ステンレス鋼のCNC加工プロセス
ステンレス鋼のCNC加工は、「材料を切る」ほど単純なものではありません。高精度部品の場合、材料選定や工程計画から最終検査に至るまで、すべての工程が部品の精度、表面品質、そして製造コストに直接影響を与えます。
ステンレス鋼は、その高い強度、耐熱性、加工硬化特性のため、アルミニウムや普通鋼に比べて加工が著しく困難です。したがって、成熟したステンレス鋼加工プロジェクトには、通常、経験豊富なエンジニアリングチームと安定した加工設備が必要となります。
卓華ハードウェアでは、長年にわたり、産業機器、医療、自動化、ロボット産業向けにステンレス鋼のCNC加工サービスを提供し、迅速な試作から量産までワンストップの製造をサポートしています。
図面解析およびDFM評価
すべてのプロジェクトは通常、3D図面から始まります。
エンジニアリングチームはまず評価を実施します。
- 材質の種類
- 許容誤差要件
- 表面処理要件
- 構造的複雑性
- クランプの実現可能性
ステンレス鋼部品の場合、DFM(製造性解析)は非常に重要です。
多くの設計は理論的には実現可能であっても、実際の製造段階で問題に直面する可能性があるため、以下の点が挙げられます。
- 工具の干渉
- 変形リスク
- 深い窩洞の治療は難しい。
- 処理時間が長すぎる
- コストが大幅に増加しました
プロのサプライヤーは通常、顧客のリスクと加工コストを削減するために、生産前に最適化の提案を行います。
材料の準備
ステンレス鋼の材質の違いは、その後の加工技術に直接影響を与える。
一般的な材料としては、303ステンレス鋼、304ステンレス鋼、316ステンレス鋼、416ステンレス鋼などが挙げられます。
実際の生産においては、以下の点に基づいて意思決定を行います。
- 強度要件
- 腐食性環境
- 耐用年数
- 表面要件
私たちは、お客様が「最も高価な」ステンレス鋼材を選ぶのではなく、最も適切なステンレス鋼材を選べるようお手伝いします。

CNCプログラミングとプロセスプランニング
材料の確認が完了したら、エンジニアはCAMプログラミングを開始します。
この段階では、以下のことが決定されます。
- ツールパス
- 処理シーケンス
- 回転速度と送り
- ツールタイプ
- 冷却戦略
ステンレス鋼の加工においては、通常の金属の加工よりも工程計画がより重要となる。
ステンレス鋼は次のような性質を持つため:
- 加工硬化
- 工具の急速な摩耗
- 熱蓄積
- 表面の裂け目
工程が適切に設計されていなければ、たとえ装置自体の精度が非常に高くても、安定した品質を得ることは難しい。
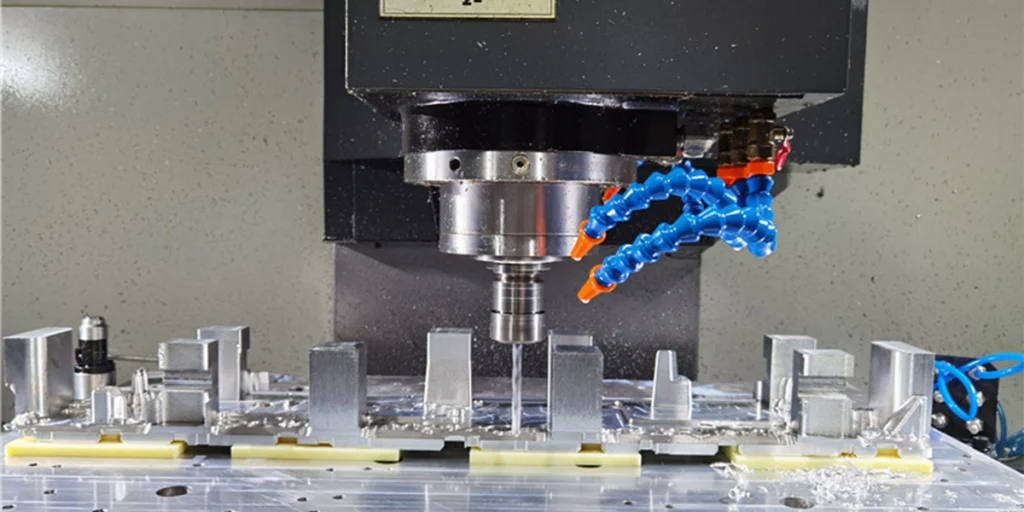
CNC加工ステージ
プログラミングが完了すると、部品は正式な機械加工段階に入ります。
部品の構造によっては、以下のことが関係する場合があります。
- CNC旋盤加工
- CNCフライス加工
- 穴あけとねじ切り
- 多軸複合材加工
Zhuohua ハードウェア サポート:
- 3軸CNCフライス加工
- 3+2軸加工
- 5軸リンケージ加工
- 精密CNC旋削加工
