Stainless steel CNC machining process
CNC machining of stainless steel is not as simple as “cutting materials”. For high-precision parts, every step, from material selection and process planning to final inspection, directly affects the part’s accuracy, surface quality, and production cost.
Due to its high strength, heat resistance, and work hardening properties, stainless steel is significantly more difficult to process than aluminum and ordinary steel. Therefore, mature stainless steel processing projects typically require experienced engineering teams and stable processing equipment.
At Zhuohua Hardware, we have long provided stainless steel CNC machining services to the industrial equipment , medical, automation, and robotics industries , supporting one-stop manufacturing from rapid prototyping to mass production.
Drawing analysis and DFM assessment
All projects typically begin with 3D drawings.
The engineering team will first conduct an assessment:
- Material type
- Tolerance requirements
- Surface treatment requirements
- Structural complexity
- Clamping feasibility
For stainless steel parts, DFM (manufacturability analysis) is very important.
Because many designs, while theoretically feasible, may encounter problems during actual manufacturing:
- Tool interference
- Deformation risk
- Deep cavity processing is difficult.
- Processing time is too long
- Costs have increased significantly
Professional suppliers typically offer optimization suggestions before production to help customers reduce risks and processing costs.
Material preparation
Different stainless steel materials will directly affect the subsequent processing technology.
Common materials include: 303 stainless steel, 304 stainless steel, 316 stainless steel, and 416 stainless steel.
In actual production, we will base our decisions on:
- Strength requirements
- Corrosive environments
- Service life
- Surface requirements
We help customers choose the most suitable stainless steel material, rather than just the “most expensive” one.

CNC Programming and Process Planning
After material confirmation is completed, the engineer will begin CAM programming.
This stage will determine:
- Toolpath
- Processing sequence
- Rotation speed and feed
- Tool type
- Cooling strategy
For stainless steel processing, process planning is more critical than for ordinary metals.
Because stainless steel is prone to:
- Work hardening
- Rapid tool wear
- Heat accumulation
- Surface tear
If the process is not properly designed, it will be difficult to obtain stable quality even if the equipment itself is highly precise.
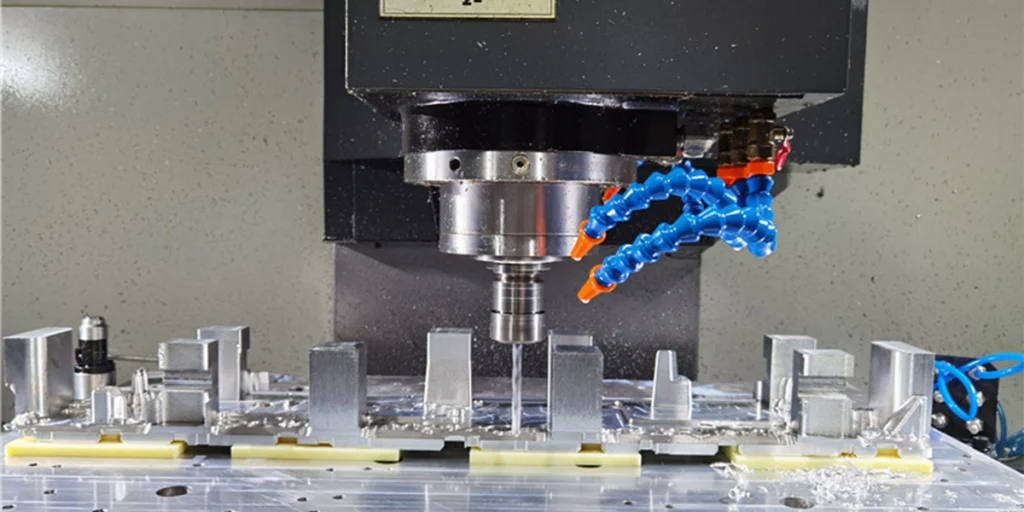
CNC machining stage
After programming is completed, the parts enter the formal machining stage.
