
What are CNC turning and milling?
Basic Concepts Comparison
In actual manufacturing, CNC turning and CNC milling are two of the most core and easily confused machining methods. The essential difference lies not in the “equipment name,” but in the motion logic of material removal.
CNC turning
The workpiece rotates, while the cutting tool remains essentially fixed (or performs simple feed).
- Remove material by cutting the outer diameter, inner hole, etc.
- Typical equipment: CNC lathe
- Suitable for: shafts, cylinders, symmetrical parts
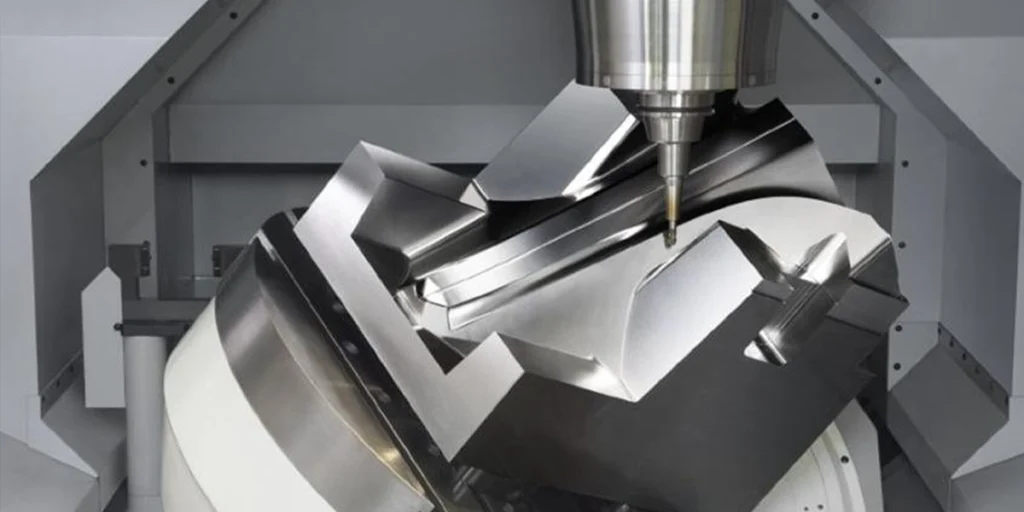
CNC milling
The cutting tool rotates, while the workpiece is usually fixed (or operated in multi-axis linkage).
- Achieving complex shape processing through multi-directional motion
- Typical equipment: 3-axis/5-axis CNC milling machine
- Suitable for: complex geometries and asymmetrical parts

What is the difference between CNC milling and turning?
After understanding the basic concepts of the two processes, what truly influences processing decisions are their differences in motion methods, applicable part types, and precision and cost structures. These differences directly determine: how your parts should be made, what equipment to use, and ultimately, how much it will cost and how long it will take to deliver.
Exercise
This is the most fundamental difference between the two processes.
In CNC turning, the workpiece is clamped on the spindle and rotates at high speed, while the tool feeds along a fixed path (usually linear motion). The entire machining process unfolds around a central axis, making it naturally suitable for “concentric structures”.
In CNC milling, the situation is exactly the opposite—the tool rotates at high speed, while the workpiece is usually kept stationary (or moved via a multi-axis system). The tool can cut along multiple directions (X, Y, Z), and even achieve complex angular simultaneous machining in a 5-axis system.
Simply put:
- Turning → Rotating workpiece
- Milling → Rotary cutting tool
The direct impact of this is that turning is efficient but has a single path, while milling is flexible but has a complex path.
Suitable part types
If we were to summarize it in one sentence: turning is suitable for “round” shapes, and milling is suitable for “complex” shapes, but the actual situation is much more nuanced than that.
Typical CNC turning parts:
- Shaft-type parts (drive shafts, pins)
- Sleeves, bushings
- Threaded parts
- Cylindrical outer shell
These parts have one thing in common: they are symmetrical about a central axis.
Typical CNC milling of parts:
- Structural components with planes, slots, and holes
- Complex shapes (irregularly shaped parts)
- Multi-faceted machined parts
- Molds and structural components
Especially in equipment with 3 or more axes, it can handle:
- Inclined surface
- Curved surface
- Deep cavity structure
These are things that turning cannot accomplish.
Difference between accuracy and cost
This is the part that procurement is most concerned about, and it is also the part that is most easily misjudged.
From the perspective of accuracy:
- Turning has a natural advantage in terms of roundness and coaxiality.
- Milling has advantages in positional accuracy and control of multi-faceted relationships.
If your parts requirements:
- High concentricity → Prioritize turning
- High-precision fit on multiple surfaces → Milling is required
From the perspective of cost structure:
The reason for the low cost of turning is:
- Simple processing path
- Single movement of the cutting tool
Most machining can be completed in a single setup.
Milling is more expensive, usually because:
- Multiple clamping
- Programming is complex (especially for 5-axis models)
- Longer processing time
How to select the appropriate CNC milling process
The real challenge lies not in “understanding the differences,” but in translating those differences into decisions. In real-world projects, engineers and procurement staff typically assess three core questions: Is the structure feasible? Is the cost reasonable? Is the delivery time controllable?
The following two points will basically determine whether you should choose milling or turning.
Structural complexity
Look at the structure first, not the equipment.
If the part is a typical rotationally symmetric structure—such as shafts, sleeves, or rings—then turning is the preferred method. Machining these parts on a lathe is simple, efficient, and makes it easier to ensure coaxiality.
However, the situation changes if the parts exhibit the following characteristics:
- Planes, steps, irregular outlines
- Side holes, oblique holes
- Keyways and deep grooves
- Multi-faceted processing requirements
At this point, turning alone is basically insufficient, and milling must be introduced.
