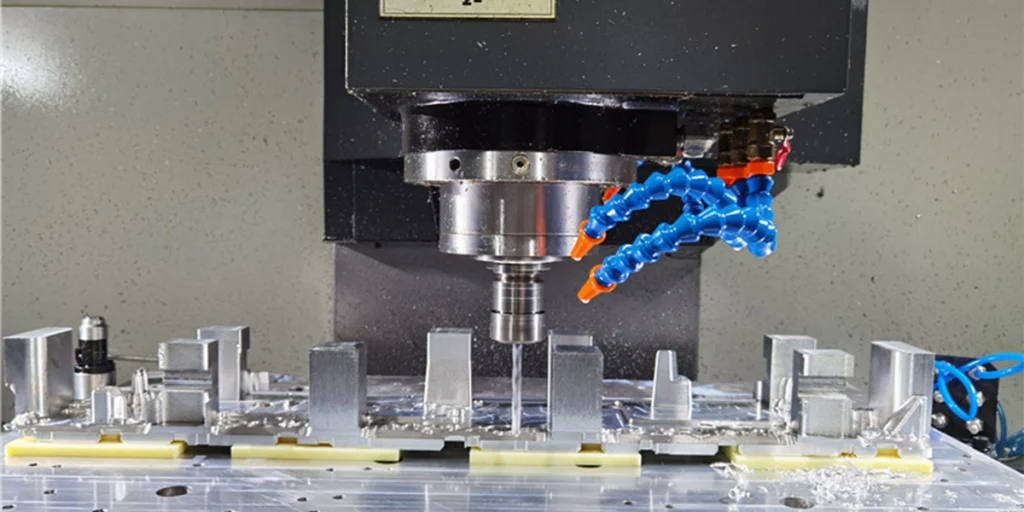
étape d’usinage CNC
Une fois la programmation terminée, les pièces entrent dans la phase d’usinage proprement dite.
Selon la structure des pièces, les éléments suivants peuvent être impliqués :
- Tournage CNC
- Fraisage CNC
- Perçage et taraudage
- Usinage composite multi-axes
Prise en charge matérielle Zhuohua :
- Fraisage CNC 3 axes
- Usinage 3+2 axes
- usinage à liaison 5 axes
- Tournage CNC de précision
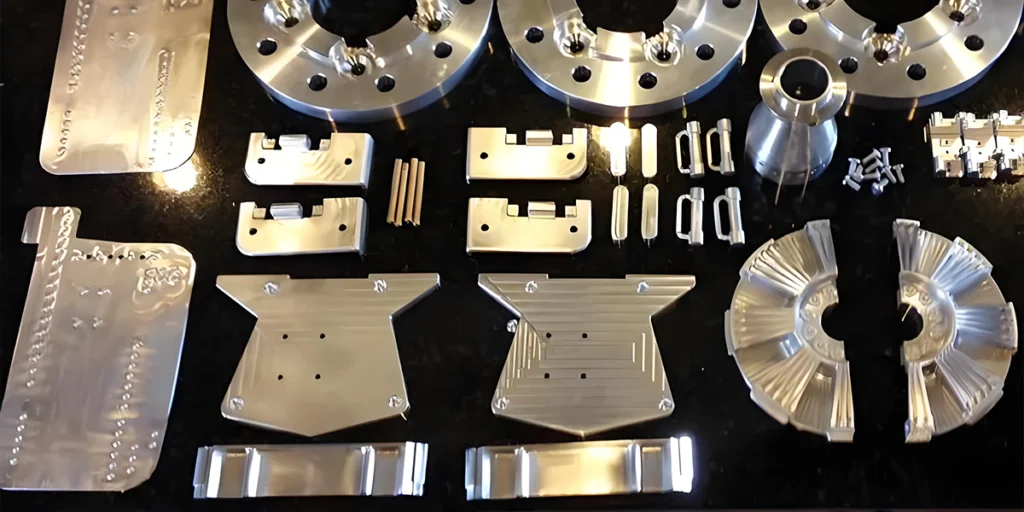
Elle permet de répondre aux exigences d’usinage de pièces complexes en acier inoxydable. Par ailleurs, pour les projets de haute précision, nous réduisons généralement le nombre de serrages successifs afin d’améliorer la régularité dimensionnelle et la précision de positionnement.