Depending on the structure of the parts, the following may be involved:
- CNC turning
- CNC milling
- Drilling and tapping
- Multi-axis composite machining
Zhuohua Hardware Support:
- 3-axis CNC milling
- 3+2 axis machining
- 5-axis linkage machining
- Precision CNC turning
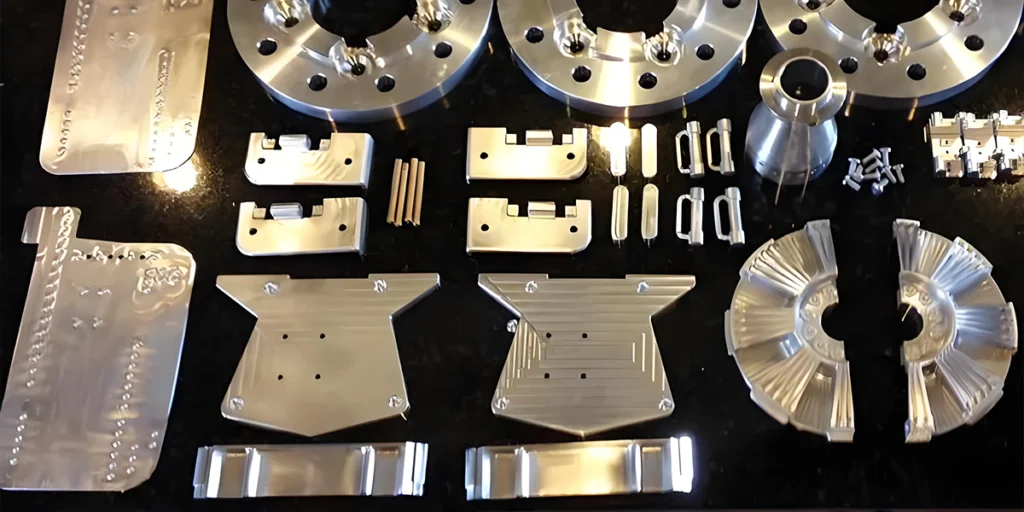
It can meet the machining requirements of complex stainless steel parts. At the same time, for high-precision projects, we usually reduce the number of repeated clamping to improve dimensional consistency and positional accuracy.
Surface treatment and post-treatment
After stainless steel parts are machined, they usually undergo post-processing.
Common processes include:
- Deburring
- Polishing
- Sandblasting
- Wire drawing
- Electropolishing
- Passivation treatment
Especially for medical, food, and high-end industrial parts, Surface treatment directly affects the performance of the final product.
Quality Inspection and Shipment
The final stage is quality inspection.
The content of the inspection typically includes:
- Dimensional tolerances
- Hole position accuracy
- Surface roughness
- Appearance quality
- Assembly testing
For precision stainless steel parts, we can provide them according to project requirements:
- Size Inspection Report
- Supporting documents
- Quality documents
Ensure that parts meet customer drawings and industry standard requirements.

The difference between turning, milling, and drilling
In CNC machining of stainless steel, different machining processes are suitable for different types of part structures. Many customers are unsure whether to use turning or milling at the beginning of a project, so understanding the differences between these processes is crucial.
Professional processing plants usually base their operations on:
- Component structure
- Accuracy requirements
- Cost target
- Batch size
Help customers choose a more suitable processing solution.
CNC turning
CNC turning is mainly used for machining rotationally symmetric parts.
During processing:
- Workpiece rotation
- Tool movement and cutting
This process is particularly suitable for:
- Shaft-type parts
- Connector
- Bushing
- Threaded parts
- Cylindrical structural components
Advantages and disadvantages of CNC turning
Advantages of CNC turning
- High processing efficiency: For round parts, turning is usually faster than milling.
- Stable dimensional consistency: particularly suitable for mass production.
- Excellent surface quality: suitable for precision-fit parts.
Limitations of CNC Turning
- Complex surfaces
- Multifaceted structure
- Deep cavity characteristics
Therefore, many complex parts need to be completed by combining milling.
CNC milling
CNC milling primarily involves cutting a stationary workpiece using a rotating cutting tool.
This process is more suitable for:
- Complex shape
- Multi-faceted processing
- Cavity structure
- Irregularly shaped parts
Advantages and disadvantages of CNC milling
Advantages of CNC milling
- Suitable for complex structures: capable of processing more geometric features.
- Enhanced multi-axis capabilities: 5-axis machining reduces the number of setups required.
- High flexibility: suitable for prototype and complex part development.
Challenges of CNC Milling
Compared to turning, stainless steel milling typically:
- Tools wear out faster
- Longer processing time
- Higher in calories
Therefore, higher requirements are placed on equipment stability and process experience.
Drilling and tapping
Drilling is used to machine hole structures. Tapping is used to machine internal threads.
Although it may seem like a basic process, hole machining is often one of the most problematic steps in stainless steel processing.
Especially in:
- Deep hole
- Small hole
- High-precision threads
During the processing, the following issues are very likely to occur:
- Broken sword
- Burrs
- Hole position deviation
- Damaged threads
Therefore, a stable cooling solution and tooling strategy are crucial.

Roughing and finishing strategies
In CNC machining of stainless steel, roughing and finishing are usually separated into two independent stages. The core purpose of this is to achieve more stable dimensional accuracy and surface quality while ensuring machining efficiency.
Because stainless steel is prone to work hardening, performing high-precision machining directly in one go often leads to:
- Increased tool wear
- Unstable surface quality
- Increased dimensional deviation
- Local deformation of parts
Therefore, specialized processing plants typically adopt a phased processing strategy.
Roughing
The goal of roughing is to remove material quickly.
This stage focuses more on:
- Processing efficiency
- Material removal rate
- Tool stability
A certain amount of machining allowance is usually reserved in preparation for subsequent finishing.