複雑なステンレス鋼部品の加工要件を満たすことができます。同時に、高精度なプロジェクトにおいては、寸法精度と位置決め精度を向上させるため、繰り返しクランプの回数を減らすのが一般的です。
表面処理および後処理
ステンレス鋼部品は機械加工後、通常は後処理工程を経る。
一般的なプロセスには以下が含まれます。
- バリ取り
- 研磨
- サンドブラスト
- ワイヤードローイング
- 電解研磨
- 不動態化処理
特に医療、食品、ハイエンドの工業部品においては、表面処理は最終製品の性能に直接影響を与える。
品質検査と出荷
最終段階は品質検査です。
検査内容は通常、以下のとおりです。
- 寸法公差
- 穴位置精度
- 表面粗さ
- 外観品質
- アセンブリテスト
精密ステンレス鋼部品については、プロジェクトの要件に応じて提供可能です。
- サイズ検査報告書
- 補足資料
- 品質文書
部品が顧客の図面および業界標準の要件を満たしていることを確認してください。

旋削、フライス加工、穴あけ加工の違い
ステンレス鋼のCNC加工においては、部品構造の種類によって適した加工方法が異なります。多くのお客様はプロジェクト開始時に旋削加工とフライス加工のどちらを使用すべきか迷われるため、これらの加工方法の違いを理解することが非常に重要です。
専門の加工工場は通常、以下の点に基づいて操業を行っています。
- 構成要素の構造
- 精度要件
- コスト目標
- バッチサイズ
顧客がより適切な処理ソリューションを選択できるよう支援する。
CNC旋盤加工
CNC旋盤加工は、主に回転対称部品の加工に用いられる。
処理中:
- ワークピースの回転
- 工具の移動と切削
このプロセスは特に以下のような場合に適しています。
- シャフトタイプの部品
- コネクタ
- ブッシング
- ねじ込み部品
- 円筒形構造部品
CNC旋盤加工のメリットとデメリット
CNC旋盤加工の利点
- 高い加工効率:円形部品の場合、旋削加工は通常、フライス加工よりも高速です。
- 寸法精度が安定しているため、大量生産に特に適しています。
- 優れた表面品質:精密部品の加工に適しています。
CNC旋削加工の限界
- 複雑な曲面
- 多面的な構造
- 深い空洞の特徴
したがって、多くの複雑な部品は、フライス加工を組み合わせることによって完成させる必要がある。
CNCフライス加工
CNCフライス加工は、主に回転する切削工具を用いて、固定された工作物を切削する工程である。
このプロセスは、以下のような場合により適しています。
- 複雑な形状
- 多面的な処理
- 空洞構造
- 不規則な形状の部品
CNCフライス加工のメリットとデメリット
CNCフライス加工の利点
- 複雑な構造に適しています:より多くの幾何学的特徴を処理できます。
- 強化された多軸加工機能:5軸加工により、必要な段取り回数を削減できます。
- 高い柔軟性:試作品開発や複雑な部品開発に適しています。
CNCフライス加工の課題
旋削加工と比較して、ステンレス鋼のフライス加工は一般的に次のようになります。
- 工具の摩耗が早くなる
- 処理時間が長くなります
- カロリーが高い
そのため、設備の安定性とプロセス経験に対して、より高い要求が課せられる。
穴あけとねじ切り
穴あけ加工は、穴構造を加工するために用いられます。ねじ切り加工は、内ねじを加工するために用いられます。