Traitement de surface et post-traitement
Après l’usinage des pièces en acier inoxydable, celles-ci subissent généralement un post-traitement.
Les processus courants comprennent :
- ébavurage
- Polissage
- sablage
- Dessin au fil
- électropolissage
- Traitement de passivation
En particulier pour les pièces médicales, alimentaires et industrielles de haute précision, le traitement de surface influe directement sur les performances du produit final.
Inspection de la qualité et expédition
La dernière étape est le contrôle qualité.
Le contenu de l’inspection comprend généralement :
- Tolérances dimensionnelles
- précision de positionnement des trous
- rugosité de surface
- Qualité d’apparence
- Tests d’assemblage
Pour les pièces de précision en acier inoxydable, nous pouvons les fournir en fonction des exigences du projet :
- Rapport d’inspection des dimensions
- Documents justificatifs
- Documents de qualité
S’assurer que les pièces sont conformes aux plans du client et aux normes industrielles.

La différence entre le tournage, le fraisage et le perçage
En usinage CNC de l’acier inoxydable, différents procédés sont adaptés à différents types de pièces. Nombreux sont les clients qui hésitent entre le tournage et le fraisage en début de projet ; il est donc essentiel de bien comprendre les différences entre ces procédés.
Les usines de transformation professionnelles fondent généralement leur fonctionnement sur :
- Structure des composants
- Exigences de précision
- Objectif de coût
- Taille du lot
Aider les clients à choisir une solution de traitement plus adaptée.
Tournage CNC
Le tournage CNC est principalement utilisé pour l’usinage de pièces à symétrie de révolution.
Pendant le traitement :
- rotation de la pièce
- Mouvement et coupe de l’outil
Ce procédé est particulièrement adapté pour :
- Pièces de type arbre
- Connecteur
- Bague
- Pièces filetées
- Composants structurels cylindriques
Avantages et inconvénients du tournage CNC
Avantages du tournage CNC
- Haute efficacité de traitement : pour les pièces rondes, le tournage est généralement plus rapide que le fraisage.
- Stabilité dimensionnelle : particulièrement adaptée à la production de masse.
- Excellente qualité de surface : convient aux pièces à ajustement précis.
Limites du tournage CNC
- surfaces complexes
- Structure à multiples facettes
- caractéristiques des cavités profondes
Par conséquent, de nombreuses pièces complexes doivent être réalisées en combinant le fraisage.
Fraisage CNC
Le fraisage CNC consiste principalement à usiner une pièce stationnaire à l’aide d’un outil de coupe rotatif.
Ce procédé est plus adapté pour :
- Forme complexe
- Traitement à multiples facettes
- structure de la cavité
- Pièces de forme irrégulière
Avantages et inconvénients du fraisage CNC
Avantages du fraisage CNC
- Adapté aux structures complexes : capable de traiter davantage de caractéristiques géométriques.
- Capacités multi-axes améliorées : l’usinage 5 axes réduit le nombre de réglages nécessaires.
- Grande flexibilité : convient au développement de prototypes et de pièces complexes.
Défis du fraisage CNC
Comparé au tournage, le fraisage de l’acier inoxydable se caractérise généralement par :
- Les outils s’usent plus vite
- Temps de traitement plus long
- Plus riche en calories
Par conséquent, des exigences plus élevées sont imposées en matière de stabilité des équipements et d’expérience des procédés.
Perçage et taraudage
Le perçage sert à usiner des structures perforées. Le taraudage sert à usiner des filetages internes.
Bien que cela puisse paraître un processus simple, l’usinage des trous est souvent l’une des étapes les plus problématiques du traitement de l’acier inoxydable.
Surtout dans :
- Trou profond
- Petit trou
- Fils de haute précision
Au cours du traitement, les problèmes suivants sont très susceptibles de se produire :
- Épée brisée
- Barbes
- Écart de position du trou
- Fils endommagés
Par conséquent, une solution de refroidissement stable et une stratégie d’outillage adaptée sont cruciales.