Some structures go even further, for example:
- Curved surface shape
- Multi-angle machined surface
- Deep cavity complex structure
In such cases, 3-axis or higher, or even 5-axis milling, is usually required.
Batch size and budget
Structure determines “whether it can be done”, but batch size and budget determine “how to do it more rationally”.
Small batch/sampling stage
At this stage, flexibility is the priority.
- Milling is more common because of its adaptability.
- Even round parts can be machined directly (reducing changeover costs).
Frequent design modifications and premature process optimization can actually waste time.
Medium to large-scale production
At this point, the logic reverses.
- The efficiency advantage of turning is beginning to become apparent.
- Unit cost has decreased significantly
- Dedicated process routes are more worthwhile to invest in.
For example, a shaft-type part:
- Prototyping stage: This may be completed using milling and simple fixtures.
- Mass production stage: Almost always shifts to turning (even automated turning).
Budget-sensitive projects
To put it more directly: choosing the wrong process can result in a cost difference of 2–5 times.
Common misconceptions include:
- Machining simple cylindrical parts using 5-axis milling
- Ignoring more efficient turning solutions in order to “save trouble”
- Ignore the hidden costs associated with the number of setups
A more professional approach is to define the following at the beginning of the project:
- Is it necessary to use multi-axis machining?
- Can the process be broken down to reduce costs?
- Is it suitable for mill-turn composite machining?

Can round parts be machined using CNC milling?
Yes, but whether to use milling depends on the structural details, precision requirements, and your acceptable range of cost and delivery time.
Feasibility analysis
In terms of machining capabilities, CNC milling can fully produce circular or near-circular structures.
In 3-axis milling, the machining of outer circles or inner holes can be achieved through interpolation (circular arcs/contour paths); in higher configurations (such as 4-axis and 5-axis equipment), a machining method closer to turning can be achieved through rotary axis linkage.
In other words:
- Outer circle → can be achieved through contour milling
- Holes → can be completed by drilling + boring/milling.
- Steps → Can be achieved through layered cutting.
From the perspective of “whether it can be done,” there is no problem. But the problem lies in whether the efficiency and the result are worthwhile.
For a simple cylinder, milling typically means:
- The cutting tool needs to move repeatedly along the circumference.
- Processing time increased significantly
- Surface quality depends on toolpath strategy
In turning, the same structure can be completed with just one continuous cut, which is more efficient and consistent.
When should turning be chosen?
When a part has the following characteristics, turning is almost always the default choice:
- Complete or highly rotational symmetric
- High requirements for roundness and coaxiality
- Large batch sizes necessitate controlling unit cost.
These types of parts can be made by milling, but it is usually an uneconomical option.
However, there are some typical scenarios where milling is a reasonable or even better solution:
1. Circular shape + complex features (most common)
For example:
- Cylindrical shape + side holes
- Circular disk + irregularly shaped groove
- Round parts + multi-faceted machining
If turning is used for all of these operations, there will be significant limitations; while milling, although slightly less efficient, can complete more structures at once and reduce clamping errors.
2. Small batch or sampling stage
During the sample development phase, the following should be given priority:
- speed
- Flexibility
- Modification costs
Even round parts can be directly milled to avoid the time costs associated with switching equipment or reprogramming.
3. Equipment limitations
In some cases:
- There was no suitable lathe.
- The part size/clamping method is not suitable for turning.
Milling then becomes a viable alternative.
How can we provide both milling and turning services simultaneously?
The problem for most suppliers isn’t whether they “can process” the parts, but that they can only provide a single process. Once a part involves a complex structure, it has to be outsourced or processed in separate steps, and the result is usually:
- Multiple clamping operations → Accumulated accuracy error
- Process breakdown → Delivery time extended
- Difference of responsibility → Difficulty in tracing quality
Our approach is to eliminate these problems from the very beginning.
Integrated process capability (Turning + Milling)
We possess mature CNC turning and CNC milling capabilities, and support various machining combinations:
- The main structure (shaft, sleeve, outer diameter) is completed by turning.
- Milling completes functional features (holes, slots, irregular surfaces)
- Use milling and turning as needed to reduce the number of setups.
This means you don’t need to coordinate back and forth between different suppliers; one team can handle the entire process from raw material to finished product.
Reduced clamping = improved accuracy and stability
In precision parts, errors often originate not from the equipment, but from the clamping process. Each additional clamping operation adds another layer of risk.
- Coaxiality offset
- Accumulated position error
- Inconsistent benchmarks
By integrating turning and milling processes, we can:
- Minimize the number of clamping operations.
- Complete key features under the same benchmark
- Improve dimensional consistency and yield
For high-precision parts (e.g., ±0.02 mm level), this is not an optimization, but a prerequisite.
Cost control is not about “price reduction,” but about process optimization.
Many customers directly compare prices but overlook the underlying manufacturing process. We proactively evaluate this during the quotation stage:
- Should turning be prioritized over milling?
- Can time costs be reduced through process integration?
- Is it necessary to use a 5-axis setup, or is a 3-axis setup with a simple fixture more reasonable?
Some parts can be made possible by adjusting the manufacturing process:
- Processing time reduced by 30%+
- Unit cost has decreased significantly
- More stable delivery time
This type of optimization will not be reflected in the drawings, but only in the supplier’s experience.
Continuous capability from prototyping to mass production
The problem with many projects is that:
- Find a company to make a sample.
- Switch to another supplier in bulk
The result is inconsistent processes, sometimes requiring re-verification.
Our model is:
- Small-batch prototyping → Rapid design validation
- Medium-batch production → Optimize process path
- High-volume production → Stable delivery and cost control
The same process logic is used throughout to avoid repeated trial and error.