In the machining of stainless steel, the most critical issue in roughing is heat control. Because stainless steel has low thermal conductivity, cutting heat tends to concentrate in the tool area, thus requiring proper control.
- Cutting speed
- Feed rate
- Coolant flow rate
- Tool contact time
For large stainless steel parts, we usually use a layered cutting method to reduce internal stress changes in the material and reduce the risk of subsequent deformation.
Finishing
Finishing is mainly used to achieve the final dimensions, tolerances, and surface quality.
This phase will focus more on:
- Size consistency
- Surface roughness
- Edge quality
- Assembly accuracy
Parts for medical, automation, and high-end industrial equipment, in particular, have extremely high requirements for precision machining stability.
To improve processing quality, specialized factories typically:
- Use sharper knives
- Reduce cutting load
- Reduce vibration
- Reduce the need for secondary clamping
At Zhuohua Hardware, we adjust the finishing parameters according to the characteristics of different stainless steel materials. For example, we use different tooling strategies and machining paths for 304, 316 and 416 stainless steel to ensure stable batch consistency.
Why process experience is important
Stainless steel machining is not simply a matter of relying on equipment parameters. Often, what truly affects the quality of the parts is the engineer’s experience and judgment.
- Material properties
- Tool life
- Heat distortion
- Processing sequence
This is why, even with the same drawings, the final processing quality from different suppliers can vary significantly.
How to control deformation and burrs
One of the most common problems in the processing of stainless steel parts is deformation and burrs.
Especially in the following structures:
- Thin-walled parts
- Deep cavity structure
- Long shaft parts
- Small precision parts
If the process control is not reasonable, even if the initial dimensions are qualified, deformation may occur after the stress is released.
Why is stainless steel prone to deformation?
Compared to aluminum, stainless steel generates more heat during cutting, and the material itself is also harder.
When the local temperature rises rapidly, stress changes easily form inside the component, leading to:
- Size offset
- Uneven surface
- Hole position deviation
- Assembly issues
Therefore, specialized machining typically reduces stress concentration by optimizing the machining sequence.
For example:
- Staged material removal
- Symmetrical processing
- Reduce the amount of material cut per cut
- Reserve a stability margin
How to reduce burr problems
Burrs typically appear in:
- Hole edge
- Threaded area
- Acute angle position
- Small size features
Especially in stainless steel processing, due to the material’s high toughness, it is more prone to wire drawing and edge residue.
To control burrs, it is usually necessary to:
- Use sharp knives
- Control cutting parameters
- Optimize the tool retraction path
- Add a deburring process
For high-end parts projects, we usually add manual inspection and secondary deburring to ensure assembly stability and appearance quality.
Machining strategies for thin-walled parts
Thin-walled stainless steel parts are a typical example of a highly challenging project.
Even a slight imbalance in clamping force can lead to:
- Part deformation
- Vibration
- Size instability
These types of projects typically require:
- More stable clamps
- Lower cutting force
- More reasonable clamping position
- More extensive processing experience
For complex thin-walled parts, 5-axis machining can usually significantly reduce the risk of deformation because it reduces the need for repeated clamping.

Key factors for high-precision machining
High-precision CNC machining of stainless steel relies on more than just high-end equipment. The true determinant of part quality is usually the combined capabilities of equipment, processes, cutting tools, inspection, and experience. This is especially true for high-tolerance parts, where every detail in the machining process affects the final result.
Equipment stability
Equipment rigidity directly affects machining accuracy. Stainless steel cutting loads are high, and if the equipment stability is insufficient, problems can easily arise.
- Vibration
- Knife pattern
- Size fluctuation
Therefore, high-precision stainless steel machining typically requires:
- High-rigidity equipment
- Stable spindle
- Precision clamping system
Tooling and Parameter Control
Stainless steel has a significant impact on tool wear. If the wrong tool is selected, the following problems can easily occur:
- Rough surface
- Dimensional deviation
- Work hardening
Therefore, specialized factories will use different cutting tool solutions depending on the material.
For example:
- 303 places greater emphasis on efficiency
- 304 places greater emphasis on stability
- 316 focuses more on calorie control
Testing and Quality Control
High-precision parts cannot be produced without a stable testing system. Especially during mass production, relying solely on the equipment itself cannot guarantee long-term consistency.
Therefore, it is usually necessary to:
- First article inspection
- Sampling inspection during the process
- Final size inspection
Depending on project requirements, we can also provide:
- Test report
- Supporting documents
- Surface treatment record
Ensure that the parts meet the customer’s drawing requirements.
Experience-driven process optimization
For complex stainless steel parts, experience is often more important than theoretical parameters. Many machining problems do not arise in the program, but rather during the actual cutting process.
For example:
- Changes in tool wear rate
- Heat accumulation
- Micro vibration
- Stress relief
These issues require continuous optimization by the engineering team in actual production. This is why professional stainless steel CNC machining suppliers are usually more likely to reliably complete complex projects.