Stratégies d’ébauche et de finition
En usinage CNC de l’acier inoxydable, l’ébauche et la finition sont généralement réalisées en deux étapes distinctes. L’objectif principal est d’obtenir une précision dimensionnelle et une qualité de surface plus stables, tout en garantissant l’efficacité de l’usinage.
L’acier inoxydable étant sujet à l’écrouissage, l’usinage de haute précision en une seule opération conduit souvent à :
- Usure accrue des outils
- Qualité de surface instable
- Écart dimensionnel accru
- Déformation locale des pièces
Par conséquent, les usines de traitement spécialisées adoptent généralement une stratégie de traitement par étapes.
Débroussaillage
L’objectif de l’ébauche est d’enlever rapidement la matière.
Cette étape se concentre davantage sur :
- Efficacité du traitement
- taux d’enlèvement de matière
- Stabilité de l’outil
Une certaine surépaisseur d’usinage est généralement réservée en prévision des finitions ultérieures.
Lors de l’usinage de l’acier inoxydable, le contrôle thermique est le facteur le plus critique en ébauche. Du fait de sa faible conductivité thermique, la chaleur de coupe a tendance à se concentrer au niveau de l’outil, ce qui exige une maîtrise précise.
- vitesse de coupe
- débit d’alimentation
- débit du liquide de refroidissement
- temps de contact de l’outil
Pour les grandes pièces en acier inoxydable, nous utilisons généralement une méthode de découpe par couches afin de réduire les variations de contraintes internes dans le matériau et de diminuer le risque de déformation ultérieure.
Finition
La finition sert principalement à obtenir les dimensions finales, les tolérances et la qualité de surface.
Cette phase sera davantage axée sur :
- Constance de la taille
- rugosité de surface
- Qualité du bord
- Précision d’assemblage
Les pièces destinées aux équipements médicaux, d’automatisation et industriels de pointe, en particulier, ont des exigences extrêmement élevées en matière de stabilité d’usinage de précision.
Pour améliorer la qualité du traitement, les usines spécialisées font généralement appel à :
- Utilisez des couteaux plus aiguisés
- Réduire la charge de coupe
- Réduire les vibrations
- Réduire le besoin de serrage secondaire
Chez Zhuohua Hardware, nous adaptons les paramètres de finition aux caractéristiques des différents aciers inoxydables. Par exemple, nous utilisons des stratégies d’outillage et des parcours d’usinage différents pour les aciers inoxydables 304, 316 et 416 afin de garantir une homogénéité optimale entre les lots.
Pourquoi l’expérience du processus est importante
L’usinage de l’acier inoxydable ne se résume pas à la simple maîtrise des paramètres de l’équipement. Bien souvent, la qualité des pièces dépend avant tout de l’expérience et du jugement de l’ingénieur.
- propriétés des matériaux
- Durée de vie de l’outil
- Déformation thermique
- Séquence de traitement
C’est pourquoi, même avec les mêmes plans, la qualité de traitement final peut varier considérablement d’un fournisseur à l’autre.
Comment contrôler la déformation et les bavures
L’un des problèmes les plus courants lors de la fabrication de pièces en acier inoxydable est la déformation et les bavures.
Notamment dans les structures suivantes :
- Pièces à parois minces
- structure de cavité profonde
- Pièces d’arbre long
- petites pièces de précision
Si le contrôle du processus n’est pas adéquat, même si les dimensions initiales sont conformes, une déformation peut survenir après la relaxation des contraintes.
Pourquoi l’acier inoxydable est-il sujet à la déformation ?
Comparé à l’aluminium, l’acier inoxydable génère plus de chaleur lors de la découpe, et le matériau lui-même est également plus dur.
Lorsque la température locale augmente rapidement, des contraintes se forment facilement à l’intérieur du composant, ce qui entraîne :
- Décalage de taille
- Surface irrégulière
- Écart de position du trou
- Problèmes d’assemblage
Par conséquent, l’usinage spécialisé permet généralement de réduire la concentration des contraintes en optimisant la séquence d’usinage.
Par exemple:
- enlèvement de matériaux par étapes
- Traitement symétrique
- Réduisez la quantité de matériau coupé par coupe.