穴あけ加工は基本的な工程のように思えるかもしれないが、ステンレス鋼加工において最も問題の多い工程の一つであることが多い。
特に以下の点において:
- 深い穴
- 小さな穴
- 高精度ねじ
処理中に、以下の問題が発生する可能性が非常に高いです。
- 折れた剣
- バー
- 穴位置のずれ
- 損傷した糸
したがって、安定した冷却ソリューションとツール戦略が極めて重要となる。

荒削りおよび仕上げ加工の戦略
ステンレス鋼のCNC加工では、荒加工と仕上げ加工は通常、2つの独立した工程に分けられます。その主な目的は、加工効率を確保しつつ、より安定した寸法精度と表面品質を実現することです。
ステンレス鋼は加工硬化を起こしやすいため、高精度加工を一度に行うと、多くの場合、次のような問題が生じます。
- 工具の摩耗増加
- 不安定な表面品質
- 寸法偏差の増加
- 部品の局所的な変形
そのため、専門加工工場では通常、段階的な加工戦略を採用する。
荒削り
荒削りの目的は、材料を素早く除去することである。
この段階では、以下の点に重点を置きます。
- 処理効率
- 材料除去率
- 工具の安定性
後工程の仕上げ加工に備えて、一定量の切削代が通常確保されます。
ステンレス鋼の機械加工において、荒加工で最も重要な課題は熱制御である。ステンレス鋼は熱伝導率が低いため、切削熱が工具周辺に集中しやすく、適切な制御が必要となる。
- 切断速度
- 供給速度
- 冷却液流量
- 工具接触時間
大型のステンレス鋼部品の場合、材料内部の応力変化を低減し、その後の変形リスクを軽減するために、通常は積層切削法を用います。
仕上げ
仕上げ加工は主に、最終的な寸法、公差、および表面品質を実現するために行われます。
この段階では、以下の点に重点を置きます。
- サイズの一貫性
- 表面粗さ
- エッジ品質
- 組み立て精度
特に医療機器、自動化機器、ハイエンド産業機器向けの部品は、精密加工の安定性に対して極めて高い要求が課せられる。
加工品質を向上させるため、専門工場では通常、以下のことを行います。
- 切れ味の良いナイフを使う
- 切削負荷を軽減する
- 振動を低減
- 二次クランプの必要性を減らす
卓華五金では、ステンレス鋼材の特性に応じて仕上げパラメータを調整しています。例えば、304、316、416ステンレス鋼にはそれぞれ異なる工具戦略と加工経路を用いることで、ロット間の安定した品質を確保しています。
プロセス経験が重要な理由
ステンレス鋼の機械加工は、単に設備パラメータに頼るだけの問題ではありません。多くの場合、部品の品質に真に影響を与えるのは、エンジニアの経験と判断力です。
- 材料特性
- 工具寿命
- 熱による歪み
- 処理シーケンス
そのため、同じ図面であっても、異なるサプライヤーによる最終的な加工品質は大きく異なる可能性があるのです。
変形やバリを制御する方法
ステンレス鋼部品の加工において最も一般的な問題の一つは、変形とバリの発生である。
特に以下の構造において:
- 薄肉部品
- 深い空洞構造
- 長軸部品
- 小型精密部品
工程管理が適切でない場合、初期寸法が基準を満たしていても、応力解放後に変形が生じる可能性がある。
ステンレス鋼はなぜ変形しやすいのでしょうか?
アルミニウムと比較すると、ステンレス鋼は切断時に発生する熱量が多く、素材自体もより硬い。
局所的な温度が急激に上昇すると、部品内部に容易に応力変化が生じ、以下のような結果を招く。
- サイズオフセット
- 表面が不均一
- 穴位置のずれ
- 組み立てに関する問題
したがって、特殊な機械加工では、加工手順を最適化することで応力集中を低減するのが一般的です。
例えば:
- 段階的な材料除去
- 対称処理
- 1回の切断で切断する材料の量を減らす
- 安定マージンを確保する
バリの問題を軽減する方法
棘は通常、以下の場所に現れます。
- 穴の縁
- ねじ切り部分
- 鋭角の位置
- 小型サイズの特徴
特にステンレス鋼の加工においては、材料の靭性が高いため、線引き加工やエッジ残渣が発生しやすい。
バリを除去するには、通常、以下のことが必要です。
- 鋭利なナイフを使用してください
- 切削パラメータを制御する
- 工具の引き戻し経路を最適化する
- バリ取り工程を追加する
ハイエンド部品のプロジェクトでは、組み立ての安定性と外観品質を確保するために、通常は手作業による検査と二次的なバリ取りを追加します。
薄肉部品の加工戦略
薄肉ステンレス鋼部品は、非常に難易度の高いプロジェクトの典型的な例である。
締め付け力のわずかな不均衡でも、以下のような結果を招く可能性があります。
- 部品の変形
- 振動
- サイズの不安定性
これらのタイプのプロジェクトには通常、以下のものが必要です。
- より安定したクランプ
- 切削力の低下
- より適切なクランプ位置
- より広範な処理経験
複雑な薄肉部品の場合、5軸加工は繰り返しクランプする必要性を減らすため、変形のリスクを大幅に低減できることが多い。

高精度加工における重要な要素
ステンレス鋼の高精度CNC加工は、高性能な設備だけでは成り立ちません。部品の品質を真に決定づけるのは、設備、加工プロセス、切削工具、検査、そして経験といった要素の総合的な能力です。これは特に高精度が求められる部品において顕著であり、加工プロセスのあらゆる細部が最終結果に影響を与えます。
機器の安定性
装置の剛性は加工精度に直接影響します。ステンレス鋼の切削負荷は高いため、装置の安定性が不十分だと問題が発生しやすくなります。
- 振動
- ナイフの型紙
- サイズ変動
したがって、高精度ステンレス鋼加工には通常、以下のものが必要となります。
- 高剛性機器
- 安定したスピンドル
- 精密クランプシステム
工具およびパラメータ制御
ステンレス鋼は工具の摩耗に大きな影響を与えます。不適切な工具を選択すると、次のような問題が容易に発生する可能性があります。
- 表面が粗い
- 寸法偏差
- 加工硬化
したがって、専門工場では、材料に応じて異なる切削工具ソリューションを使用する。
例えば:
- 303は効率性をより重視している
- 304は安定性をより重視している
- 316はカロリーコントロールに重点を置いています
試験および品質管理
高精度部品の製造には、安定した検査システムが不可欠です。特に量産においては、設備そのものだけに頼っていては、長期的な品質の一貫性を保証することはできません。
したがって、通常は以下のことが必要となります。
- 初回品検査
- 工程中のサンプリング検査
- 最終サイズ検査
プロジェクトの要件に応じて、以下のサービスも提供可能です。
- テストレポート
- 補足資料
- 表面処理記録
部品が顧客の図面要件を満たしていることを確認してください。
経験に基づいたプロセス最適化
複雑なステンレス鋼部品の場合、理論的なパラメータよりも経験の方が重要な場合が多い。加工上の問題の多くは、プログラムではなく、実際の切削工程で発生する。
例えば:
- 工具摩耗率の変化
- 熱蓄積
- 微小振動
- ストレス解消
これらの課題には、実際の生産現場におけるエンジニアリングチームによる継続的な最適化が必要です。そのため、専門的なステンレス鋼CNC加工サプライヤーは、複雑なプロジェクトを確実に完了できる可能性が高いのです。