- Réserver une marge de stabilité
Comment réduire les problèmes de bavures
Les bardanes apparaissent généralement dans :
- Bord du trou
- Zone filetée
- Position d’angle aigu
- caractéristiques de petite taille
Dans le traitement de l’acier inoxydable notamment, en raison de la grande ténacité du matériau, il est plus sujet au tréfilage et aux résidus sur les bords.
Pour maîtriser les bavures, il est généralement nécessaire de :
- Utilisez des couteaux aiguisés
- Paramètres de contrôle de coupe
- Optimiser la trajectoire de rétraction de l’outil
- Ajouter un processus d’ébavurage
Pour les projets de pièces haut de gamme, nous ajoutons généralement une inspection manuelle et un ébavurage secondaire afin de garantir la stabilité de l’assemblage et la qualité de l’aspect.
Stratégies d’usinage pour les pièces à parois minces
Les pièces en acier inoxydable à parois minces constituent un exemple typique de projet extrêmement complexe.
Même un léger déséquilibre de la force de serrage peut entraîner :
- Déformation de la pièce
- Vibration
- Instabilité de taille
Ces types de projets nécessitent généralement :
- Des pinces plus stables
- force de coupe réduite
- Position de serrage plus raisonnable
- Expérience de traitement plus étendue
Pour les pièces complexes à parois minces, l’usinage 5 axes permet généralement de réduire considérablement le risque de déformation car il diminue le besoin de serrage répété.

Facteurs clés pour l’usinage de haute précision
L’usinage CNC de haute précision de l’acier inoxydable ne repose pas uniquement sur des équipements haut de gamme. La qualité des pièces dépend généralement de la combinaison des performances des équipements, des procédés, des outils de coupe, du contrôle qualité et de l’expérience. Cela est particulièrement vrai pour les pièces à tolérances serrées, où chaque détail du processus d’usinage influe sur le résultat final.
Stabilité des équipements
La rigidité de l’équipement influe directement sur la précision d’usinage. Les efforts de coupe sur l’acier inoxydable sont élevés et, en cas de stabilité insuffisante de l’équipement, des problèmes peuvent facilement survenir.
- Vibration
- Modèle de couteau
- fluctuation de taille
Par conséquent, l’usinage de haute précision de l’acier inoxydable nécessite généralement :
- Équipement à haute rigidité
- Broche stable
- Système de serrage de précision
Outillage et contrôle des paramètres
L’acier inoxydable influe considérablement sur l’usure des outils. Un mauvais choix d’outil peut facilement entraîner les problèmes suivants :
- Surface rugueuse
- Écart dimensionnel
- Durcissement par écrouissage
Par conséquent, les usines spécialisées utiliseront différentes solutions d’outils de coupe en fonction du matériau.
Par exemple:
- La section 303 met davantage l’accent sur l’efficacité
- L’article 304 met davantage l’accent sur la stabilité.
- Le régime 316 met davantage l’accent sur le contrôle des calories.
Tests et contrôle de la qualité
La production de pièces de haute précision nécessite un système de contrôle fiable. En particulier lors de la production en série, le recours exclusif à l’équipement ne permet pas de garantir une constance à long terme.
Il est donc généralement nécessaire de :
- Inspection du premier article
- Inspection par échantillonnage au cours du processus
- Inspection finale des dimensions
Selon les exigences du projet, nous pouvons également fournir :
- Rapport de test
- Documents justificatifs
- Dossier de traitement de surface
S’assurer que les pièces répondent aux exigences du dessin du client.
Optimisation des processus fondée sur l’expérience
Pour les pièces complexes en acier inoxydable, l’expérience prime souvent sur les paramètres théoriques. De nombreux problèmes d’usinage ne surviennent pas lors de la programmation, mais bien pendant l’opération de coupe elle-même.
Par exemple:
- Changements du taux d’usure des outils
- Accumulation de chaleur
- Micro-vibrations
- Soulager le stress
Ces problématiques nécessitent une optimisation continue par l’équipe d’ingénierie en production. C’est pourquoi les fournisseurs spécialisés en usinage CNC de l’acier inoxydable sont généralement plus à même de mener à bien des projets complexes.